

ОСНОВНЫЕ СВЕДЕНИЯ О МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
•4.1. КЛАССИФИКАЦИЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
•4.2. СИСТЕМЫ ОБОЗНАЧЕНИЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
•4.3. КОНСТРУКЦИЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
•4.4. КИНЕМАТИКА МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
•4.5. ПРИВОДЫ
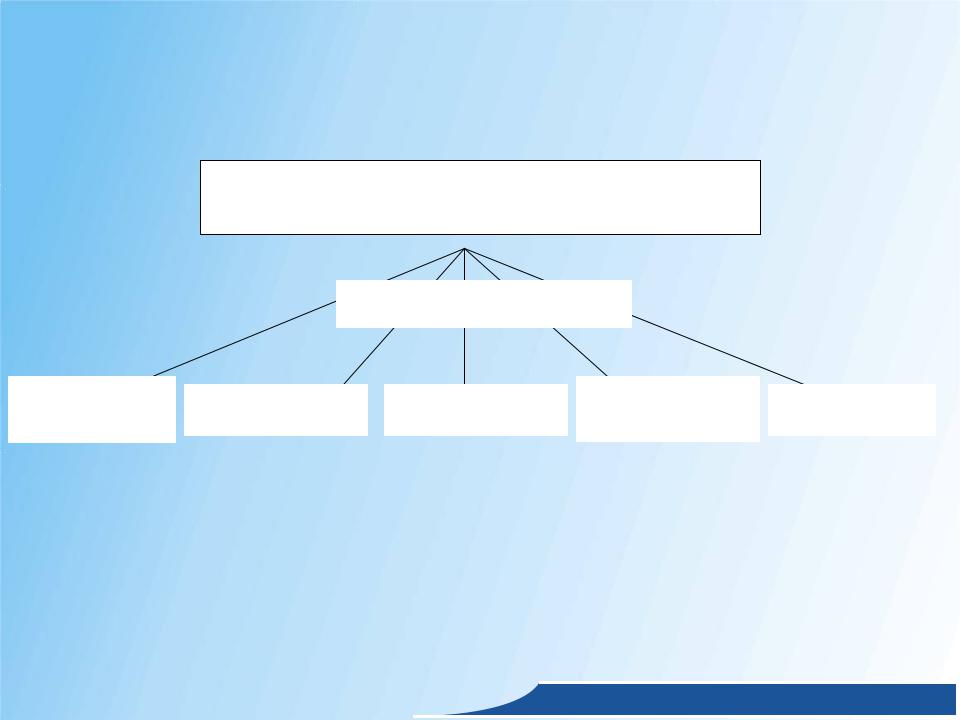
КЛАССИФИКАЦИЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
КЛАССИФИКАЦИЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
ПРИЗНАКИ
ВИД |
|
|
|
|
|
|
ЧИСЛО И |
|
|
|
|
СТЕПЕНЬ |
|
СТЕПЕНЬ |
|
|
СТЕПЕНЬ |
|
|||||
МЕХАНИЧЕСКОЙ |
|
|
|
|
РАСПОЛОЖЕНИЕ |
|
|
||||
|
СПЕЦИАЛИЗАЦИИ |
|
АВТОМАТИЗАЦИИ |
|
|
|
ТОЧНОСТИ |
|
|||
ОБРАБОТКИ |
|
|
|
|
РАБОЧИХ ОРГАНОВ |
|
|
||||
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
||
- токарные; |
- универсальные; |
- с руч.приводом |
- одношпиндельные; |
- нормальной (Н); |
|||||||
|
|
|
|
|
|||||||
- сверлильные; |
- широкого |
- полуавтоматы; - многошпиндельные; |
- повышенной (П); |
||||||||
|
|
назначения; |
- автоматы. |
-вертикальные; |
- высокой (В); |
||||||
- фрезерные; |
- специализированные; |
||||||||||
-горизонтальные. |
-особо высоко точные |
||||||||||
|
|||||||||||
|
|
|
|||||||||
|
|
|
|
|
|||||||
- протяжные; |
- специальные. |
|
|
|
|
|
(А); |
||||
|
|
|
|
|
|
|
|
|
|||
- шлифовальные. |
- особо точные (С). |
|
 Оглавление
Оглавление  Содержание раздела
Содержание раздела  Выход
Выход
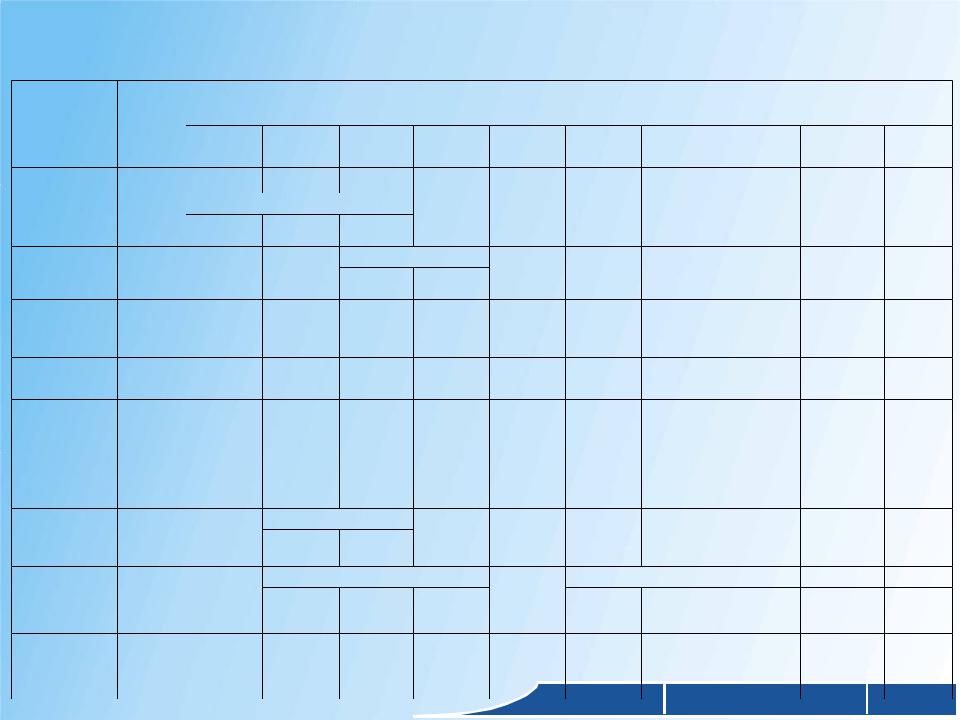
Группа |
Шифр |
станков |
группы |
Резервные |
