

ЭКОНОМИКА И ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА _ 2010
.pdf601
|
|
и расчетов, необходимых для эффективной реализации функ- |
|
|
ций оперативного управления – планирования, учета, контроля, |
|
|
анализа и диспетчирования. |
|
2 |
б, в, г |
|
3 |
в, г |
|
4 |
б |
|
5 |
б |
|
6 |
б |
|
7 |
а, в |
|
|
Продолжение табл. 14.8 |
|
|
|
14.4 |
1 |
б |
|
2 |
в |
|
3 |
а, б |
|
4 |
б |
|
5 |
б, в |
Задание 14.5
Минимальный размер партии деталей рассчитываем по операции
«сверление отверстий», так как подготовительно-заключительное время име-
ет наибольшее значение.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 14.9 |
||
|
Периодичность запуска и нормативный размер партии деталей |
||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Деталь |
|
|
nмин |
|
К |
|
|
Nмин |
Периодичность |
Нормативный |
|||||||||||
|
|
|
|
|
|
|
Rp |
Rн |
|
размер nн |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
40 |
|
2000 |
|
2000 |
|
400 |
|
|
|
|
|
|||||||
Д-105 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5 |
100×5=500 |
||
(4 |
0,025) =400 |
400 =5 |
5 |
|
=400 |
100 |
=4 |
||||||||||||||
|
|
|
|
|
|
||||||||||||||||
|
|
|
40 |
|
2000 |
|
2000 |
|
|
1000 |
|
|
|
|
|
||||||
Д-110 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
10 |
100×10=1000 |
||
(2 |
0,025) =800 |
800 =2 |
2 |
|
=1000 |
100 |
=10 |
||||||||||||||
|
|
|
|
|
|
||||||||||||||||
|
|
|
40 |
|
2000 |
|
2000 |
|
250 |
|
|
|
|
|
|
||||||
Д-118 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2,5 |
100×2,5=250 |
||
(6 |
0,025) =267 |
267 =8 |
8 |
|
=250 |
100 =2,5 |
|||||||||||||||
|
|
|
|
|
|
||||||||||||||||
|
|
|
40 |
|
2000 |
|
2000 |
|
|
1000 |
|
|
|
|
|
||||||
Д-120 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
10 |
100×10=1000 |
||
(2 |
0,025) =800 |
800 =2 |
2 |
|
=1000 |
100 |
=10 |
||||||||||||||
|
|
|
|
|
|
||||||||||||||||
Деталь Д-105 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
T 500 (10 6 4) (20 40 20) (3 1) 8,2 60 0,5 |
|
|
101 |
||||||||||||||||||
|
|
|
|
||||||||||||||||||
101ч. или |
|
16 =6,3 дн. |
|||||||||||||||||||
ц |
60 |
|
|
|
Zцикл.= 100×6,3=630 шт. |
|
Деталь Д-110 |

602
Tц 1000 (3 2 10 8) (20 40 20 20) (4 1) 8,2 60 0,5 204,8ч. или 60
204,8:16=12,8 дн.
Zцикл.= 100×12,8 = 1280 шт.
Деталь Д-118
Tц 250 (6 6 25 4) (20 40 20 20) (4 1) 8,2 60 0,5 98,5ч. или 60
98,5 6,2дн.
16
Zцикл.= 100×6,2∙=620 шт.
Деталь Д-120
Tц 1000 (4 2 6 2) (20 40 20 20) (4 1) 8,2 60 0,5 129,8ч. или 60
129,8 8,1дн.
16
Zцикл.= 100×8,1∙=810 шт.
Задание 14.6
Расчет общего количества деталей: 15×100+20×50+100×150+400×1000=417500 шт.
УИ |
417500 |
|
418дет. |
|
1000 |
||||
|
|
|
||
СК |
417500 |
|
1606дет. |
|
260 |
|
|||
|
|
|
Задание 14.7
Средний дневной выпуск машинокомплектов: 19550:23=850 шт.
