Введение
Метрология – наука об измерениях. Каждую секунду в мире производятся миллиарды измерительных операций, результаты которых используются для обеспечения качества и технического уровня выпускаемой продукции, безопасной и безаварийной работы транспорта, обоснования медицинских и экологических диагнозов, анализа информационных потоков.
Измерения – один из важнейших путей познания. Результаты измерений используются для обеспечения качества и технического уровня продукции, безопасной работы техники, обоснования медицинских и экологических данных, анализа информационных потоков.
На современном этапе развития мирового сообщества, характеризующегося высокими темпами интенсификации производства применением взаимосвязанных систем машин и приборов, использованием широкой номенклатуры веществ и материалов, значительно возросли требования к специалистам в области стандартизации. В этих условиях роль стандартизации как важнейшего звена в системе управления техническим уровнем и качеством продукции и услуг на всех этапах научных разработок, проектирования, производства, эксплуатации и утилизации имеет первостепенное значение.
Цель курсовой работы – получение необходимых теоретических знаний и практических навыков для решения основных метрологических задач.
Основными направления курсовой работы являются: выбор и расчет допусков и посадок для гладких цилиндрических соединений, резьбы, расчет калибров для гладких цилиндрических и резьбовых соединений, параметров формы и распределения поверхности детали, методика расчета размерных цепей.
Задание 1. Взаимозаменяемость и контроль гладких цилиндрических соединений.
Задача 1.1. Для заданных соединений определить по табличным отклонениям предельные размеры отверстии и нала, допуски, наибольший, наименьший и средний па тяги или зазоры и дать, схемы расположения полей допусков.
Расчёт соединения .
Посадка с зазором задана в системе вала СВ, отверстие G 6-го квалитета точности, вал h 7-го квалитета точности.
1. Находим по ГОСТ 25347-82 верхнее ES и нижнее EI предельные отклонения отверстия:
ES =+25 мкм = +0,025мм;
EI = +9 мкм = 0,009 мм.
2. Находим по ГОСТ 25347-82 верхнее es и нижнее ei предельные отклонения вала:
es =0 мкм = 0 мм;
ei = –25 мкм = –0,025 мм.
3. Рассчитаем наибольший Dmax и наименьший Dmin предельные размеры отверстия:
Dmax = D + ES =45 + 0,025 = 45,025мм;
Dmin = D + EI =45 + 0,009= 45,009 мм.
4. Рассчитаем наибольший и наименьший предельные размеры вала:
dmax = d + es=45 + 0 = 45 мм;
dmin = d + ei =45 + (–0,025) = 44,975 мм.
5. Рассчитаем допуски отверстия TD и вала Td:
TD = ES – EI = +0,025 – 0,009 = 0,016 мм;
Td = es–ei =0– (–0,025) = 0,025 мм.
6. Рассчитаем наибольший Smax , наименьший Smin и средний Sm зазоры:
Smax = Dmax – dmin = 45,025–44.975 = 0,05 мм;
Smin = Dmin – dmax = 45,009 – 45 = 0,009 мм;
Sm = (Smax + Smin)/2 = (0,05 + 0,009)/2 = 0,0295 мм.
7. Рассчитываем допуск посадки Тпос:
Тпос = Smax – Smin = 0,05 – 0,009 = 0,041 мм.
8. Обозначаем посадки на чертеже:

 .
.

Расчёт соединения .
Посадка с натягом задана в системе отверстия СА, отверстие H 7-го квалитета точности, вал p 6-го квалитета точности.
1. Находим по ГОСТ 25347-82 верхнее ES и нижнее EI предельные отклонения отверстия:
ES = +46 мкм =+0,046 мм;
EI = 0 мкм = 0 мм.
2. Находим по ГОСТ 25347-82 верхнее es и нижнее ei предельные отклонения вала:
es = +790 мм = +0,079 мм;
ei = +50 мкм = +0,050 мм.
3. Рассчитываем наибольший Dmax и наименьший Dmin предельные размеры отверстия:
Dmax = D + ES = 200 + 0,046 = 200,046 мм;
Dmin = D + EI = 200 + 0= 200 мм.
4. Рассчитываем наибольший dmax и наименьший dmin предельные размеры вала:
dmax = d + es = 200 + 0,079 = 200,079 мм;
dmin = d + ei = 200 + 0,050= 200,050 мм.
5 Рассчитаем допуски отверстия TD и вала Td:
TD = ES – EI =0,046 – 0 = 0,046 мм;
Td = es – ei = 0,079 –0,050 = 0,029 мм.
6. Рассчитаем наибольший Nmax, наименьший Nmin и средний Nm натяги:
Nmax = dmax – Dmin = 200,079 – 200= 0,079 мм.
Nmin = dmin – Dmax = 200,050 – 200,046= 0,004мм.
Nm = (Nmax + Nmin)/2 = (0,079+ 0,004)/2 = 0,0415 мм.
7. Рассчитываем допуск посадки Тпос:
Тпос = Nmax – Nmin = 0,079 – 0,004= 0,075 мм.
8. Обозначаем посадки на чертеже:

