

АЕПТВМ КП / КП. Автоматизированный электропривод типовых производственных механизмов
.pdf21
Время поворота корпуса к месту выгрузки и к исходному положению принимаем t6 =t8 =15c, время выгрузки t7 =3c .
9-й участок (пуск ЭД до скорости VОП): |
|
|||||||||||||||||||||
S =V |
|
t |
|
|
/2; |
|
|
|
|
|
|
|
|
(3.10) |
||||||||
|
9 |
|
|
|
Î Ï |
|
1 |
|
|
|
|
|
|
|
|
|
|
|
||||
t9 =VÎ Ï /aMAX . |
|
|
|
|
|
|
|
|
||||||||||||||
10-й участок (опускание ковша, α=75°-0 ): |
|
|||||||||||||||||||||
S10 =2 π RKα4/360; |
|
|
(3.11) |
|||||||||||||||||||
t10 =S10/VÎ Ï . |
|
|
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
||||||||||||||||
11-й участок (торможение ЭД): |
|
|||||||||||||||||||||
t11 =t9 ;S11 =S9. |
|
|
|
|
|
|
|
(3.12) |
||||||||||||||
Время цикла: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
T |
|
= |
i=11 |
|
|
. |
|
|
|
|
|
|
|
|
|
|
(3.13) |
|||||
|
|
Σ t |
i |
|
|
|
|
|
|
|
|
|
|
|||||||||
|
Ö |
|
|
i=1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
Моменты инерции, как усилия сопротивления, зависят от угла копания α. |
||||||||||||||||||||||
В первом приближении для пустого и нагруженного ковша принимаем: |
||||||||||||||||||||||
J =J |
|
|
+ |
|
(m |
P |
+m |
K |
)R2 |
|
; |
|
(3.14) |
|||||||||
|
|
|
|
|
|
|
Ø |
|
||||||||||||||
|
|
|
|
|
|
|
i2 |
|
|
|||||||||||||
|
1 |
|
|
ÄÂ |
|
|
|
|
|
|
|
|
|
|
|
|
|
)R2 |
|
|||
|
|
|
|
|
|
|
|
|
|
(m |
P |
+m |
K |
+m |
ãð |
|
||||||
J |
2 |
=J |
ÄÂ |
+ |
|
|
|
|
|
|
|
Ø |
. |
(3.15) |
||||||||
|
|
|
|
|
|
|
i2 |
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
Далее, в соответствии с указаниями по п.1, определяем динамические моменты Mg1, строим нагрузочную диаграмму, производим уточненный выбор ЭД; разрабатываем систему управления, рассчитываем ее параметры, строим статические и динамические характеристики.
2.4 Автоматизированный электропривод продольно-строгального станка
2.4.1 Описание установки
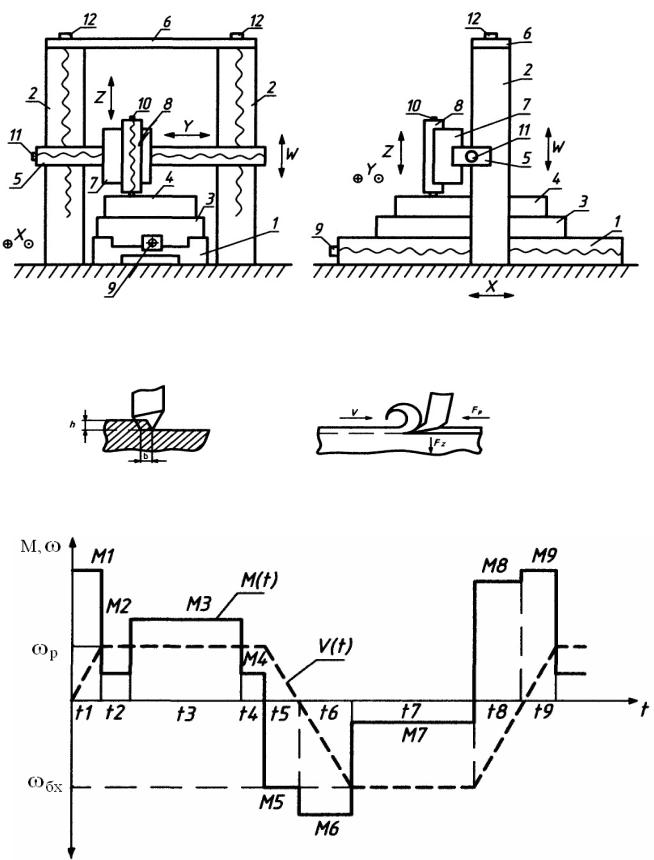
Расположение механизмов станка приведено на рис. 4.1. Плоские поверхности типа «плита» обрабатываются строганием. При рабочем ходе стола, резцом снимается стружка глубиной h и шириной b (см. рис. 4.2), возврат в исходное положение производится на скорости быстрого хода Vбх при поднятом резце; одновременно осуществляется поперечное смещение по координате Y на величину шага строгания b.