Таблица 14.10
Расчет обеспеченности и задела по деталям
Код |
Дневной план |
Фактический |
Обеспеченность, |
Задел, шт. |
|||||
детали |
с учетом |
выпуск, шт. |
|
|
дн. |
|
|||
|
применяемости |
|
|
|
|
|
|
|
|
|
|
|
|
|
167 |
19 |
|
||
Д-155 |
850 |
16700 |
850 |
16700-19×850=550 |
|||||
|
|
||||||||
|
|
|
|
|
|
||||
|
|
|
|
58700 |
23 |
|
|||
Д-160 |
2550 |
58700 |
2550 |
58700-23×2550=50 |
|||||
|
|||||||||
|
|
|
|
|
|||||
|
|
|
|
|
|
603 |
|
|
|
|
|
|
|
|
|
|
|
|
|
17900 |
21 |
|
|
Д-175 |
850 |
17900 |
850 |
17900-21×850=50 |
|
||
|
|
||||||
|
|
|
|
|
|
||
|
|
|
|
36000 |
21 |
|
|
Д-210 |
1700 |
36000 |
1700 |
36000-21×1700=300 |
|
||
|
|
||||||
|
|
|
|
|
|
||
|
|
|
17800 |
20 |
|
|
|
Д-215 |
850 |
17800 |
|
850 |
17800-20×850=800 |
|
|
|
|
||||||
|
|
|
|
|
|
||
Таблица 14.11
Сменно – суточное задание на последнее 23 число месяца
Код детали |
Количество, шт. |
Д-155 |
[(23-19)×850-550]×1,003=2858 |
Д-160 |
задания нет, т.к. обеспеченность на 23 дня |
Д-175 |
[(23-21)×850-50]×1,004=1657 |
Д-210 |
[(23-21)×1700-300]×1,003=3109 |
Д-215 |
[(23-20)×850-800]×1,005=1759 |
Задание 14.8
Начальнику ПДО ОАО «Машиностроитель» следует выбрать машино-
комплектную систему ОУП, поскольку она соответствует типу производства данного предприятия и поможет разрешить указанные проблемы.
604
15 ОРГАНИЗАЦИЯ ПРОИЗВОДСТВЕННОЙ ИНФРАСТРУКТУРЫ ПРЕДПРИЯТИЯ
Нормальная производительная работа подразделений основного произ-
водства на предприятии возможна лишь при условии, что все компоненты, необходимые для изготовления продукции, находятся в исправном состоя-
нии, в нужном количестве и на каждом рабочем месте. Комплекс работ по бесперебойному обеспечению основного производства материалами, топливом, энергией, инструментом и другой технологической оснасткой, транс-
портом, а также по поддержанию оборудования в работоспособном состоя-
нии составляет понятие технического обслуживания производства.
Значительная доля работ по техническому обслуживанию производства выполняется сторонними специализированными организациями, к услугам которых прибегает предприятие, заключая с ними договоры и контролируя качество и своевременность их реализации. Существуют специализирован-
ные предприятия по изготовлению инструмента и другой технологической оснастки, ремонту оборудования. Большей частью предприятия обеспечиваются энергией централизованно, значительная часть транспортных работ вы-
полняется сторонними организациями. В целом развитие специализированных предприятий, способных обслуживать внутренние потребности других организаций, – тенденция прогрессивная, поскольку при этом, как правило, снижаются затраты на обслуживание и улучшается его качество. Однако по-
ручать специализированным предприятиям повседневные работы, особенно те, которые невозможно детально спланировать, нецелесообразно, поэтому нередко даже на малых и средних предприятиях имеются подразделения, ре-
шающие вопросы обслуживания.
Подразделения, занятые техническим обслуживанием производства, со-
605
ставляют производственную инфраструктуру предприятия. Состав и мас-
штабы этих подразделений определяются особенностями основного произ-
водства, характером выпускаемой продукции, размером предприятия и его производственными связями.
Небольшие предприятия выполняют, как правило, небольшую часть об-
служивающих работ (мелкий ремонт, хранение и др.) и прибегают к услугам сторонних специализированных организаций.
На крупных предприятиях создаются собственные подразделения, осу-
ществляющие инструментальное, ремонтное, энергетическое, транспортное и складское обслуживание производства. Нередко свободные мощности дан-
ных подразделений используются для оказания услуг сторонним организаци-
ям по договорам.
15.1 Инструментальное обслуживание производства
Инструментальное обслуживание производства – система, предусмат-
ривающая:
−регулярное и своевременное обеспечение инструментом и технологической оснасткой соответствующего качества основного и обслуживающих производств в необходимом объеме и номенклатуре;
−изготовление технологической оснастки для нового производства;
−поставку инструмента предприятиям по кооперации или по договорным связям.
Общая характеристика инструментального обслуживания предпри-
ятия включает:
−задачи и направления развития инструментального обслуживания производства;
−системы классификации инструмента;
−состав инструментального хозяйства и его функции;
−системы инструментообеспечения в разных типах производственных систем.
