

Лабораторна робота №2
Експлуатація силових самодіючих плоскокулачкових
головок агрегатних верстатів
Мета роботи:ознайомитись з кінематикою та послідовністю налагодження силових самодіючих плоскокулачкових головок агрегатних верстатів; засвоїти методику розрахунку параметрів настроювання головки.
Обладнання, пристрої, інструменти:фрезерний широкоуніверсальний верстат з ЧПК мод. 6А76ПФ2.
2.1. Теоретичні відомості
2.1.1. Призначення та кінематика силових головок
Силові самодіючі плоскокулачкові головки [14] відносяться до уніфікованих вузлів агрегатних верстатів і застосовуються для автоматизо-ваного виконання операцій точіння, розточування, фрезерування, свердління, зенкерування, розвертування та різьбонарізання [1, 12].
Н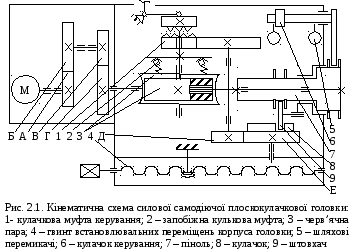 а
рис. 2.1 представлена кінематична схема
головки, на якій спрощено зображені
приводи головного руху (обертання)
пінолі 7 та її осьової подачі. Обидва
рухи забезпечуються одним електродвигуном:
головний рух - через зубчасті колеса А,
Б, В, Г - черв’як 3 - до пінолі 7; рух подачі
– від черв’ячної передачі 3 – пару
зубчастих коліс на вертикальних валах
(при включеній кулачковій муфті керування
1) – змінні зубчасті колеса Д, Е – кулачок
8 – штовхач 9 – до пінолі 3. Шліцові пази,
виконані в отворі черв’яка 3, в які
входять шліці шпинделя пінолі, - передають
останній обертальний момент і дають
можливість зміщуватись в осьовому
напрямку.
а
рис. 2.1 представлена кінематична схема
головки, на якій спрощено зображені
приводи головного руху (обертання)
пінолі 7 та її осьової подачі. Обидва
рухи забезпечуються одним електродвигуном:
головний рух - через зубчасті колеса А,
Б, В, Г - черв’як 3 - до пінолі 7; рух подачі
– від черв’ячної передачі 3 – пару
зубчастих коліс на вертикальних валах
(при включеній кулачковій муфті керування
1) – змінні зубчасті колеса Д, Е – кулачок
8 – штовхач 9 – до пінолі 3. Шліцові пази,
виконані в отворі черв’яка 3, в які
входять шліці шпинделя пінолі, - передають
останній обертальний момент і дають
можливість зміщуватись в осьовому
напрямку.
З піноллю пов’язаний кронштейн і штанга з кулачками 6, що натискають на штовхачі мікроперемикачів 5. Від мікроперемикачів подаються команди електродвигуну головки на зміну режиму роботи (перемикання з режиму швидкого підводення на режим робочої подачі – див. табл. 2.1).
Таблиця 2.1
Типові цикли роботи силової плоскокулачкової головки
|
Схеми циклів |
Номер та найменування циклу |
|
|
І. Свердління, зенкерування, розвертування, обточування, розточування |
|
ШП ВП ШВ РВ РП |
ІІ. Різьбонарізання
|
|
РП ШВ ВП |
ІІІ. Фрезерування
|
|
ВП ШВ |
ІV. Обробка з перебігом
|
|
ШП1 ВП ШВ2 ШВ1 |
V. Глибоке свердління
|



































В табл. 2.1 застосовані такі скорочення: ШП – швидке підведення; ШВ – швидке відведення; РП – робоча подача; РВ – робоче відведення; ВП– вихідне положення.
Запобіжна кулькова муфта 2, виконана разом із черв’ячним колесом 3, призначена для захисту привода від поломок при перевантаженнях (недопустимому збільшенні обертального моменту на пінолі в процесі обробки, зіткненні пінолі з жорсткою перешкодою). В подібних випадках обертальний момент збільшується і на вертикальному валу з черв’ячним колесом, кульки 4 запобіжної муфти (рис. 2.2), що розташовані в розточках по колу черв’ячного колеса 1, викочуються з конічних лунок, виконаних на верхній поверхні втулки 2, внаслідок чого колесо починає провертатись на маточині втулки, на якій воно установлено по вільній посадці. Таким чином, обертальний момент від колеса 1 вже не передається втулці 2 – ланцюг подачі розмикається, піноль зупиняється. Кульки підтискаються до поверхонь лунок пружинами, що знаходяться в розточках колеса 1 через пальці 3. Всього в колесі виконано шість розточок, таким чином, число установлених кульок може змінюватись від 1 до 6. Разом з ним змінюється і максимально допустимий обертальний момент на вертикальному валу і в такий спосіб здійснюється налагодження муфти.
Л анцюг
подачі можна розімкнути і примусово у
будь-який момент під час обробки, за
допомогою кулачкової муфти керування
1 (див. рис.2.1). При повороті кутового
важеля ліворуч за схемою, кулачки
верхньої півмуфти виходять із зчеплення
з кулачками нижньої півміфти – зубчастим
колесом, що установлено по посадці із
зазором на одному валу з черв’ячним
колесом 3 і передає обертання валу з
колесами Д, Е. В результаті розчеплення
кулачків, нижня півмуфта, а з нею і піноль
7 зупиняються.
анцюг
подачі можна розімкнути і примусово у
будь-який момент під час обробки, за
допомогою кулачкової муфти керування
1 (див. рис.2.1). При повороті кутового
важеля ліворуч за схемою, кулачки
верхньої півмуфти виходять із зчеплення
з кулачками нижньої півміфти – зубчастим
колесом, що установлено по посадці із
зазором на одному валу з черв’ячним
колесом 3 і передає обертання валу з
колесами Д, Е. В результаті розчеплення
кулачків, нижня півмуфта, а з нею і піноль
7 зупиняються.
Для здійснення встановлювальних переміщень корпуса головки використовують гвинт 4, який обертають за квадрат вручну за допомогою накидного ключа.