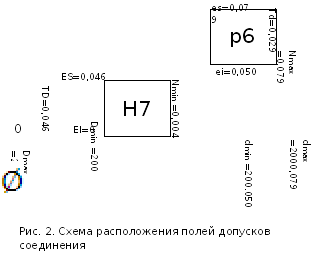
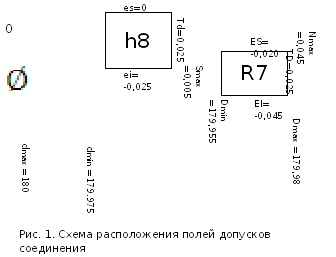
Расчёт соединения .
Переходная посадка задана в системе вала СВ, отверстие K 6-го квалитета точности, вал h 6-го квалитета точности.
1. Находим по ГОСТ 25347-82 верхнее ES и нижнее EI предельные отклонения отверстия:
ES = -20 мкм = -0,020 мм;
EI = –45 мкм = –0,045 мм.
2. Находим по ГОСТ 25347-82 верхнее es и нижнее ei предельные отклонения вала:
es = 0 мкм= 0 мм;
ei = –25 мкм = –0,025 мм.
3. Рассчитаем наибольший Dmax и наименьший Dmin предельные размеры отверстия:
Dmax = D + ES =180 +(- 0,020)= 179,98 мм;
Dmin = D + EI = 180 + (–0,045) = 179,955 мм.
4. Рассчитаем наибольший dmax и наименьший dmin предельные размеры вала:
dmax = d + es= 180 +0= 180 мм;
dmin = d + ei = 180 + (–0,025) = 179,975 мм.
5. Рассчитаем допуски отверстия TD и вала Td:
TD = ES – EI = - 0,020– (–0,045) = 0,025 мм;
Td = es – ei = 0 – (–0,025) = 0,025 мм.
6. Рассчитаем наибольший Smax зазор и наибольший Nmax натяги:
Nmax = dmax – Dmin =180 – 179,955 = 0,045 мм;
Smax = Dmax – dmin = 179,98 – 179,975 = 0,005 мм.
7. Рассчитываем допуск посадки Тпос:
Тпос = Smax + Nmax = 0,005 + 0,0 45= 0,050 мм.
8. Обозначаем посадки на чертеже:

 .
.
Задание 1.2. Для заданного в пункте 1.1 соединения с переходной посадкой определить вероятность получения соединений с натягом или зазором.
Расчёт
соединения

 .
.
Вероятность получения соединений с зазором и натягом рассчитывают из предположения, что распределение размеров отверстия и вала, а также зазоры и натяги подчиняются закону нормального распределения и допуск размеров деталей равен полю рассеивания, т.е.
TD
= 6•
 ,
откуда
,
откуда мм;
мм;
Td
= 6•
 ,
откуда
,
откуда мм.
мм.
Тогда
среднеквадратическое отклонение ( ):
):
 мм.
мм.
Значения разброса кривой нормального распределения от центра:
 мм;
мм;
 мм;
мм;
По таблицам интеграла Лапласа:
находим: Ф(-3.) = 0,2704; тогда вероятность получения соединения с зазором равна:
Smax = 0,5 + 0,2704= 0,7704или 77,04%.
Вероятность получения соединений с натягом равна:
Nmax = 0,5 – 0,2704 = 0,2286 или 22,86%.
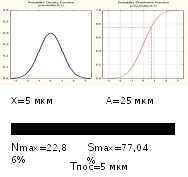
Рис.
4. Вероятность получения соединения с
зазором и натягом в переходной посадке

Задача
1.3. Рассчитать
исполнительные размеры гладких рабочих
калибров Р-ПР и Р-НЕ для
контроля
отверстия и вала соединения