606
Основными задачами системы инструментального обслуживания
предприятия являются:
− бесперебойное и комплектное обеспечение рабочих мест инструмен-
том, необходимым для текущего производства;
−своевременное изготовление комплектов техоснастки, необходимых для освоения новых изделий и техпроцессов;
−систематическое повышение качества инструмента, внедрение новых прогрессивных конструкций техоснастки, повышение инструментальной ос-
нащенности технологических процессов; − организация рациональной эксплуатации инструмента, обеспечиваю-
щей сокращение затрат на восполнение его износа и пополнение запасов оборотных фондов.
В целях рациональной организации инструментального обслуживания производства и упрощения технологической документации весь инструмент классифицируется. Классификация облегчает планирование, учет, хранение инструмента и создает возможность для внедрения автоматизированной сис-
темы управления инструментальным хозяйством.
Целью классификации является группировка инструмента в соответст-
вии с его производственно-технологическим назначением и конструктивны-
ми особенностями, что создает возможность выбора однотипного и взаимо-
заменяемого инструмента.
На основе классификации производится индексация инструмента, то есть присвоение каждому типоразмеру инструмента условного обозначения – индекса (кода).
Классификация, кроме систематизации, создает реальные предпосылки для сокращения номенклатуры инструмента путем его стандартизации и унификации.
По характеру использования инструмент разделяется на стандартный
(нормальный) и специальный. К стандартному относится инструмент обще-
го назначения, используемый для выполнения многочисленных операций при
607
изготовлении различной продукции. Специальный инструмент служит для выполнения определенной операции или изготовления конкретных изделий,
изготовляется преимущественно на самом предприятии и не охвачен стан-
дартизацией.
Наибольшее значение имеет классификация инструмента по назначению.
В практике машиностроения применяется децимальная система классифика-
ции и индексации. Установлены десятичная система классификации инстру-
мента и цифровая система индексации. Весь инструмент делится на 10 групп
(режущий, измерительный, абразивный, штампы холодные, штампы горячие,
приспособления, модели, инструменты кузнечные, слесарно-монтажные,
вспомогательные). В свою очередь, группа режущего инструмента делится на
10 подгрупп (например, резцовый, фрезерный, сверлильный и т.д.). Подгруп-
па фрезерного инструмента содержит 10 видов и т.д.
Состав инструментального хозяйства определяется задачами инстру-
ментального обслуживания, типом производства и представляет собой сово-
купность общезаводских и цеховых подразделений, занятых проектировани-
ем, изготовлением, приобретением, восстановлением и эксплуатацией инст-
румента.
В состав организационно-производственной структуры инструменталь-
ного хозяйства входят следующие основные функциональные подразделе-
ния:
− служба управления (инструментальный отдел или бюро инструмен-
тального хозяйства);
−служба эксплуатации техоснастки, объединяющая инструментальные хозяйства цехов: инструментально-раздаточные кладовые (ИРК), мастерские централизованной заточки инструмента, участки восстановления и ремонта оснастки, службу технического надзора за эксплуатацией техоснастки;
−инструментальный цех или цехи;
−центральный инструментальный склад или склады (ЦИС);
−служба универсальной стандартной переналаживаемой оснастки.
608
Организация инструментального хозяйства предполагает:
−установление норм расхода и запасов инструмента;
−планирование потребности в различных видах инструмента (общей потребности, расходного и оборотного фондов);
−выбор форм удовлетворения потребности в инструменте;
−технологическую подготовку инструментального производства;
−организацию производства инструмента;
−создание запасов инструмента;
−организацию учета, хранения и выдачи инструмента;
−выбор форм обеспечения инструментом рабочих мест;
−ремонт инструмента, технический надзор за его эксплуатацией, цен-
трализованную заточку режущего инструмента; − определение возможностей восстановления и модернизации инстру-
мента; − поиск направлений повышения эффективности работы инструмен-
тального хозяйства.
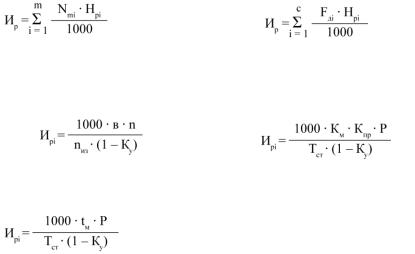
Общая потребность предприятия по каждому виду и типоразмеру инст-
румента на плановый период (Ип) определяется по формуле:
Ип = Ир + (Ио.н. – Ио.ф.),
где Ир – расход инструмента на производственную программу в плановом периоде, шт.;
Ио.н. – норматив оборотного фонда на конец планового периода, шт.;
Ио.ф. – фактическая величина запаса на начало планового периода, шт.
