

Технические характеристики
|
Класс точности станка по ГОСТ 8-82 |
Н |
|
Номинальное тяговое усилие, кН |
100 |
|
Длина хода рабочих салазок, мм |
1000 |
|
Рабочая ширина стола, мм |
450 |
|
|
|
|
Мощность двигателя главного движения, кВт |
14 |
|
Габаритные размеры станка: длина/ширина/высота, мм |
2950_1350_3100 |
|
Масса станка с выносным оборудованием, кг |
5 100 |
|
Модель УЧПУ, установленного на станке/ число инструментов в маг |
|
|
Начало серийного производства |
1969 |
ПР «РКТБ»
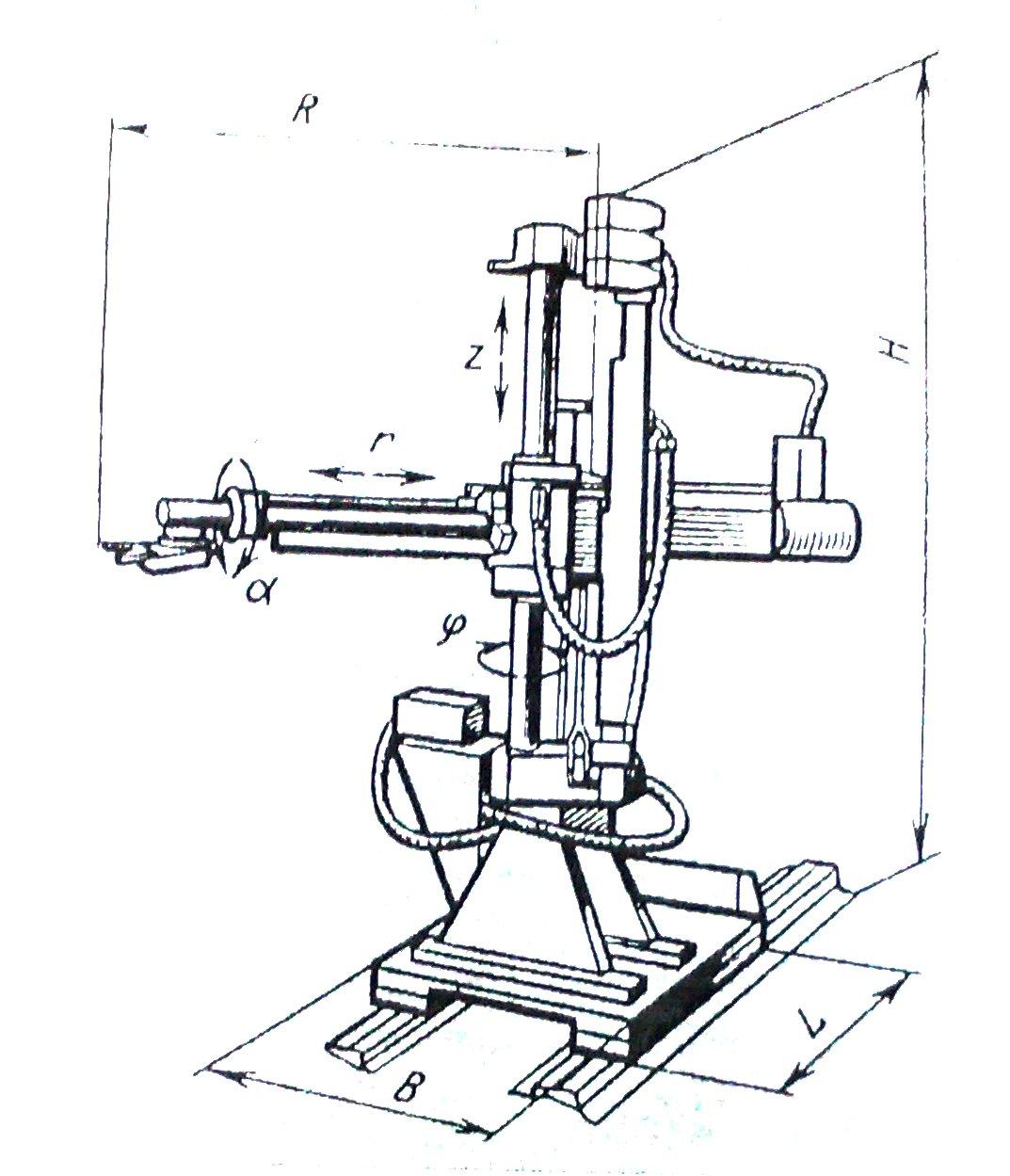
Рисунок 2.8 ПР «РКТБ»
