

Лабораторная работа № 11 обработка заготовок на шлифовальных станках
1. ЦЕЛЬ РАБОТЫ: Ознакомиться с основными схемами шлифования и видами работ, выполняемых на шлифовальных станках. Изучить используемое оборудование, инструмент и приспособления. Освоить методику выбора режимов обработки.
2. КРАТКИЕ СВЕДЕНИЯ ИЗ ТЕОРИИ
Шлифование применяют для чистовой и отделочной обработки деталей с высокой точностью, а также для обдирки литья, поковок и проката, заточки режущего инструмента и др. Шлифование – это процесс обработки заготовки или детали резанием с помощью абразивных кругов. Абразивные зёрна круга представляют собой микрорезцы, которые срезают тончайшие стружки с поверхности детали. По мере работы шлифовального круга абразивные зёрна скалываются и затупляются. Усилие резания на зерне постепенно возрастает, и зерно выламывается из связки. При равномерном вырывании затупившихся зёрен по всей поверхности круга происходит самозатачивание, т.е. на место выпавших зёрен в процессе резания вступают новые острые зёрна из нижних слоёв. При износе абразивного круга изменяется его рельеф и геометрия. Для восстановления режущей способности и правильной геометрической формы периодически проводится правка круга.
Процесс формообразования поверхности осуществляется за счет совокупности вращательного и поступательного движений круга и заготовки. Различные сочетания этих движений могут быть сведены к одной из наиболее распространенных схем обработки, приведенных на рисунке 1.
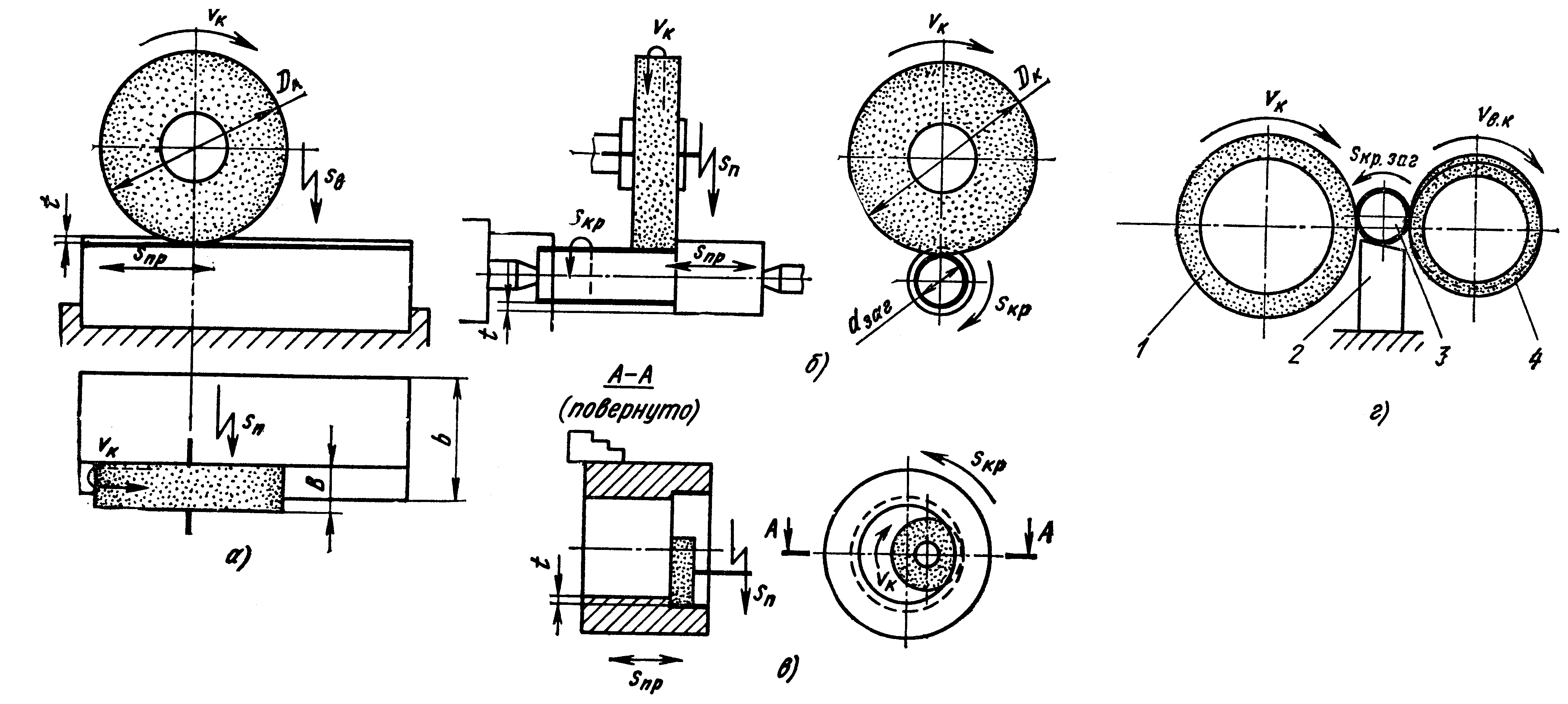
Рисунок 1 - Схемы обработки деталей на шлифовальных станках
Главным движением при всех схемах является вращательное движение круга. Схема «а» реализуется при обработке поверхности периферией круга на плоскошлифовальных станках. Она характеризуется возвратно-поступательным движением заготовки (продольная подача), обеспечивающим снятие слоя металла по всей длине заготовки, и прерывистым поступательным движением (поперечная подача) круга, обеспечивающим обработку поверхности по всей ширине заготовки. Движение поперечной подачи осуществляется в конце продольного хода заготовки.