После установки детали на стол (см. рис. 4.3), закрепления резца на суппорте, настройки станка (установка длины прохода l, величины шага строгания b, рабочей скорости VP) производится запуск станка, при этом реализуются циклы: разгон стола до скорости резания VP (интервал t1) подход к детали (t2). строгание (t3), перебег (t4), реверс стола до скорости быстрого хода Vбх(t5 и t6), возврат в исходное положение (t7), торможение стола (t8).
22
Рис. 4.1. Общий вид продольно-строгального станка: 1 - станица; 2 - стойки; 3 - стол; 4 - деталь; 5,6 - подвижная и неподвижная поперечины; 7 - сани; 8 - суппорт; 9,10,11,12 – электродвигателиподачистола, суппорта, саней, поперечины
Рис. 4.2. Сечение срезаемого слоя при строгании
Рис. 4.3. Тахограмма и нагрузочная диаграмма электроприводастола
23
Управление электроприводами может производится в автоматическом режиме с непрерывным отсчетом перемещений по датчикам пути от системы ЧПУ или в полуавтоматическом режиме с контролем перемещений по путевым конечным выключателям от системы циклового логического управления.
Схема управления должна обеспечивать следущие режимы:
а) Нормальная работастрогание в полуавтоматическом или автоматическом режиме; б) управление электроприводами на холостом ходу с регулированием скорости
в ручном режиме; в) аварийное торможение при нагрузках и исчезновении питания;
г) ограничение ходов механизмов; д) блокировки аварийных режимов и их индикацию.
Цикл работы привода подачи стола станка состоит из интервала времени t1- t8 по рис. 4.3.
|
|
|
2.4.2. Исходные данные |
|
|
|
|||
№ по |
№ |
mСТ, |
|
|
|
|
|
Таблица 4 |
|
mg, |
VP, |
Vбх, |
L, |
bxh, |
tв, |
ηв, |
|||
списку |
варианта |
Т |
Т |
м/с |
м/с |
м |
мм |
мм |
м |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
4 |
1 |
2,0 |
1,0 |
0,5 |
1,0 |
2,0 |
3х2 |
20 |
0,95 |
8 |
2 |
2,8 |
1,4 |
0,5 |
1,0 |
2,5 |
4х2 |
20 |
0,95 |
12 |
3 |
3,2 |
2,0 |
0,6 |
1,2 |
3,0 |
5х3 |
25 |
0,92 |
16 |
4 |
4,0 |
2,5 |
0,6 |
1,2 |
3,5 |
6х3 |
25 |
0,92 |
20 |
5 |
4,8 |
4,0 |
0,7 |
1,4 |
4,0 |
6х4 |
40 |
0,88 |
24 |
6 |
6,0 |
5,0 |
0,7 |
1,4 |
5,0 |
7х4 |
40 |
0,88 |
Здесь: mСТ и mg –масса стола и детали; L- длина детали; b,h – ширина (шаг строгания) и глубина резания; tв- шаг винта; ηв- КПД винта.
