

Международные метрологические организации
Проблемами обеспечения единства и требуемой точности измерений, испытаний и контроля с целью гармонизации (согласования) положений и требований в этой области между странами занимаются и на международном уровне. Основными международными организациями по метрологии являются:
Международное бюро мер и весов (МБМВ), создано в 1875 году и занимается распространением и совершенствованием Международной системы единиц (СИ), установлением основополагающих международных эталонов и шкал измерений основных физических величин, проведением сличения национальных и международных эталонов и др. В работе МБМВ принимают участие 67 стран мира, в том числе и Россия.
Международная организация законодательной метрологии (МОЗМ), осуществляющая разработку общих вопросов законодательной метрологии. В работе организации участвуют 111 стран, в том числе и Россия.
Международная организация по стандартизации (ИСО) крупнейшая ведущая международная организация, осуществляющая содействие эффективному развитию стандартизации, метрологии и сертификации путем разработки и распространения международных стандартов. Россия входила в число стран-основателей ИСО. В настоящее время в состав этой организации входят 146 стран. Фонд международных стандартов ИСО насчитывает 14251 документ.
Международная электротехническая комиссия (МЭК) старейшая международной организацией осуществляющая содействие международному сотрудничеству по стандартизации и смежным с ней проблемам в области электротехники, включая электронику, магнетизм и электромагнетизм, электроакустику, связь, производство и распределение энергии путем разработки международных стандартов и других документов. Россия участвует в работе МЭК с 1911 г. Фонд международных стандартов МЭК насчитывает более 3000 документов.
Штриховые меры длины
Штриховые меры длины – это меры, размер которых определяет расстояние между осями двух штрихов или нескольких, нанесенных перпендикулярно к продольной оси меры.
Штриховые меры длины подразделяют на однозначные и многозначные.
Однозначные меры имеют только два штриха, расстояние между которыми определяет одно значение длины меры. Их применяют в основном в качестве эталонов (например, вторичный эталон метра № 28).
Многозначные меры имеют ряд штрихов (шкалу), нанесенных через определенные интервалы.
К штриховым мерам длины относят:
- брусковые штриховые меры длины;
- измерительные металлические линейки;
- измерительные металлические рулетки.
1. Брусковые штриховые меры длины представляют собой бруски с различными формами поперечного сечения с нанесенными на них штрихами или шкалами. Они применяются для измерения линейных размеров и перемещения, а также в качестве шкал станков и приборов.
На штриховую меру наносят товарный знак, номинальную длину меры, материал, из которого изготовлена мера, значение наименьшего деления шкалы, класс точности меры и год выпуска.
Характеристики брусковых штриховых мер длины устанавливает ГОСТ 12069-90 «Меры длины штриховые брусковые. Технические условия».
2. Измерительная металлическая линейка представляет собой металлическую полосу, на плоскости которой нанесены деления. Они являются простейшими штриховыми мерами и применяются для грубых измерений. Нулевой штрих совпадает с левым концом линейки.
Погрешность измерения линейками складывается из погрешностей:
- нанесения делений;
- совмещения штрихов линейки с краями объекта измерений;
- отсчета значений.
Пример условного обозначения металлической линейки с пределом измерения 300 мм:
Линейка – 300 ГОСТ 427-75
3. Измерительные металлические рулетки - это меры для измерения длины методом непосредственного сравнения измеряемой длины со шкалой рулетки
Рулетка – это лента с делениями, сворачивающаяся в рулон.
Различают рулетки в открытом (О) и закрытом (3) корпусах; с плоскими (П) и выпуклыми (В) лентами; с кольцом (К) на конце.
Пример условного обозначения рулетки в открытом корпусе, с плоской лентой, с кольцом, 2-го класса точности, длиной 30 метров:
Рулетка ОПК 2-30 ГОСТ 7502-98
Штангенинструменты
Штангенинструменты – измерительные приборы прямого действия, в которых в качестве отсчетного устройства используется шкала измерительной линейки (штанга) с делениями через 1 мм, а отсчитывание частей деления на этой основной шкале производится с помощью вспомогательной (дополнительной) шкалы - нониуса.