Схема «б» осуществляется при обработке наружных поверхностей вращения на кругло-шлифовальных станках. Формообразование осуществляется за счёт вращательного и поступательного движений заготовки. Схема «в» имеет место при обработке внутренних поверхностей вращения на внутришлифовальных станках. По методу формообразования она подобна схеме «б». Нужный диаметр обрабатываемой поверхности в обоих случаях достигается за счет перемещения оси вращения круга в радиальном направлении. Шлифование наружных поверхностей и валиков без выступов осуществляют на бесцентрово-шлифовальных станках (схема «г»). Заготовка 3 устанавливается на нож 2 и приводится во вращение ведущим кругом 4 со скоростью, несколько большей скорости вращения рабочего круга 1. Продольное перемещение заготовки вдоль оси осуществляется за счет установки оси ведущего круга под некоторым углом (1 – 7°) к оси заготовки. Такие станки легко вписываются в автоматические линии и обеспечивают высокую производительность.
Круглошлифовальные станки (рисунок 2) используются для обработки круговых цилиндрических и конических наружных поверхностей. Станок состоит из следующих основных узлов: станины 1, стола 2, передней бабки 3 с коробкой скоростей, шлифовальной бабки 4, задней бабки 5 и привода стола 6. Круглошлифовальные станки делят на простые, универсальные и врезные.

Рисунок 2 – Общий вид кругло-шлифовального станка
Универсальные станки имеют поворотную переднюю и заднюю бабки. Каждую бабку можно повернуть на определенный угол вокруг вертикальной оси и закрепить для последующей работы. Простые станки снабжены неповоротными бабками. У врезных станков отсутствует продольная подача стола, а шлифование ведется по всей длине заготовки широким абразивным кругом с поперечной подачей.
Для подач узлов кругло-шлифовальных станков широко используют гидравлические устройства. Возвратно-поступательное перемещение стола совершается с помощью гидроцилиндра и поршня. Управляют ими устройства, которые переключаются столом в крайних положениях. Гидравлические механизмы используют также для периодической подачи шлифовальной бабки. Они обеспечивают бесступенчатое регулирование подачи.
Круговую подачу Sкр заготовки обеспечивает специальный электродвигатель. Здесь используют бесступенчатое регулирование частоты вращения двигателя за счет изменения электрического сопротивления.
Шлифовальный круг вращается с помощью клиноременной передачи. После износа круга и уменьшения его диаметра используют другую пару шкивов.
Наиболее распространено шлифование в центрах. Для повышения точности обработки центры устанавливают неподвижно. Круговая подача заготовки обеспечивается за счет поводкового устройства (поводок и хомутик), приводимого в действие вращающейся планшайбой. Возможно консольное закрепление заготовок в кулачковых патронах.
Скорость Vк вращательного движения круга обеспечивает скорость резания.
Основное (технологическое) время, мин, необходимое для круглого шлифования по схеме, приведенной на рисунке 1, б:
![]() ,
,
где L – длина хода стола, мм; i – количество ходов.
Для изготовления шлифовальных кругов наиболее часто применяют электрокорунд, карбид кремния и кубический нитрид бора.
Основа электрокорунда – кристаллический оксид алюминия. В зависимости от содержания Al2O3 и структуры кристаллов различают электрокорунд нормальный (13А, 14А, 15А), белый (22А, 23А, 24А) и монокорунд (43А, 44А). Последний обладает наибольшей прочностью и обеспечивает высокую производительность шлифования.
Карбид кремния выпускается двух сортов: зелёный (63С) и чёрный (54С, 55С). Он более хрупок, чем электрокорунд. Благодаря острым кромкам, получающимся при дроблении, он обеспечивает очень высокую производительность.
Кубический нитрид бора (эльбор) по твёрдости уступает лишь алмазу, а теплостойкость имеет в 2 раза выше. Круги из эльбора применяют при чистовом шлифовании, заточке и доводке инструмента.
Связующая основа круга может быть керамической, бакелитовой или вулканитовой. Прочность связки определяет предельно допустимую скорость резания (обычно не более 50 м/с), а также твёрдость шлифовального круга. Для обработки особо твердых материалов используют алмазные круги, которые получают нанесением алмазного порошка на металлический или пластмассовый диск. Поскольку шлифование ведется при высоких скоростях (свыше 30 м/сек), в зону резания должен обеспечиваться подвод смазывающе-охлаждающей жидкости (СОЖ).
Важной характеристикой абразивного круга является зернистость. По зернистости абразивные материалы делятся на три группы: шлифовальные зёрна (№200…№16), шлифовальные порошки (№12, №13) и микропорошки (М40…М5). Номер зернистости обозначает средний размер зерна в сотых долях миллиметра или микрометрах (для микропорошков).
Абразивный материал выбирается в зависимости от физико-механических свойств обрабатываемой заготовки, целей шлифования (черновое или чистовое) и экономических соображений. В большинстве случаев при обработке закалённых и незакалённых сталей применяют нормальный и белый электрокорунд. Монокорунд используют для обработки жаропрочных сплавов. При обработке чугунов, ряда цветных сплавов применяют круги из чёрного карбида кремния, а при шлифовании титановых сплавов – из зелёного карбида кремния. Твёрдость круга должна быть тем меньшей, чем больше твёрдость обрабатываемого материала (таблица 1).
Таблица 1