

Приспособление для сварки и наплавки на корпусе автосцепки
5.1 Описание конструкции и работа стенда
С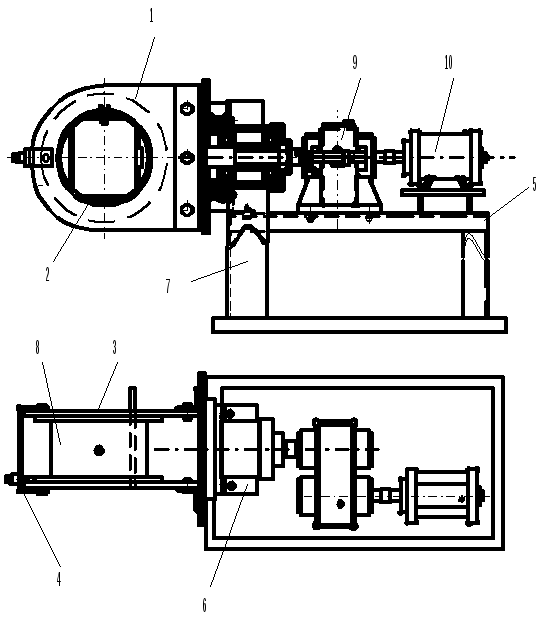 тенд
для сварочных и наплавочных работ на
корпусе автосцепки состоит из неподвижной
рамы 7 (рисунок 16), выполнен в виде двух
вертикальных связанных между собой
вертикальных стоек. К раме прекрипляется
верхние 6 и нижние 5 кронштейны, а также
приспособление для постановки корпуса
автосцепки имеющие поворотную обойму
1, редуктор 9, электродвигатель 10 мощностью
1 кВт. Корпус автосцепки устанавливается
хвостовиком в прямоугольное отверстие
подвижного диска 2 и закрепляется. Диск
прикреплен к втулке с вмонтированными
в нее шариковыми подшипниками. Кроме
этого к подвижному диску прикрепляется
барабан 8 установленный в щеках 3 Для
закрепления барабана предусмотрен
болт, проходящий через гайку, приваренную
к скобе 4.
тенд
для сварочных и наплавочных работ на
корпусе автосцепки состоит из неподвижной
рамы 7 (рисунок 16), выполнен в виде двух
вертикальных связанных между собой
вертикальных стоек. К раме прекрипляется
верхние 6 и нижние 5 кронштейны, а также
приспособление для постановки корпуса
автосцепки имеющие поворотную обойму
1, редуктор 9, электродвигатель 10 мощностью
1 кВт. Корпус автосцепки устанавливается
хвостовиком в прямоугольное отверстие
подвижного диска 2 и закрепляется. Диск
прикреплен к втулке с вмонтированными
в нее шариковыми подшипниками. Кроме
этого к подвижному диску прикрепляется
барабан 8 установленный в щеках 3 Для
закрепления барабана предусмотрен
болт, проходящий через гайку, приваренную
к скобе 4.
Рисунок 16 – Стенд для производства сварочных и наплавочных работ на корпусе автосцепки
Стенд позволяет устанавливать корпус в любое нужное положение для удобного выполнение работ. Особенно это важно при автоматической и полуавтоматической наплавке, когда необходимо точно соблюдать предусмотренные технологией углы наклона наплавляемых поверхностей. Корпус устанавливают вертикально хвостовиком вниз, так чтобы хвостовик вошел в отверстие диска, закрепляют его в этом положении, после чего корпус автосцепки с помощью стенда можно поворачивать как вокруг собственной вертикальной оси так и вокруг горизонтальной оси. Для облегчения работ стенд имеет механический привод состоящий из редуктора и электродвигателя.
5.2 Выбор электродвигателя.
Основными параметрами которыми руководствуются при выборе электродвигателя является крутящий момент на ведомом валу и угловая скорость на ведущем валу.
Требуемая мощность электродвигателя Р, Вт, определяют по расчетной номинальной нагрузке, определяемой по формуле /25/:
![]()
где Т– вращающий момент на приводном валу, Нм;
- угловая скорость приводного вала, рад/с;
- коэффициент полезного действия привода.
Принимаем крутящий момент 2 кНм /25/ и угловую скорость 1,2 рад/с.
Коэффициент полезного действия равен произведению частных коэффициентов передач, входящих в привод /25/:
= М4ПК2ЗП
где М– коэффициент полезного действия муфты;
ПК– коэффициент полезного действия одной пары подшипников качения;
ЗП– коэффициент полезного действия одной ступени редуктора.
Принимаем М= 0,99;ПК= 0,99;ЗП= 0,97 /25/.
По расчету
= 0,99 0,9940,972= 0,92
![]() кВт
кВт
Принимаем закрытый электродвигатель серии 4А (ГОСТ 19.523 - 81) 4А112МВ8УЗ с мощностью 3 кВт, частотой вращения 750 об/мин.
5.3 Расчет редуктора
Так как выбранный электродвигатель имеет частоту вращения значительно большую, чем необходима для приспособления, то для понижения частоты вращения и повышения крутящего момента используем цилиндрический двухступенчатый редуктор (рисунок 17).
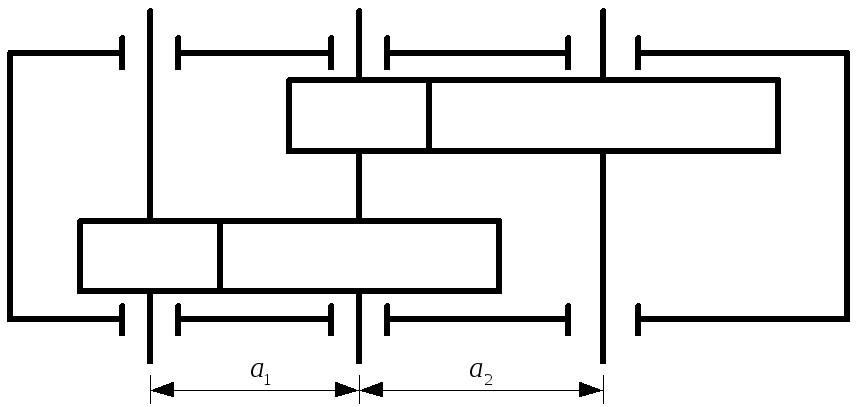
Рисунок 17 – Схема цилиндрического двухступенчатого редуктора
Для получения сравнительно небольших габаритных размеров и невысокую стоимость редуктора, выбираем для изготовления колеса шестерен легированную сталь марки 40Х (ковка).
Для расчетов зададимся следующими допускаемыми напряжениями при кратковременной перегрузке редуктора:
предельно контактные напряжения для колес обеих ступеней /25/
![]()
где Т– предел текучести материала.
Принимаем Т= 550 МПа /25/.
По расчету
НМАХ= 2,8550 = 1540 Мпа
предельные напряжения изгиба для обоих колес /25/
FМАХ= 2,7НВ
где НВ – твердость поверхностного слоя материала по Брюнелю.
Принимаем НВ = 245 МПа /25/.
По расчету
FМАХ= 2,7245 = 661 МПа
Аналогичные расчету производим для шестеренок обоих ступеней и заносим в таблицу 7.
Таблица 7 – Таблица допускаемых напряжений
|
Ступени редуктора |
Элемент передачи |
Допускаемые напряжения, МПа | ||||
|
Н |
НРАС |
F |
НМАХ |
FМАХ | ||
|
I |
Шестерня |
875 |
637 |
363 |
1650 |
1000 |
|
Колесо |
510 |
637 |
252 |
1540 |
661 | |
|
II |
Шестерня |
520 |
520 |
278 |
1960 |
729 |
|
Колесо |
520 |
520 |
252 |
1540 |
661 | |