Общие данные: µ=0,08коэффициент сухого трения в направляющих
скольжения; b =3 |
êÍ |
ñ - коэффициент вязкого трения; C |
|
= F |
/ bh = 0,8 |
êÍ |
ñ |
- |
|
ì |
|
F |
P |
|
ì |
ì 2 |
|
удельный коэффициент резания; KN = 0,5 - коэффициент нормальной |
|
|
|
|||||
составляющей усилия резания. |
|
|
|
|
|
|
||
|
|
2.4.3 Методические указания |
|
|
|
|
|
|
Усилие резания: |
|
|
|
|
|
|
|
|
FP =CFbh. |
|
|
|
|
(4.1) |
|
|
|
Нормальная составляющая резания, перпендикулярная плоскости стола:
FN =KN FP. |
(4.2) |
24 |
|
Суммарный вес стола с деталью: |
|
Q=g(mCT +mg ). |
(4.3) |
Усилие сопротивления на быстром ходу: |
|
FCáõ =µQ+bVáõ . |
(4.4) |
Усилие сопротивления при резании: |
|
FCP =FP +µ(Q+FN )+bVP. |
(4.5) |
Определяем мощность при резании PP =FCPVP и на быстром ходу Páõ =FCáõVáõ и
по наибольшей из этих мощностей выбираем ЭД, номинальную угловую скорость ωÍ , момент инерции JÄ , КПД ηÄ , перегрузочную способность по
току λi .
Т.к. реализация скорости Váõ обычно производится при регулировании двигателя при P=const , то необходимо выбрать ЭД с 2-х зонным
регулированием с диапазоном во 2-й зоне P = |
ωmax ≥ |
Váõ . |
||
ã |
ωH |
tâ |
||
Угловая скорость винта при резании: |
|
|
||
ωâ =1000 |
2πVP |
. |
|
(4.6) |
|
|
|||
|
tâ |
|
|
|
Передаточное число редуктора: |
|
|
||
i=ωH /ωâ. |
|
(4.7) |
||
КПД редуктора ηP определяем в соответствии с указаниями п.1. Общий |
||||
КПД механизма подачи стола: |
|
|
||
η1 =ηâηP . |
|
(4.8) |
||
Номинальный момент ЭД в 1-й зоне регулирования: |
||||
MH =PH /ωH . |
|
(4.9) |
||
Пусковой момент ЭД в 1-й зоне: |
|
|
||
MÏ =λiMH . |
|
(4.10) |
||
Значения MH и MП во 2-й зоне обратно пропорциональны отношению (ω>ωн)/ωн или уменьшаются прямо пропорционально изменению потока возбуждения ЭД.
Моменты сопротивления при резании (М3 по рис. 4.3) и на быстром ходу
(М7 по рис. 4.3): |
|
|
|
|
|
|
|
|
|
|
|
|
|||
M |
3 |
= |
1 |
|
|
|
|
FCPtâ |
|
; |
|
|
|
|
(4.11) |
2π |
1000 |
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|||||
M |
7 |
= |
1 |
|
|
|
|
FCáõ tâ |
; |
|
|
|
(4.12) |
||
2π |
|
1000 |
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|||||||
Приведенный момент инерции привода подачи стола: |
|
||||||||||||||
|
|
' |
|
|
|
|
|
|
|
|
|
t |
â |
2 |
|
|
J' =JÄÂ +(mñò |
+mg ) |
|
. |
(4.13) |
||||||||||
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
2000π i |
|
||

|
|
|
|
25 |
|
Время разгона привода в 1-й зоне: |
|
||||
t1 |
= |
J'ω |
|
, |
(4.14) |
' |
H |
||||
MÏ -Mñò -0,5Mâò
где Мст, Мвт – приведенные к ЭД моменты сухого и вязкого трения при V=VP. Угловое ускорение при разгоне:
ε1 =ωH /t1. |
(4.15) |
|||||||||||
Динамический момент: |
|
|||||||||||
M |
g1 |
=ε |
|
J'. |
(4.16) |
|||||||
|
|
|
|
|
1 |
' |
|
|
|
|||
Путь разгона: |
|
|||||||||||
S1 = |
|
VP t1 |
. |
|
(4.17) |
|||||||
|
|
|
||||||||||
|
|
|
|
|
|
2 |
|
|
|
|
||
Пути перебега ( S2 и S4 по рис. 4.3) принимаем S2 |
= S4 = 0,5S1 , тогда: |
|||||||||||
t |
2 |
=t |
4 |
= |
|
S2 |
. |
(4.18) |
||||
|
|
|||||||||||
|
|
|
|
|
|
V |
|
|||||
|
|
|
|
|
|
|
|
|
P |
|
||
Время прохода при строгании: |
|
|||||||||||
t |
|
= |
|