0 |
Токарные |
1 |
Сверлильные |
2 |
и расточные |
|
Шлифоваль- |
3 |
ные и |
|
доводочные |
|
Комбини- |
4 |
рованные |
|
Зубо- и |
5 |
резьбообра- |
|
батывающие |
|
Фрезерные |
6 |
Строгальные, |
7 |
долбежные и |
|
протяжные |
|
Разрезные |
8 |
Разные |
9 |
КЛАССИФИКАЦИЯ СТАНКОВ
|
|
|
|
Шифр типа |
|
|
|
|
|
|
0 |
1 |
2 |
3 |
4 |
5 |
|
6 |
7 |
8 |
9 |
- |
- |
- |
- |
- |
- |
|
- |
- |
- |
- |
Автоматы и полуавтоматы |
Револьвер- |
Сверлильно- |
Карусельные |
Токарные и |
Многорез- |
Специали- |
Разные |
|||
Специализиро |
Одно- |
Многошпин- |
ные |
отрезные |
|
лобовые |
цовые |
зированные |
токарные |
|
|
|
|
|
|
|
|
|
|||
-ванные |
шпиндельные |
дельные |
|
|
|
|
|
|
|
|
- |
Вертикально- |
Полуавтоматы |
Координатно- |
Радиально- |
Гори- |
|
Алмазно- |
Горизон-тально- |
Разные |
|
|
сверлильные |
|
|
расточные |
сверлильные |
зонтально |
расточные |
сверлильные |
|
|
|
|
Одношпин- |
Многошпин- |
|
|
-расточные |
|
|
|
|
|
|
дельные |
дельные |
|
|
|
|
|
|
|
- |
Кругло- |
Внутри- |
Обдирочные |
Специали- |
- |
Заточные |
Плоско- |
Притирочные и |
Разные, |
|
|
шлифо- |
шлифо- |
шлифо- |
зированные |
|
|
|
шлифовальные |
полировочные |
работаю-щие |
|
вальные |
вальные |
вальные |
Шлифова- |
|
|
|
|
|
абразивом |
|
|
|
|
льные |
|
|
|
|
|
|
- |
Универсаль- |
Полу- |
Автоматы |
- |
- |
|
- |
- |
- |
- |
|
ные |
автоматы |
|
|
|
|
|
|
|
|
Резьбо- |
Зубодол- |
Зуборезные |
Зубофре- |
Для нарезания |
Для обработки |
Резьбо- |
Зубоотделоч- |
Зубо- и резьбо- |
Разные |
|
нарезные |
бежные для |
для |
зерные |
червячных |
торцов зубьев |
фрезерные |
ные и |
