

22. Лекция№22 Методы формирования топологии микросхем 71
Методы литографии 72
23. Лекция№23 Единая система конструкторской документации 74
Характеристики базовых и специализированных конструкций 76
Техпроцесс изготовления печатных плат и субблоков 76
Материал для печатных плат 77
24. Многослойные печатные платы 78
Классы точности печатных плат 78
Лекция № 22 Методы формирования топологии микросхем
Внедрение литографии в полупроводниковое производство началось в 1957 году. В настоящее время с помощью литографии изготавливают полупроводниковые пленочные структуры. С её помощью изготавливают шаблоны, инструкции для проведения самого процесса литографии, получая сквозные отверстия при изготовлении свободных масок. С помощью литографии можно разделить пластины или подложки с готовыми структурами на отдельные кристаллы или платы.
Основное назначение литографии при изготовлении структур микросхемы – это получение на поверхности пластин или подложек контактные маски с окнами, соответствующими топологии формируемых топологических слоев и передача топологии с маски на материал данного слоя.
Литография – это сложный технологический процесс, основанный на использовании явлений, происходящих в активо-резистах при их облучении. Активо-резист представляет собой материал, чувствительный к излучению определенной длины волны и стойкий к технологическим воздействиям, применяемым в процессе литографии. Под действием излучения меняется стойкость резиста специальным составом проявителем. Резисты бывают позитивными и негативными. Позитивные резисты при облучении становятся растворимыми, а негативные – увеличивают стойкость.
Локальное облучение (экспонирование) производится либо теневым способом, тоесть экранирование нужных участков с помощью шаблонов, либо локализация самого излучения с помощью оптического проецирования изображения.
После облучения получают резистивные маски с противоположными свойствами в зависимости от типа резиста.
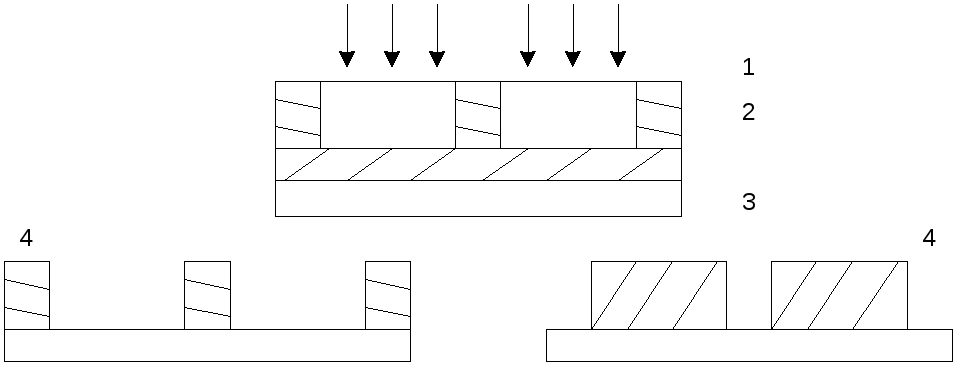
излучение 2. слой резиста 3. подложка 4. резистивная маска.
Основные процедуры процесса литографии:
подготовка поверхности;
нанесение резиста;
термообработка;
совмещение и экспонирование;
проявление резиста;
вторая термообработка.
удаление материала микросхемы / нанесение материала микросхемы;
удаление резистивной маски.
Методы литографии
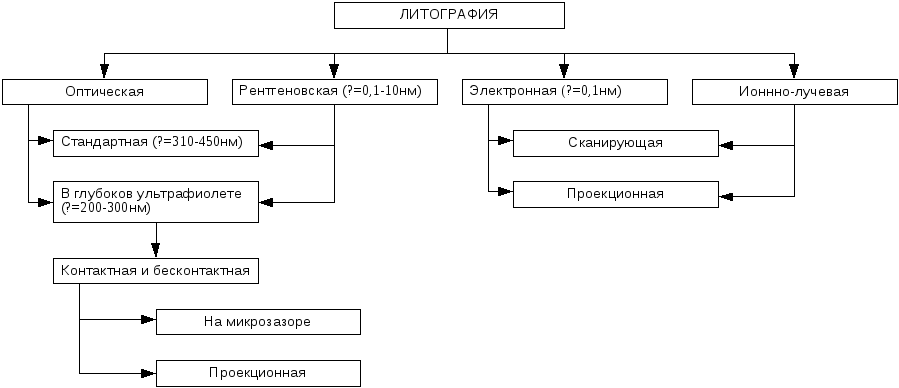
В зависимости от типа использованного излучения различают оптическую, рентгеновскую, электронную и ионную литографию.