Нониус, как вспомогательная шкала, имеет небольшое число интервалов (10-20) по сравнению с основной шкалой. Первый штрих нониуса является началом вспомогательной шкалы и одновременно указателем значения размера на основной шкале. Если первый (нулевой) штрих нониуса совпадает с каким-либо штрихом основной шкалы, то отсчитывают целое значение размера только по основной шкале. Если же нулевой штрих нониуса не совпадает ни с одним штрихом основной шкалы, то отсчет получается из двух частей. Целое значение размера, кратное 1 мм, берут по основной шкале по ближайшему меньшему значению (слева от нулевого штриха нониуса) и добавляют дробное значение размера по нониусу в зависимости от того, какое деление нониуса совпадает с каким-нибудь делением основной шкалы.
Нониус выполняется с модулями γ=1 (с=0,1 мм) и γ=2 (с=0,05 мм).
1. Штангенциркули предназначены для измерения наружных и внутренних размеров, а также для разметки.
Они выпускаются нескольких типов и моделей:
ШЦ-I – с двустронним расположением губок для измерения наружных и внутренних размеров и с глубиномером.
ШЦТ-I – с односторонним расположением губок, оснащенных твердым спавом для измерения наружных размеров и глубин в условиях повышенного абразивного изнашивания.
ШЦ-II – с двустронним расположением губок для измерения наружных и внутренних размеров и для разметки.
ШЦ-III – с односторонним расположением губок для измерения наружных и внутренних размеров.
ШЦК - с отсчетным устройством с круговой шкалой;
ШЦЦ - с электронным цифровым отсчетным устройством;
Мод. 124 – со стрелочным отсчетом для измерения наружних и внутренних размеров и глубин.
Пример условного обозначения штангенциркуля типа ШЦ-II с пределом измерений 250 мм и отсчетом по нониусу 0,05 мм:
Штангенциркуль ШЦ-II – 250 - 0,05 ГОСТ 166-89
2. Штангенглубиномеры предназначены для измерения глубин пазов, отверстий, а также высот выступов.
ШГ – с отсчетом по нониусу;
ШГК – с отсчетным устройством с круговой шкалой;
ШГЦ – с электронным цифровым отсчетным устройством.
Пример условного обозначения штангенглубиномера типа ШГ с пределом измерений 200 мм:
Штангенглубиномер ШГ-200 ГОСТ 162-90
3. Штангенрейсмасы предназначены для измерения высот, уступов и разметки размеров.
ШР – с отсчетом по нониусу;
ШРК – с отсчетным устройством с круговой шкалой;
ШРЦ – с электронным цифровым отсчетным устройством.
Пример условного обозначения штангенрейсмаса типа ШР с пределом измерений 250 мм и отсчетом по нониусу 0,05 мм:
Штангенрейсмас ШР-250 – 0,05 ГОСТ 164-90
Микрометрические приборы
Микрометрические приборы – это широкораспространенные измерительные приборы различного назначения, характеризуемые наличием высокоточной винтовой микрометрической пары.
Все микрометрические приборы реализуют так называемую двухточечную схему измерения.

За действительный размер принимается расстояние между двумя точками.
К микрометрическим приборам относят:
- микрометры разных типов;
- микрометрические глубиномеры;
- микрометрические нутромеры.
Микрометр - это измерительное средство с корпусом в виде скобы и двухточечной схемой измерения, в котором перемещение одной из точек определяется с помощью резьбовой пары - винта и гайки.