шлифовальные |
зубо- и |
|
|
нарезания |
конических |
|
колес |
|
|
|
проверочные |
|
резьбооб- |
|
целиндричес- |
колес |
|
|
|
|
|
|
|
рабатыва- |
|
ких колес |
|
|
|
|
|
|
|
|
ющие |
- |
Вертикаль- |
Непрерыв- |
- |
Копироваль- |
Вертикальные |
Продольные |
Консольные |
Горизон- |
Разные |
|
|
ные кон- |
ного действия |
|
ные и грави- |
бесконсоль- |
|
|
широкоуни- |
тальные |
|
|
сольные |
|
|
ровальные |
ные |
|
|
версальные |
консольные |
|
- |
Продольные |
Поперечно- |
Долбежные |
Протяжные |
|
- |
Протяжные |
- |
Разныестро- |
|
|
|
|
строгальные |
|
горизонталь- |
|
|
вертикальные |
|
гальные |
|
Односто- |
Двухсто- |
|
|
ные |
|
|
|
|
|
|
ечные |
ечные |
|
|
|
|
|
|
|
|
- |
Разрезные, работающие : |
Правильно- |
Пилы |
|
|
|
|
|
||
|
Токарным |
Абразивным |
Гладким или |
отрезные |
ленточные |
дисковые |
ножовки |
- |
- |
|
|
|
|||||||||
|
резцом |
кругом |
насечным |
|
|
|
|
|
|
|
|
|
|
диском |
|
|
|
|
|
|
|
Опило-вочные |
Пило насе- |
Правильно- и |
Баланси- |
- |
Для |
Делительные |
- |
- |
- |
|
|
кательные |
бесцентрово- |
ровочные |
|
испытания |
|
|
|
|
|
|
|
обдирочные |
|
|
сверл и |
|
|
|
|
|
|
|
|
|
|
шлифоваль- |
|
|
|
|
|
|
|
|
|
|
ных кругов |
|
Содержание раздела |
Выход |
||
|
|
|
|
Оглавление |
||||||

СТЕПЕНЬ СПЕЦИАЛИЗАЦИИ
На универсальных станках выполняют разнообразные операции на деталях широкой номенклатуры. Используются в единичном, мелкосерийном и ремонтном видах производства.
На станках широкого назначения выполняют ограниченное число операций на деталях широкой номенклатуры. Используются в мелкосерийном производстве.
Специализированные станки служат для обработки однотипных деталей разных размеров в условиях крупносерийного и массового производств.
Специальные станки служат для обработки деталей одного типоразмера в условиях массового производства.
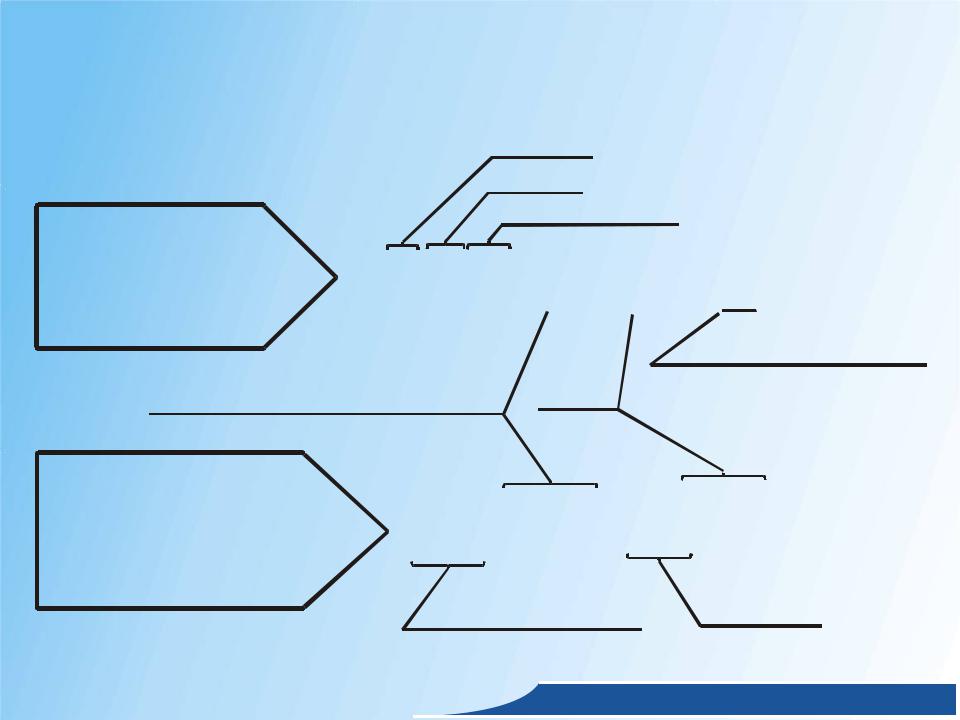
СИСТЕМЫ ОБОЗНАЧЕНИЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Г р у п п а
Д л |
я |
с т а н к о в |
|
с е |
р |
и й н |
о г о |
п р о и з в |
о д с т в |
||
М Тоидпе р н и з а ц и я
1 6 К 2 0 Ф 3 С 5







 В ы
В ы  ч и с л и т е л ь н о е т р о й с т в о Ч П У
ч и с л и т е л ь н о е т р о й с т в о Ч П У
О с н о в н о й |
Т и п Ч П У |
э к с п л у а т а ц и о н н ы й п а р а м е т р |
|
Д л я с п е ц и а л ь н ы х с п е ц и а л и з и р о в а н с т а н к о в
И Р 5 0 0 М Ф 4
с л о в н .о б о з н а ч е н и |
о д и ф и к а ц и я |
|
а в о д а - и з г о т о в и т е л |
||
|
 Оглавление
Оглавление  Содержание раздела
Содержание раздела  Выход
Выход
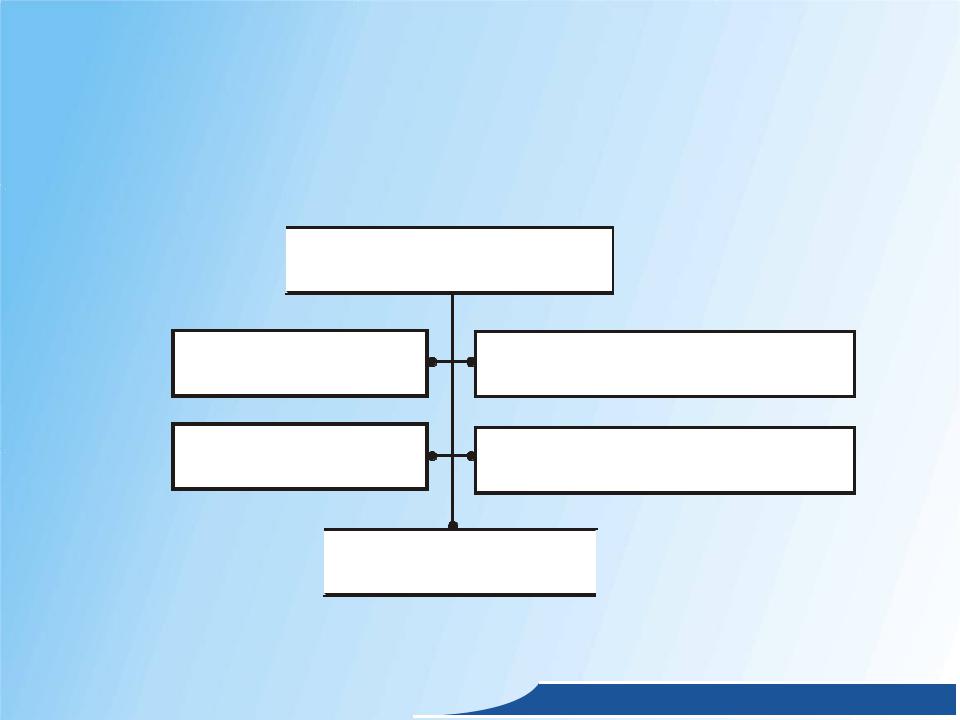
КОНСТРУКЦИЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
ОСНОВНЫЕ СОСТАВНЫЕ ЧАСТИ
 М Е Т А Л Л О Р Е Ж У Щ И Й С Т А Н О К
М Е Т А Л Л О Р Е Ж У Щ И Й С Т А Н О К
Н Е С У Щ А Я С И С Т Е М А |
И С П О Л Н И Т Е Л Ь Н Ы Е М Е Х А Н И З М Ы |
П Р И В О Д Ы Д В И Ж Е Н И Й |
В С П О М О Г А Т Е Л Ь Н Ы Е М Е Х А Н И З М Ы |
 С И С Т Е М А У П Р А В Л Е Н И Я
С И С Т Е М А У П Р А В Л Е Н И Я 
 Оглавление
Оглавление  Содержание раздела
Содержание раздела  Выход
Выход
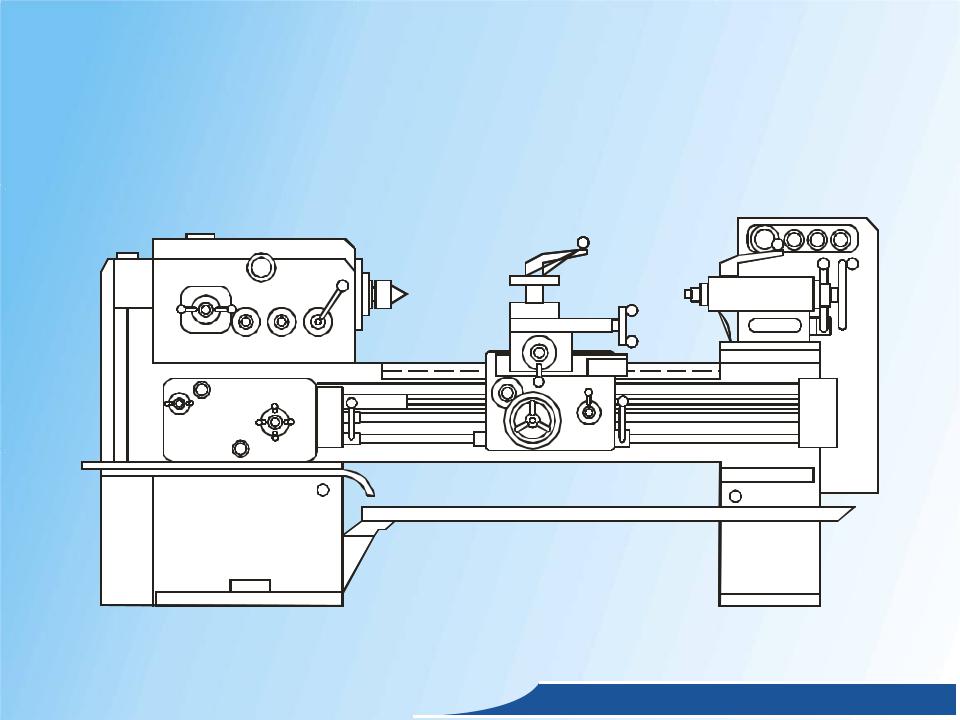
СТАНОК 16К20
 Оглавление
Оглавление  Содержание раздела
Содержание раздела  Выход
Выход

НЕСУЩАЯ СИСТЕМА
К несущей системе относятся все корпусные детали и узлы через которые замыкаются силы, возникающие при обработке заготовок.
Основные требования к несущей системе:
-высокая жесткость и виброустойчивость;
-длительное сохранение точности;
-минимально возможный вес.
Изготавливаются:
-литые из серого чугуна СЧ15, СЧ20;
-сварные из стали Ст3, Ст4 ;
-из бетона (железобетона).
 Оглавление
Оглавление  Содержание раздела
Содержание раздела  Выход
Выход

ПРИВОДЫ
Приводом станка называют комплекс механизмов, передающих движение от источника движения (электродвигателя) к рабочим органам станка (шпинделю, суппорту, столу).
КЛАССИФИКАЦИЯ ПРИВОДОВ
П Р И В О Д Ы
П О Н А З Н А Ч Е Н И Ю
- г л а в н о г о д в и ж е н и я ; - д в и ж е н и я п о д а ч и ; - в с п о м о г а т е л ь н ы х д в и ж е н и й .
П О В И Д У Д В И Ж Е Н И Й
- в р а щ а т е л ь н о г о д в и ж е н и я ; - п о с т у п а т е л ь н о г о д в и ж е н и я .
П О К О Н С Т Р У К Ц И И
- э л . м е х а н и ч е с к и е ; - э л . г и д р а в л и ч е с к и е ; - э л е к т р и ч е с к и е ; - п н е в м а т и ч е с к и е .
П О С П О С О Б У Р Е Г У Л И Р О В А Н И Я
- с т у п е н ч а т ы е ; - б е з с т у п е н ч а т ы е .
 Оглавление
Оглавление  Содержание раздела
Содержание раздела  Выход
Выход

УСТРОЙСТВО ПРИВОДА ГЛАВНОГО ДВИЖЕНИЯ
на примере токарно – винторезного станка Привод ступенчатого регулирования
Основные кинематические характеристики:
|
|
|
|
R |
|
nmax |
|
|
|
|
|
- диапазон регулирования |
n |
|
|
|
|
|
|
||||
|
|
|
|
|
nmin |
|
|
|
|
|
|
- знаменатель геометрической прогрессии |
m |
Rn |
|
|
|||||||
- относительная потеря скорости при переходе |
A 1 |
100% |
|||||||||
со ступени на ступень |
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|||
|
1,06 |
1,12 |
1,26 |
|
1,41 |
1,58 |
1,78 |
|
2 |
||
А |
5 |
10 |
20 |
|
|
30 |
40 |
45 |
|
50 |
|
- уравнение кинематического баланса |
|
nшп nэд i |
|||||||||