Схема расчета расхода инструмента на производственную программу
(расходного фонда), определяемая в зависимости от типа производства, ис-
ходя из величины производственной программы, номенклатуры инструмента и норм его расхода, показана в таблице 15.1.
Таблица 15.1
Порядок расчета расхода инструмента на программу
609
|
|
|
|
Тип производства |
|
|
|
|
Массовый |
|
Мелкосерийный |
|
|
|
и крупносерийный |
|
и единичный |
Расчет расхода |
|
|
|
||
инструмента |
|
|
|
||
на программу |
|
|
|
||
(Ир), шт. |
|
|
|
|
|
|
|
|
|
|
Продолжение табл. 15.1 |
|
|
|
|
|
|
Расчет |
нормы |
Измерительного: |
|
|
|
расхода |
инст- |
|
|
|
|
румента (Ирi), |
|
|
|
||
шт. |
|
|
|
|
|
|
|
|
Режущего: |
|
|
|
|
|
|
|
|
Расчет |
стойко- |
Тст = (З + 1) · t |
З = α / L |
||
сти |
инстру- |
|
|
|
|
мента |
до |
пол- |
|
|
|
ного его изно- |
|
|
|
||
са (Тст), ч |
|
|
|
|
|
Условные обозначения:
m – число наименований деталей, обрабатываемых данным инструментом;
Nmi – производственная программа, шт.;
Hpi – норма расхода инструмента на 1000 деталей (для массового и крупно-
серийного типов производства) или на 1000 станко-часов работы станка (для мелкосерийного и единичного типов производства), шт./1000 деталей (стан-
ко-часов);
c – количество станков, на которых применяется данный инструмент;
Fдi – действительный (эффективный) фонд времени работы станка, ч;
в – степень охвата деталей контрольными измерениями, доля единицы; n – число измерений одной детали;
nиз – число возможных измерений до полного износа инструмента; tм – машинное время обработки инструментом одной детали, ч;
Ку – коэффициент случайной убыли инструмента, доля единицы;
Р – число одновременно работающих инструментов данного типоразмера,
шт.;

610
t – время работы инструмента между заточками, ч;
3 – количество заточек инструмента до полного износа; α – толщина рабочей части инструмента, мм;
L – величина слоя, снимаемого за одну заточку, мм.
Оборотный фонд инструмента состоит из цехового оборотного фонда
(Fц) и запасов центрального инструментального склада (Зцис). Цеховый обо-
ротный фонд включает эксплуатационный фонд (Fэ) и запасы в цеховых ин-
струментальных раздаточных кладовых (Fирк). Эксплуатационный фонд – это количество инструмента на рабочем месте (Fрм) и его количество в заточке и ремонте (Fз,р). Иными словами, оборотный фонд инструмента – это количест-
во инструмента, которое необходимо иметь на рабочем месте (Fрм), в заточке,
ремонте (Fз,р) и в запасе – в цеховых инструментальных раздаточных кладо-
вых (Fирк) (в том числе страховой (Fс) и переходящий (Fп)) и в центральном инструментальном складе (в том числе минимальный (Зmin), средний (Зср),
максимальный (Зmax) запасы.
Оборотный фонд инструмента устанавливается на все виды и типораз-
меры инструмента. Расчет отдельных элементов оборотного фонда представ-
лен в таблице 15.2.
Инструментальное обслуживание рабочих мест зависит от типа произ-
водства. В таблице 15.3 перечислены типы производственных систем, формы организации производства, охарактеризованы применяемое оборудование и системы инструментального обслуживания, соответствующие им.
Таблица 15.2
Порядок расчета оборотного фонда инструмента
Оборотный фонд инструмента на предприятии (Ио): Ио = Fц + Зцис
Цеховый оборотный фонд (Fц) |
Запасы центрального ин- |
|
Fц = Fэ + Fирк |
|
струментального склада |
|
|
(Зцис) |
Эксплуатационный фонд (Fэ): |
Запасы |
Устанавливаются три |
Fэ = Fрм + Fз,р |
в цеховых инстру- |
уровня запаса: |