

Лекция № 10. Контроль качества продукции (2 час.)
10.1. Разновидности контроля качества продукции
10.2. Статистические методы контроля качества продукции
10.3. «Семь простых инструментов» управления качеством
10.1. Разновидности контроля качества продукции
Контроль качества — деятельность, включающая проведение измерений, экспертизы, испытаний или оценки параметров объекта и сравнение полученных величин с установленными требованиями к этим параметрам.
Основные виды контроля качества продукции приведены на рис. 10.1.
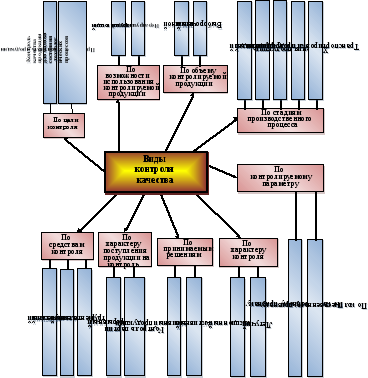
Рис. 10.1. Виды производственного контроля качества
Различают приемочный контроль (не обязательно готовой продукции) и контроль качества продукции для оценки состояния технологических процессов и решения о необходимости их наладки.
Разрушающий контроль делает продукцию непригодной к дальнейшему использованию и, как правило, связан со значительными затратами; результаты его характеризуются определенной степенью недостоверности.
По этим причинам в последнее время большое внимание уделяется разработке методов неразрушающего контроля, основанного на результатах косвенных наблюдений, а также на применении новейших средств рентгеновской и инфракрасной техники, электроники и т.п.
Под неразрушающими методами контроля понимаются методы контроля по косвенным признакам, не имеющие (в отличие от разрушающих методов) качества, параметров и характеристик изделия. Исходной информацией для неразрушающих методов контроля являются вызванные наличием в изделии дефектов различного рода аномалии в регистрируемых физических параметрах. По характеру аномалий делаются заключения о наличии дефектов в изделии, их особенностях (тип дефекта, размеры, форма, место расположения) и причинах возникновения.
Применение методов неразрушающего контроля качества обеспечивает:
• выявление скрытых дефектов производства, вызывающих повышенное значение интенсивности отказов в начальный период эксплуатации;
• определение причин и характера отказов при испытаниях и эксплуатации;
• повышение объективности и достоверности контроля при техническом обслуживании;
• возможность контроля качества в динамическом режиме, том числе при ускоренных испытаниях.
Применение методов неразрушающего контроля качества позволяет также определять наличие дефекта в изделии, определять степень опасности обнаруженных дефектов для нормального функционирования изделия.
В зависимости от количества контролируемых объектов различают сплошной контроль, при котором контролируются все единицы продукции, и выборочный контроль, при котором контролируется относительно небольшое количество единиц продукции. Решение о качестве продукции указанной партии, принимается на основе результатов контроля выборки из нее, т.е. указанного ограниченного числа единиц продукции.
Контроль по количественному признаку заключается в определении соответствия контролируемого параметра или единицы продукции установленным требованиям. При этом любое несоответствие установленным требованиям считается дефектом, а при наличии у единицы продукции хотя бы одного дефекта она признается дефектной. Этот способ контроля как более информативный требует меньшего объема выборки. Однако он предполагает использование сложных технических средств контроля качества, поэтому в сравнении с другими способами контроля является более дорогостоящим.
Входной контроль — это контроль продукции поставщика, поступившей к потребителю (заказчику) и предназначенной для использования при изготовлении, ремонте или эксплуатации продукции на предприятии-потребителе. Этому контролю подвергаются исходные материалы, сырье, полуфабрикаты, готовая продукция поставщиков, техническая документация и т.д., иначе говоря, все, что используется при дальнейшем производстве или эксплуатации на предприятии-потребителе.
Большое значение имеет операционный контроль, контроль продукции или процесса во время выполнения или после завершения определенной операции. Своевременное выявление брака на операциях позволяет исключить пропуск его потребителю, и направлено на повышение эффективности производства путем сокращения непроизводственных потерь, обусловленных поздним обнаружением брака.
Операционный контроль обязательно проводится на тех операциях технологического процесса, где наиболее вероятно появление дефектов или дефектных изделий, на особо ответственных или финишных операциях при передаче единиц продукции на следующий участок производства. В условиях массового производства наиболее полно эту задачу решают на базе рассмотренных нами выше статистических методов регулирования технологических процессов.
Контроль готовой продукции — это последний этап контроля в процессе производства, на котором осуществляется комплексная проверка, а при необходимости и регулировка, настройка всего готового изделия или системы.
Результаты данного контроля обязательно регистрируются в соответствующей документации. В зависимости от типа производства и полноты контроль готовой продукции может назначаться сплошным или выборочным.
Контроль качества хранения и транспортировки продукции позволяет сохранить характеристики продукта труда до момента его использования по назначению. Таким образом, контроль должен охватывать весь технологический процесс, его результаты, последующие этапы цикла жизни продукции.
Инспекционный контроль — это контроль уже проконтролированной продукции, из которой исключен обнаруженный брак.
Летучий контроль — это контроль качества продукции или процессов, не предусмотренный в планах проведения технического контроля качества.
Летучий контроль проводится в случаях, установленных и оговоренных в стандартах предприятия, и в случайные моменты времени. Эффективность такого контроля обеспечивается его внезапностью.
В зависимости от средств получения информации о показателях качества различают визуальный, органолептический и инструментальный контроль. Первые два вида контроля качества продукта труда являются субъективными и им присущи недостатки любых экспертных методов.
Инструментальный контроль обеспечивает получение наиболее достоверных данных о качестве контролируемого объекта.
По характеру поступления продукции на контроль рассматривают непрерывный контроль, например на конвейере или потоке, и контроль партий продукции. Непрерывный контроль представляет собой проверку технологических процессов при их нестабильности, когда необходимо постоянное обеспечение количественных и качественных характеристик.
Контроль партий продукции или периодический контроль — это проверка единиц продукции и технологических процессов при установившемся производстве и стабильных технологических процессах. Различают также контроль по количественному и качественному признакам, определяющим степень пригодности изделия для использования.
При контроле по количественному признаку определяются конкретные числовые значения важнейших параметров изделий. Очевидно, при контроле некоторого числа однотипных изделий замеряемые (контролируемые) значения одних и тех же параметров будут меняться. Причем эти изменения могут носить как систематический, так и случайный характер. При систематических изменениях контролируемых параметров можно определить причины их появления и путем воздействия на технологический процесс устранить такого рода отклонения.
Случайные изменения контролируемых величин лежат обычно в определенных границах. При этом распределение вероятностей появления непрерывных указанных случайных величин подчиняется, как правило, нормальному закону. Аналогичные дискретные случайные величины в большинстве случаев характеризуются распределением по закону Пуассона.
При контроле по качественному признаку определяют, укладывается ли контролируемый параметр в заданные допуски, и, если это обеспечивается, изделие считается годным. В противном случае изделие считается бракованным.
Сравнивая рассмотренные два вида приемочного контроля, следует сказать, что если контроль по качественному признаку значительно проще и экономичнее, то контроль по количественному признаку в ряде случаев позволяет выявить причину появления брака и создать условия для воздействия на технологический процесс.
Контроль по альтернативному признаку базируется на установлении факта соответствия (несоответствия) параметра установленным требованиям. При этом используют такие средства контроля, как калибры, шаблоны, образцы и т. п. Этот способ достаточно прост в применении и относительно дешев, однако в силу меньшей информативности он требует при прочих равных условиях большего объема выборки.