Оптическая литография (фото) – это стандартная литография в глубокой ультрафиолетовой области.
Электронная литография может выполняться путем последовательной передачи топологического рисунка на слой резиста сфокусированного электронным лучем или путем проекции всего рисунка.
Сегодня увеличение плотности элементов на кристалле возможно на основе применения EUVлитографии. ОбъединилисьMotorola,IBM,AMDиIntel, создали общий союзEUVLLC(limitedliabilitycompany). Эта технология позволит увеличить число уровней микросхемы. Однако, чем больше слоев в микросхеме, тем более тщательный просмотр нужен за процессом производства, так как возможно влияние уровней друг на друга. Стоимость усовершенствования средств контроля и создания соединений между уровнями может оказаться сдерживающим фактором в применении этой технологии. Также предъявляются очень высокие требования к стерильности производства и необходим более точный механический контроль над позиционированием исходной кремниевой пластины.
Расширение производственных возможностей дало возможность перейти на проектные нормы 0,13 микрона для изготовления микропроцессоров.
С середины 80-х в процессе литографии используется УФ излучение, получаемое с помощью лазера. Чтобы нанести рисунок схемы на пластину с помощью Степлера (управляемая компьютером машина), выполняется фотолитография. Её целью является создание в слое фоторезиста окна с заданной конфигурацией для доступа травителя к расположенным под ним слоям полупроводниковой пластины с окисной пленкой.
При λ (длина волны) не превышающей 0,2 микрона слишком много света поглощается слоем резиста и ею теряется способность менять свойства резиста.
Также возникает сложность с тестированием изготавливаемых микросхем. Сегодня тестовый стенд разработан EUVLLCи исследования до сих пор продолжаются.
Современные установки для шагового мультиплицирования на платину с применением глубокого УФ излучения (DUV=deepUV), машины, которые печатают схемы на кремниевых подложках, используют источник света с λ=248 нм. Длина волныEUVизлучения составляет примерно 13 нм, тоесть примерно в 20 раз меньше. При этом элементы на кристалле становятся сопоставимыми с элементами внутри структуры кристалла.
Применяемая сейчас литография позволяет наносить шаблон с минимальной шириной 0,1 микрона, а EUVлитография дает возможность печатать линии шириной 0,03 микрона. Управлять УФ излучением достаточно сложно, посколькуEUVлитография хорошо поглощается стеклом, то предполагается использовать вместо линз систему из 4-х выпуклых зеркал, которые уменьшают и фокусируют изображение после применения маски. Каждое такое зеркало содержит 80 стандартных металлических слоев, толщиной в 12 атомов.
Сейчас создается прототип промышленной установки EUVлитографии. Для широкого внедрения необходимо разработать механизм, способный захватывать невидимый свет, создавать платформы для изготовления и совмещения картинок на различных этапах изготовления микросхемы, системы зеркал и бездефектных масок и средства измерения и тестового контроля.
Лекция № 23 Единая система конструкторской документации (ЕСКД)
Этапы проектирования в системе ЕСКД
Новая техника создается на этапе ОКР (опытные конструкторские работы). Если проблема не ясна до конца, то ОКР предшествует НИР (научно-исследовательская работа).
Этапы / стадии разработки конструкторских изделий
техническое задание;
техническое предложение;
эскизный и технический проект;
разработка рабочей документации.
Целью ОКР является не создание опытных образцов (техники), а разработка комплекта конструкторской документации, позволяющей образовать серийное производство. А опытные образцы являются средством проверки качества документации, её обработки и требований ТЗ.
Техническое задание
Это документ, устанавливающий: назначение, технические и тактические характеристики изделия, условия эксплуатации и другие требования.
После согласования ТЗ заказчиком и разработчиком оно становится основным техническим документом, на основании которого проводятся все этапы работы и их приемка.
Время составления ТЗ может быть очень большим.
Техническое предложение
В целом ряде случаев не возможно начать ОКР, так как на этапе ТЗ имеются принципиально неясные вопросы.
Тогда вводится этап ТП. На этом этапе изучаются патенты, аналоги аппаратуры, перспективы элементной базы, тоесть делается всестороннее образование требований ТЗ, после этого в ТЗ вносятся коррективы и начинается разработка.
Эскизный проект
Это выбор вариантов решений по возможной структурной схеме устройства, основным параметрам габаритам, массе и общее представление по вопросам ТЗ. Рассматриваются прототипы / варианты структурных схем, делаются расчеты, моделирование на ЭВМ, выбирается элементная база, конструкция и основные технологические процессы.
Разрабатывается первый вариант программы обеспечения надежности и составляется перечень – ограничитель элементов и материалов на ОКР. Результатом работы будет технический отчет, который рассматривается комиссией во главе с заказчиком. В задание могут вносить изменения, и об этом пишется протокол.
Технический проект
Содержит окончательное решение, дающее полное представление об изделии. Разрабатываются принципиальные схемы узлов, их конструкция, объект или изделие в целом. Часто разрабатывается макет изделия. Уточняется программа обеспечения надежности и перечень элементов. Технический отчет и протоколы испытаний рассматриваются и утверждаются заказчиком.
Разработка рабочей документации
разработка конструкторской документации для опытного образца (здесь уже создан опытный образец). Проводятся предварительные испытания опытного образца на соответствие всем требованиям ТЗ. По результатам испытаний документация корректируется и ей присваивается литера "О". Далее производятся государственные испытания, если это необходимо, в реальных условиях. Снова корректируется документация и ей присваивается литера "О1". Затем она передается на завод для серийного производства.
установочная серия. Это первый этап серийного производства по временной, ещё не отработанной технологии. После испытаний документация снова корректируется и ей присваивается литера "А".
установившееся серийное производство начинается с испытания головных образцов по отработанной технологии. Документация корректируется и ей присваивается литера "В".
Часто в процессе производства и разработки изделия приходится заимствовать документацию с аналогов изделия. Можно заимствовать документацию только с соответствующей литерой.
Виды изделий
детали;
сборочные единицы;
комплексы;
компоненты.
Детали – изделия, изготовленные из однородного материала без сборочных процедур (например: плата).
Сборочные единицы – изделия, состоящие из двух и более деталей, соединяемых на предприятии сборочными процедурами. Эти изделия имеют спецификацию, куда вписываются все составные части и материалы, необходимые для сборки с учетом заданного технологического процесса.
Комплекс – это 2 и более изделия, соединяемые на предприятии сборочными процедурами, но предназначаются для выполнения основных и взаимосвязанных функций.
Комплект – два и более изделия, несоединенные на предприятии и представляющие набор изделий вспомогательного назначения.
Прочие документы
Основным документом на законченное изделие являются ТУ. ТУ (технические условия) содержит характеристики изделия, технические требования, методику проверки каждого требования, правила приемки и гарантийные обязательства.
Прочие документы: техническое описание (ТО), инструкция по эксплуатации (ТО2), инструкция по обслуживаю, паспорт (ПС), формуляр (ФО), ведомость ЗИП и комплект ремонтной документации.
Формуляр – составляется на изделие, для которого необходимо вести учет наработки технического состояния, регламентов, использования ЗИП, ремонтов и т.д.
Характеристики базовых и специализированных конструкций
В электронике принято 6 уровней иерархии от 0 до 5.
0 – бескорпусные элементы (резистор, транзистор);
1 – корпусные ИС / БИС;
2 – субблоки или платы с элементами;
3 – блоки (сборка субблоков в корпусе с разъемом лицевой панели);
4 – каркасы и корпуса (законченные изделия в корпусе);
5 – шкафы и стойки (сборка корпусов).
Бывают 3-х уровневые (субблоки, блоки, корпус) и 2-х уровневые (субблоки, корпус) конструкции.
2-х уровневые конструкции: основной тип базовой конструкции выполняется в 2 вариантах.
с основным типовым элементом (субблоком) на плате 110*170мм, этих плат может быть несколько;
с применением большой платы размером 156*280, 231*280, 190*220мм (европлаты), с разъемом на каждой плате.
Платы могут вставляться вертикально и горизонтально. Максимальная высота стоект – 220см.
Выделяют индивидуальные конструкции (устройства, которые сложно стандартизовать).
Конструирование и технологии изготовления субблоков используют односторонние, двусторонние, многослойные печатные платы и гибкие печатные платы.
Техпроцесс изготовления печатных плат и субблоков
Конструирование модуля включает:
выбор материала и механическая обработка (изготовление самой платы);
трассировка;
монтаж, контроль;
установка радиоэлементов, пайка радиоэлементов;
контроль работоспособности конструктивно-функционального модуля;
нанесение защитного покрытия (лака).
Материал для печатных плат
Для изготовления платы необходим листовой диэлектрик с приклеенной к нему с двух сторон фольгой. Если плата многослойная, то она делается методом попарного прессования.
Используют изоляционные прокладки из стеклопластика толщиной 0,8 - 3 мм, фольгированные стеклотекстолит повышенной нагреваемости толщиной 0,5 – 3мм и фольгированный гитенакс для бытовой аппаратуры.
Лекция № 24 Многослойные печатные платы
Многослойные печатные платы состоят из нескольких печатных слоев, спрессованных с использованием изоляционных прокладок, методом попарного прессования или металлизация сквозных отверстий.
попарное прессование
Используется двусторонний диэлектрик, 2 заготовки, на каждой из которых сделан печатный монтаж и металлизированное отверстие. Далее эти две заготовки спрессовывают печатью внутрь, изолировав прокладкой. Заготовки имеют по обе стороны сплошную фольгу с металлизированными отверстиями, которые соединяют фольгу с печатью на ближайшем слое. После этого выполняют монтаж на наружных слоях и металлизированных отверстий, которые соединяют проводники на наружных слоях. Каждое отверстие на любом слое имеет контактные площадки.
металлизация сквозных отверстий
Используя этот метод заготовки выполняются из двустороннего фольгированного диэлектрика без сквозных отверстий. В местах, где нужны электронные соединения, делают контактные площадки, которые располагают одна под другой. Далее набор заготовок прессуют с прокладками из теплоткани, а на наружных слоях делают печатный монтаж и сквозные металлизированные отверстия. Число слоем может быть очень большим (до 64).
Классы точности печатных плат
Точность изготовления печатных плат зависит от комплекса оборудования и определяет основные параметры элементов платы. Это относится к минимальной ширине проводника и зазору элемента проводящего рисунка. ГОСТ 23.751-86 предусматривает 5 классов точности печатных плат. К документации на плату должен быть указан класс точности.
|
Параметры |
1 |
2 |
3 |
4 |
5 |
|
Ширина печатного проводника, мм |
0,75 |
0,45 |
0,25 |
0,15 |
0,1 |
|
Расстояние между краями соседних элементов проводящего рисунка, мм |
0,75 |
0,45 |
0,25 |
0,15 |
0,1 |
|
Гарантированный поясок, мм |
0,3 |
0,2 |
0,1 |
0,05 |
0,025 |
|
Отношение номинального значение диаметра наименьшего из отверстий к толщине платы |
0,4 |
0,4 |
0,35 |
0,25 |
0,2 |
Гарантийный поясок - это минимальное расстояние от края отверстия до края площадки, которое должно остаться на готовой плате.
На каждую печатную плату должны быть указаны параметры, характеризующие производство: предприятие изготовитель, сертификационная система качества предприятия (ISO), класс точности серийного производства (прототипного производства), число слоев и размер платы, формат исходных файлов, тип покрытия, маркировка, маска, материал, производительность оборудования (дм2/месяц), обработка контура, контроль качества (э - электро, о – оптический контроль), СВЧ, монтаж компонентов, сроки изготовления прототипа (дни), минимальная партия (дм2или штуки), вид установки.
Параметры могут быть (Москва, Санкт-Петербург):
1. класс точности: 4,5;
2. число слоев: от 1 до 64-х слоев;
3. формат исходных файлов: любой;
4. тип покрытия: никель, медь… и их смеси;
маркировка: светография, фотомаски (жидкие и сухие);
материал: полиамид и другие;
производительность оборудования: от 500 штук до 100 тысяч / 200 тысяч штук;
обработка контура: фрезеровка
монтаж компонентов: в одной линии, у другого производителя, на другой линии;
сроки изготовления прототипа: от 7 до 14 дней (для сложной платы), 2 дня для двухслойной;
минимальная партия: от 1 до нескольких десятков.