 ,
дать схемы расположения нолей
допусков
и вычертить эскизы стандартных калибров,
указав на них исполнительные
размеры
рабочих поверхностей и маркировку.
,
дать схемы расположения нолей
допусков
и вычертить эскизы стандартных калибров,
указав на них исполнительные
размеры
рабочих поверхностей и маркировку.
Расчёт гладких рабочих калибров-пробок.
По ГОСТ 24853-81 находим значения допусков и отклонений для рабочей пробки:
Н = 2,5 мкм = 0,0025 мм; Z = 2.5 мкм = 0,0025 мм; Y = 2 мкм =0.002 мм;
α=0 мкм = 0 мм.
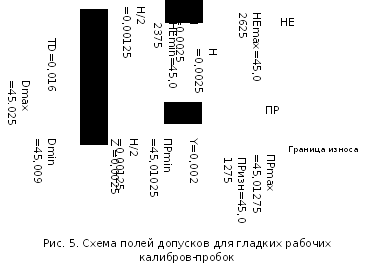
По соответствующей схеме из ГОСТ 24853-81 рассчитываем предельные размеры рабочих пробок Р-ПР и Р-НЕ:
ПРmax = Dmin+ Z + H/2 = 45,009 + 0,0025 + 0,0025/2 = 45,01275 мм;
ПРmin = Dmin + Z – H/2 = 45,009 + 0,0025 – 0,0025/2 = 45,01025 мм;
ПРисп = 45,01275-0,0025 мм;
ПРизн = Dmin – Y+α=45,009 – 0,0020+0=45,007 мм.
НЕmax = Dmax – α + H/2 = 45,025 – 0 + 0,0025/2 = 45,02625 мм;
НЕmin = Dmax – α – H/2 = 45,025 – 0 – 0,0025/2 = 45,02375 мм;
НЕисп = 45,02652 -0,0025 мм.
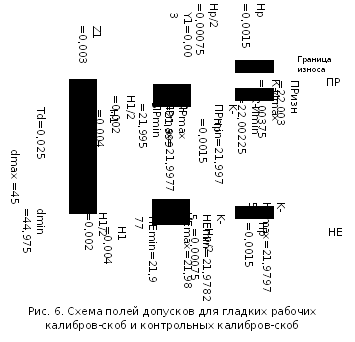
Вычерчиваем схему полей допусков для гладких рабочих калибров-пробок:
Расчёт гладких калибров-скоб.
По ГОСТ 24853-81 находим значения допусков и отклонений для рабочей скобы:
H1 = 4 мкм = 0,004 мм; Z1 = 3,5 мкм = 0,0035 мм; Y1= 0.003 мкм;
α1= 0 мкм.
По соответствующей схеме из того же ГОСТа рассчитываем предельные отклонения рабочих скоб Р-ПР и Р-НЕ:
ПРmax = dmax – Z1 + H1/2 = 45– 0,0035 + 0,004/2 = 44,9985 мм;
ПРmin = dmax – Z1 – H1/2 = 45 – 0,0035 – 0,004/2 =44,945 мм;
ПРисп =44,9985+0,004 мм;
ПРизн = dmax+Y1 – α1=45 + 0,0035 – 0=45,0035 мм.
НЕmax = dmin+ α1 + H1/2 = 44,975 + 0 + 0,004/2 = 44,977 мм;
НЕmin = dmin + α1 – H1/2 =44,975+ 0 – 0,004/2 =44,998 мм;
НЕисп = 44,977+0,004 мм.
Вычерчиваем схему полей допусков для гладких рабочих калибров-скоб (см. рис. 6).
Задача 1.4. Рассчитать предельные размеры контрольных калибров К-И, К-ПР и К-НЕ и дать схему расположения полей допусков.
По ГОСТ 24853-81 находим значение допусков и отклонений для контрольных калибров. Hp= 1,5 мкм = 0,0015мм.
По соответствующей схеме из того же ГОСТа рассчитаем предельные размеры контрольных калибров К-ПР; К-НЕ; К-И:
К-ПРmax = dmax – Z1 + Hp/2 = 22 – 0,003 + 0,0015/2 = 21,99775 мм;
К-ПРmin = dmax – Z1 – Hp/2 = 22 – 0,003 – 0,0015/2 = 21,997 мм;
К-ПРисп =21,99775-0,0015 мм.
К-НЕmax = dmin + α1+ Hp/2 = 21,979+ 0 + 0,0015/2 = 21,97975 мм;
К-НЕmin = dmin + α1 – Hp/2 = 21,979+ 0 – 0,0015/2 = 21,97825 мм;
К-НЕисп = 21,97975-0,0015 мм.
К-Иmax = dmax + Y1 – α1 + Hp/2 = 22 +0.003 – 0 + 0,0015/2 = 22,00375 мм;
К-Иmin = dmax + Y1 – α1 – Hp.2 = 22 + 0.003 – 0 – 0,0015/2 = 22,00225 мм.
К-Иисп =22,00375-0,0015 мм.
Вычерчиваем схему полей допусков для контрольных калибров-скоб: