

-
Расчет времени обработки деталей
Расчет времени обработки деталей будем производить исходя из упрощения, что на снятие 50 см3 материала загатовки при черновой токарной обработке затрачивается в среднем 5-7 мин., при чистовой токарной обработке затрачивается 3-5 мин. Время, затрачиваемое на иные виды обработок, такие как фрезеривание, сверление, зубофрезерование и т.п., определяются умножением времени токарной обработки на соответствующие коэффициенты. Таким образом, принимаем время токарной черновой обработки Тток. черн. = 6 мин., токарной чистовой обработки Тток. чист. = 4 мин.
Фрезерная обработка Тф. = 1* Тток. черн. = 6 мин.
Сверление Тсв. = 1.3 * Тток. черн. = 7.8 мин.
Шлифование Тш. = 0.4*Тток. черн. = 2.4 мин.
Протягивание Тпр. = 1.3*Тток. черн. = 7.8 мин.
Зубодолбление Тзд. = 2*Тток. черн. = 12 мин.
Рассчитаем операционное время обработки каждой партии деталей.
Деталь А.
-
Фрезерование торцов и зацентровка.
Объем удаляемого материала: VАфт1+VАфт1
=
 где h – величина припуска
(h = 2.5 мм).
где h – величина припуска
(h = 2.5 мм).
VАфт1 + VАфт1
=
 = 69 см3
= 69 см3
TАф=Тф*VAф/50 = 6*69/50 = 9 мин.
Время на выполнение центровых отверстий примем 1 мин.
Для всей партии деталей ТАф = 10 * 40 = 400 мин = 6.66 ч.
-
Токарная обработка:
Объем детали А при черновом обтачивании равен
VAт
=
 = 166.6 см3.
= 166.6 см3.
ТАт = Ттч*166.6/50 = 6 * 66.6 / 50 = 8 мин.
Чистовая обработка: ТАчист = Ттчист*VАчист / 50 = 4*2.5 /50 = 0.2 мин.
Для всей партии деталей ТАт = 8*40 = 320 мин. = 5.33 ч.
-
Шлифование:
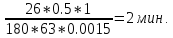
Тш =
 ,
,
Где L – длина участка шлифования,
H – величина припуска на диаметр, h = 0.5 мм,
К – поправочный коэффициент,
nδ – число оборотов обрабатываемой детали (180 об/мин),
SB – подача на ширину шлифования (63 мм/об)
St – подача на глубину шлифования (0.0015 мм/об)
ТАш1 =
ТАш2 =
ТАш = 1.2 + 0.8 = 2 мин.
Для всей партии деталей: ТАш = 2 * 40 = 80 мин. = 1.33 ч.
-
Фрезерно-сверлильная обработка:
Объем VАсв удаляемый при выполнении сверления отверстий 1,2 и 3 равен:
VАсв1 =
 = 31.7 см3.
= 31.7 см3.
VАсв2 =
 = 5.5 см3.
= 5.5 см3.
VАсв3 = l*n*h = 15*16*6 = 1.4 см3. (шпоночный паз)
Суммарное время на обработку:
ТАсв = 7.8*(31.7 + 5.5 + 1.4)/50 = 5 мин.
Для всей партии деталей ТАсв = 5*40 = 200 мин. = 3.33 ч.
-
Шлицефрезерная обработка:
VAшф
=
 50
мм3
50
мм3
ТАшф = 6*(50)/50 = 6 мин.
Для всей партии: ТАшф = 6*40=240 мин. = 4 ч.
Деталь Б:
-
Фрезерно-сверлильная обработка
Объем VВсв удаляемый при выполнении сверления отверстий 4, 5, 6, 7 и 8 равен:
VБфр1 =
 = 2.1 см3.
= 2.1 см3.
VБфр2 =
 = 5.5 см3.
= 5.5 см3.
VБсв1 =
 = 9.8 см3.
= 9.8 см3.
VБсв2 =
 = 2.5 см3.
= 2.5 см3.
Суммарное время на обработку:
ТБсв = 7.8*(9.8 + 2.5)/50 + 6*(2.1 + 5.5)/50= 10 мин.
Для всей партии деталей ТБсв = 10 * 40 = 400 мин. = 6.66 ч.
-
Токарная обработка
Объем детали Б при чистовом обтачивании равен
VБт =
 = 133,3 мм3.
= 133,3 мм3.
ТБт = Ттч*133,3/50 = 6 * 133,3 / 50 = 16 мин.
Для всей партии ТБт = 16*40=640 мин. = 10.66 ч.
-
Шлифование
Тш =
 ,
,
где L – длина участка шлифования,
h – величина припуска на диаметр, h = 0.5 мм,
К – поправочный коэффициент,
nδ – число оборотов обрабатываемой детали (180 об/мин),
SB – подача на ширину шлифования (63 мм/об)
St – подача на глубину шлифования (0.0015 мм/об)
ТБш1 =
Для всей партии: ТБш1=2*40=80 мин. = 1.33 ч.
Деталь В:
-
Фрезерование торцов и зацентровка.
Объем удаляемого материала: VВфт1+VВфт1
=
 где h – величина припуска
(h = 2.5 мм).
где h – величина припуска
(h = 2.5 мм).
VВфт1 + VВфт1
=
 = 69 мм3
= 69 мм3
TВф=Тф*VВф/50 = 6*69/50 = 9 мин.
Время на выполнение центровых отверстий примем 1 мин.
Для всей партии: TВф = 10*40 = 400 мин. = 6.66 ч.
-
Токарная
Объем детали В при черновом обтачивании равен:
VВт =
 = 66.6 мм3.
= 66.6 мм3.
ТАт = Ттч*66,6/50 = 6 * 66.6 / 50 = 8 мин.
Чистовая обработка: ТАчист = Ттчист*VАчист / 50 = 4*2.5 /50 = 0.2 мин.
Для всей партии: ТАт = 8*40 = 320 мин. = 5.33 ч.
-
Зубодолбежная
VБзд =

Где Da – диаметр цилиндрической поверхности, описывающей наружную поверхность зубчатого венца (Da=d+2m),
d – диаметр делительной окружности,
m – модуль зацепления,
df – диаметр основания зубчатого венца (df = d – 2m),
l – ширина зубчатого венца.
VВзд =
 мм3
мм3
ТВзд = Тзд*VВзд/50 = 10,2 * 34,3 / 50 = 7 мин.
Для всей партии: ТВзд = 7 * 40 = 280 мин. = 4.66 ч.
-
Протяжная операция
VВпр =
 мм3
мм3
ТВпр = Тпр*VВпр/50 = 7,8 * 57,7 / 50 = 9 мин.
Для всей партии: ТВпр = 9 * 40 = 360 мин. = 6 ч.