Схема и конструкция микрометра
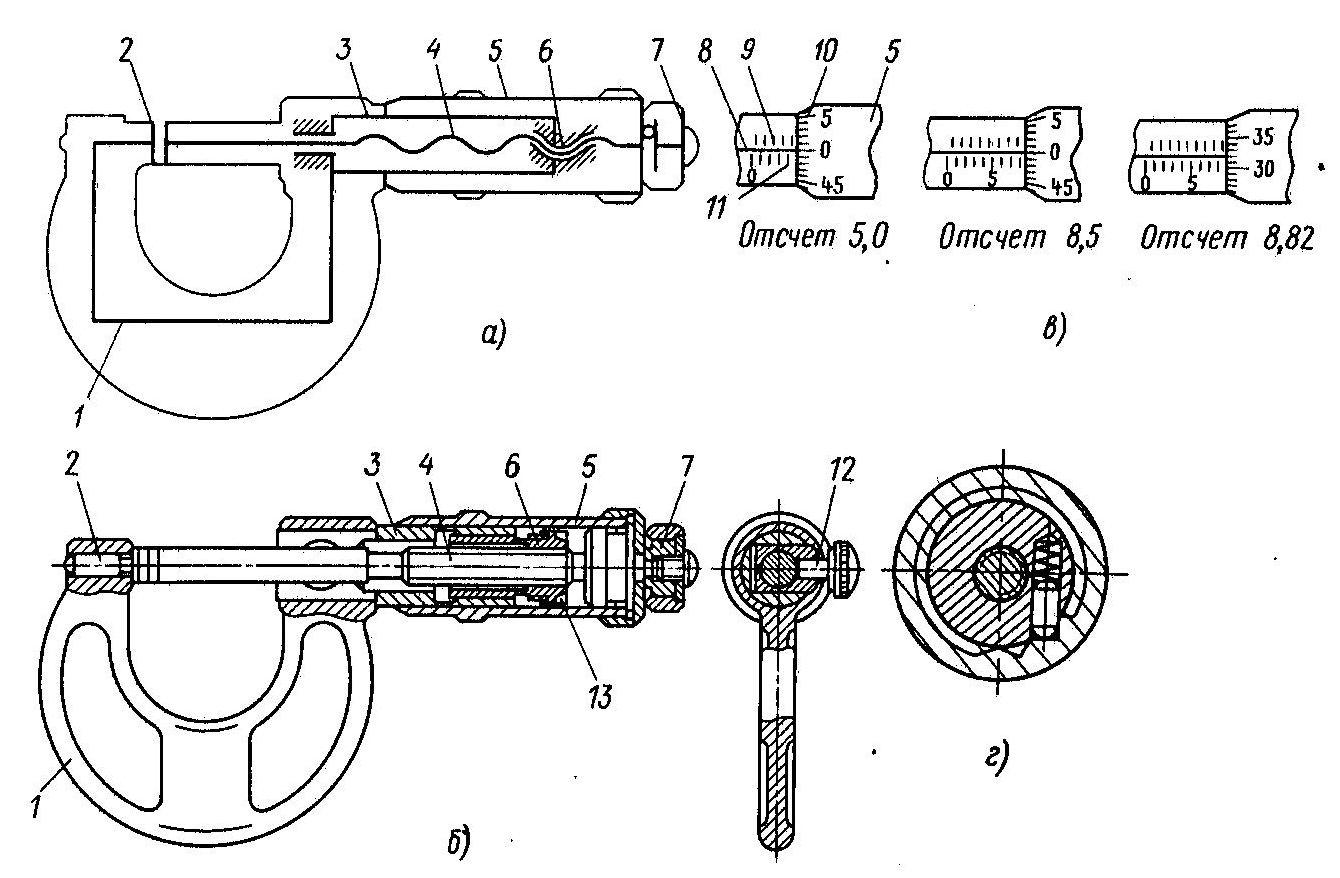
В корпусе микрометра в виде скобы 1 заключены неподвижная пятка 2, которая реализует неподвижную точку в двухточечной схеме измерения, и гайка 6 резьбовой пары. С гайкой 6 соединен неподвижно стебель 3. Винт 4 скреплен с барабаном 5, на конце узла «винт – барабан» находится устройство 7, обеспечивающее измерение с определенным усилием (обычно бывает двух принципов действия: в виде трещотки или в виде фрикциона). На стебле 3 вдоль оси проведена сплошная линия 8, которая используется для отсчета целых оборотов винта 4 и вместе с ним и барабана 5. Полные обороты отсчитывают при совпадении нулевой отметки на барабане 5 с линией 8 на стебле 3. На барабане 5 на скошенной поверхности нанесены деления 10, служащие для отсчета части полного оборота винта 4 и барабана 5. Число таких делений зависит от шага резьбы. Наиболее часто шаг резьбы делают равным 0,5 мм и тогда на барабане наносят 50 интервалов, т. е. при повороте на один интервал осевое перемещение винта (барабана) будет равно 0,5/50=0,01 мм. Нижние деления 11 соответствуют значению с окончаниями 1 мм и оцифрованы через 5 делений и верхние 9 с окончанием на 0,5 мм, а на той и на другой части шкалы интервалы между штрихами равны 1 мм. Винт, используемый в микрометрах или других устройствах, служащий для определения величины перемещения или для измерения, или установки размера, называют микрометрическим винтом (микровинтом). Резьбовую пару для указанных случаев применения также часто называют сокращенно микропарой.
Типоразмеры микрометров в значительной мере предопределяются длиной микровинта, обеспечивающего диапазон измерений. Обычно их изготовляют с диапазоном измерения через 25 мм, т.е. 0-25, 25-50, 50-75, 75-100 и т.д. Наибольший размер, измеряемый микрометрами, обычно 600 мм. Наиболее широкое применение имеют микрометры до 100 мм. У микрометра для размеров свыше 100 мм диапазон измерений обычно составляет не 25 мм, а 100 мм, что достигается перестановкой неподвижных пяток или эти пятки делают сменными. Отсчитывать размер на этих микрометрах непосредственно по микропаре можно только в пределах 25 мм.
Все микрометры, кроме тех, у которых измерение начинается от нуля, снабжаются так называемыми установочными мерами, представляющими собой цилиндр, у которого размер между торцовыми поверхностями равен нижнему пределу измерения микрометра (например, микрометр с диапазоном измерения 75-100 мм имеет установочную меру размером 75 мм). С помощью этой меры микрометр устанавливают на начало отсчета (на нуль).
Различают микрометры следующих типов:
МК - гладкие;
МЛ - листовые;
МТ - трубные;
МЗ - зубомерные;
МП - микрометры для измерения толщины проволоки;
МГ - горизонтальные настольного типа;
МВ – вертикальные настольного типа;
МВМ –со вставками для измерения среднего диаметра метрических резьб.
Гладкие микрометры с отсчетом по электронному цифровому устройству.
Гладкие микрометры предназначены для измерения наружных размеров изделий.
Листовые микрометры предназначены для измерения толщины листов и лент. Они снабжены неподвижным круглым циферблатом и стрелкой, соединенной с барабаном. Измерительная повехность пятки выполняется сферической формой. На циферблате нанесено 100 делений с ценой деления 0,01 мм. Выпускаются модификации с пределом измерений 5, 10 и 25 мм.
Трубные микрометры предназначены для измерения толщины стенок труб. От гладких отличаются сферической пяткой и формой скобы, имеющей выемку.
Зубомерные микрометры предназначены для измерения длины общей нормали зубчатых колес с модулем от 1 мм, а также толщины зуба. От гладких отличаются специальными дисковыми насадками.
Микрометр типа МП служит для измерения диаметра проволоки, его скоба имеет соответствующую форму.
Настольные микрометры снабжены микрометрической головкой с ценой деления 0,01 мм, имеющей на барабане 100 делений (шаг микровинта - 1 мм). Они предназначены для измерения размеров малогабаритных деталей небольшой жесткости, применяемых в часовой и приборострроительной промышленности.
Пример условного обозначения гладкого микрометра с диапазоном измерения 25-50 мм 1-го класса точности:
Микрометр МК50-1 ГОСТ 6507-90