L |
. |
(4.19) |
||||||
3 |
|
|
||||||||||
|
|
|
V |
|
|
|
|
|
||||
|
|
|
|
|
|
P |
|
|
|
|
|
|
Время торможения привода:
J'ω
t5 = 1 H . (4.20) MÏ +Mñò +Mâò
Время разгона привода до скорости ωвх (интервал t6 по рис. 4.3) следует разбить на два участка: t'6 =t1 - участок разгона до скорости ω=ωH (V=VP ) и
участок t" |
разгона со скорости ω |
H |
(V=V ) до ω |
max |
(V=V ) : |
|||||||
6 |
|
|
|
|
|
|
|
|
P |
áõ |
||
|
" |
J' |
(ω |
max |
-ω |
H |
) |
|
|
|
|
|
|
t6 = |
1 |
|
|
|
. |
|
|
|
|
||
|
0,75MÏ -Mñò -Mâò |
|
|
|
|
|||||||
Время возврата в исходную позицию по скорости Vбх:
t57 |
= |
L+2S2 |
. |
|
|||
|
|
Váõ |
|
Время торможения t8 так же разделяем на 2 участка:
" |
J' |
(ω |
max |
-ω |
H |
) |
|
t8 = |
1 |
|
|
|
; |
||
0,75MÏ |
+Mñò +Mâò |
||||||
(4.21)
(4.22)
(4.23)
t8' =t5. |
(4.24) |
Далее, в соответствии с указаниями по п.1, строим нагрузочную диаграмму, производим уточненный выбор ЭД, разрабатываем систему управления, рассчитываем ее параметры, строим статические и динамические характеристики.
26
СПИСОК ЛИТЕРАТУРЫ
1.Белов, М.П. Автоматизированный электропривод типовых производственных механизмов и технологических комплексов / М.П. Белов, В.А. Новиков, Л.Н.
Рассудов. - М.: ACADEMA, 2004.-576с.
2.Капунцов, Ю.Д. Электрооборудование и электропривод промышленных установок / Ю.Д. Капунцов, В.А. Елисеев, Л.А. Ильяшенко. - М.: Высшая школа, 1979.-359с.
3.Ключев, В.Н. Электропривод и автоматизация общепромышленных механизмов / В.И. Ключев, В.М. Терехов. – М.: Энергия, 1980.-350с.
4.Коробко, А.В. Проектирование электротехнических устройств: учебное пособие / А.В. Коробко – Ульяновск: УлГТУ, 2005.-96с.
5.Елисеев, В.А. Справочник по автоматизированному электроприводу /
В.А. Елисеев, А.В. Шинянский. – М.: Энергоатомиздат, 1983.-616с.
6.Крупович, В.И. Справочник по проектированию автоматизированного электропривода и систем управления технологическими процессами / / В.И. Крупович, Ю.Т. Барабин, М.П. Самовер – М.: Энергоатомиздат, 1982.- 416с.
7.Низэ, В.Э. Справочник по средствам автоматики / В.Э. Низэ,
И.В. Антика – М.: Энергоатомиздат, 1983.-504с. |
|
|
|
8. |
Орлов, А.И. Электротехнический справочник: Т.3 |
/ А.И. Орлов, |
В.Г. |
Герасимов, В.А. Латунцов, [ и др.] – М.: Энергоатомиздат, 1988.-616с. |
|
||
9. |
Ахромеев, Ш.П. Приводы робототехнических систем: серия «Робототехника |
||
и ГАП», кн.2 / Ш.П. Ахромеев – М.: Высшая школа, |
1986.-176с. |
|
|
10.Богословский, А.П. Электрооборудование кранов / А.П. Богословский – - М.: Машиностроение, 1983.-310с.
11.Соколов, Н.Т. Расчеты по автоматизированному электроприводу металлорежущих станков / Н.Т. Соколов, В.А. Елисеев – М.: Высшая школа, 1970.-296с.
27
12.Коробко, А.В. Автоматизированный электропривод металлорежущих станков:методические указания к курсовому проектированию / А.В. Коробко, И.Н. Белов – Ульяновск, УлГТУ – 2002.-88с.
13.Чубчиков, П.Н. Электрооборудование лифтов массового применения /
/П.Н. Чубчиков – М.: Машиностроение, 1983.-168с.
14.Дранников, В.Г. Автоматизированный электропривод подъемно-
транспортных машин / В.Г. Дранников, И.Е. Звягин – Высшая школа, 1973.- 278с.