Технические характеристики:
Грузоподъемность, кг 10
Число степеней подвижности 4
Число программируемых координат 4
Привод основных движений электрический
Система управления позиционирование
Объем памяти (число команд) 25
Погрешность позиционирования, мм ±1
Габариты:
Н, мм 1800
L, мм 970
B, мм 754
Масса, кг 120
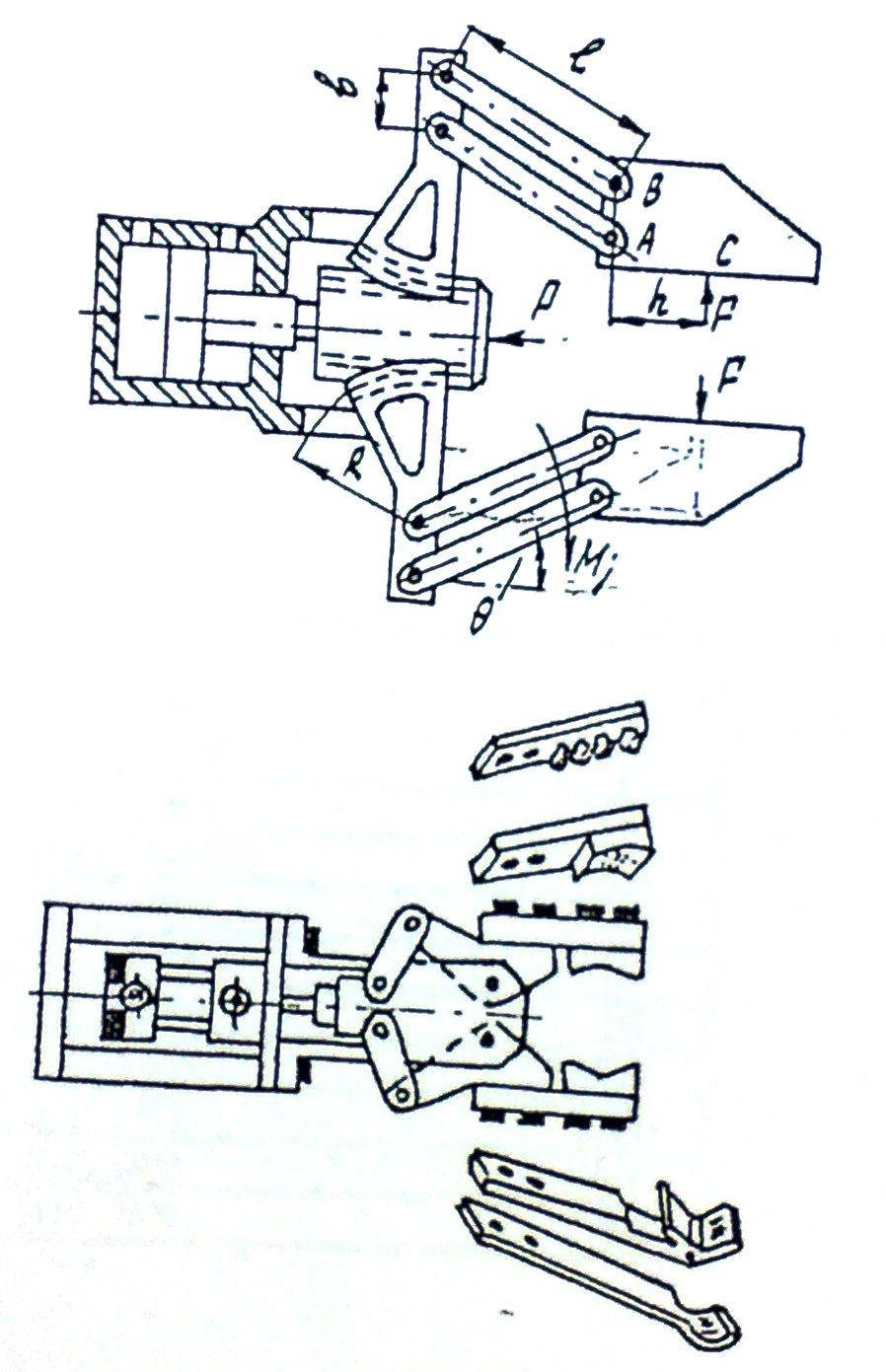
Рисунок 2.9 Захватывающие устройства роботов
ПР «Итекар»
Основное назначение - выполнение различных операций при проведения опытных исследовательских работ по автоматизации машиностроения в серийном производстве.
Технические характеристики:
Грузоподъемность, кг 5
Число степеней подвижности 4
Число рук/захватов на руку 1/1
Тип привода электропневматический
Устройство управления позиционное или цикловое
Число программируемых координат 4
Объем памяти системы, число команд 8000
Погрешность позиционирования, мм 0.1
Наибольший вылет руки, мм 1100
Масса, кг 500
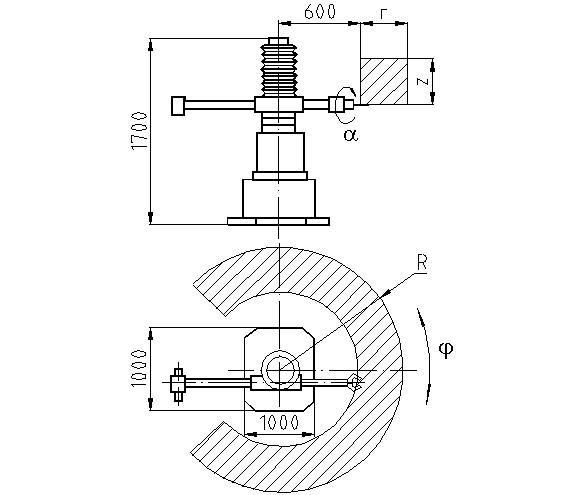
Рисунок 2.10 ПР «Итекар»
-
Характеристики технологических приспособлений
Специальные гидравлические зажимные тиски станка 2Г942.00
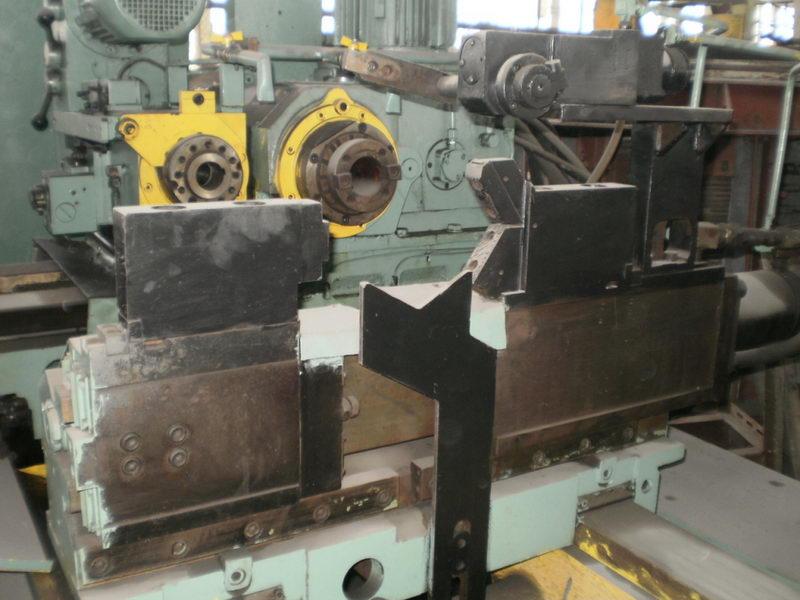
Рисунок 3.1 Специальные гидравлические зажимные тиски станка 2Г942.00
Пределы диаметров устанавливаемых в тисках деталей составляют 20-160 мм
Поводковый патрон, вращающийся центр
Поводковый патрон штырьковой (рис 1.2) конструкции ЭНИМСа состоит из хвостовика 11 и корпуса 4. В отверстии корпуса установлен плавающий центр 1, подпружиненный пружиной 6. Шпонка 3 передает крутящий момент поводкам 2. При поджиме заготовки вращающимся центром задней бабки в ее торец вдавливаются поводки 2. Последние через толкатели 5 и плунжеры 7 опираются на гидропласт 8, что обеспечивает равномерное вдавливание штырьков в торец заготовки даже при его неперпендикулярности относительно оси центров. Плунжер 9 с винтом 10 закрывает осевое отверстие после заполнения его гидропластом.
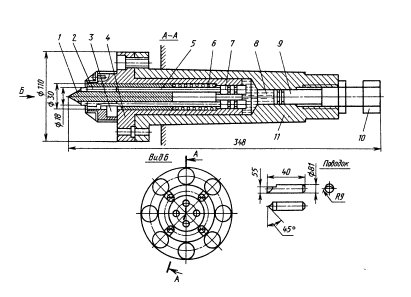
Рисунок 3.2 Патрон поводковый штырьковой
Прецизионные вращающиеся токарные центры
- для точных работ на токарных станках с ручным и программным управлением;
-не более 0,004 мм для конуса Морзе №5;
- стандартное и специальное исполнение;
- не требуют обслуживания.
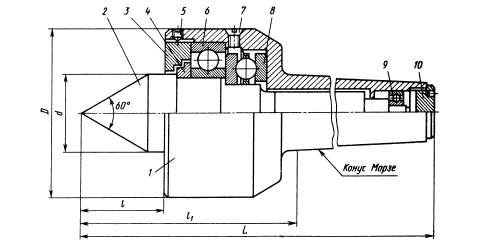
Рисунок 3.3 Вращающий центр Морзе 5
Тиски PSG 50 с встроенным шаговым двигателем
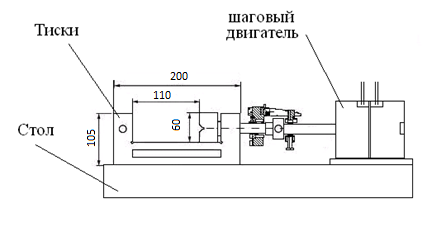
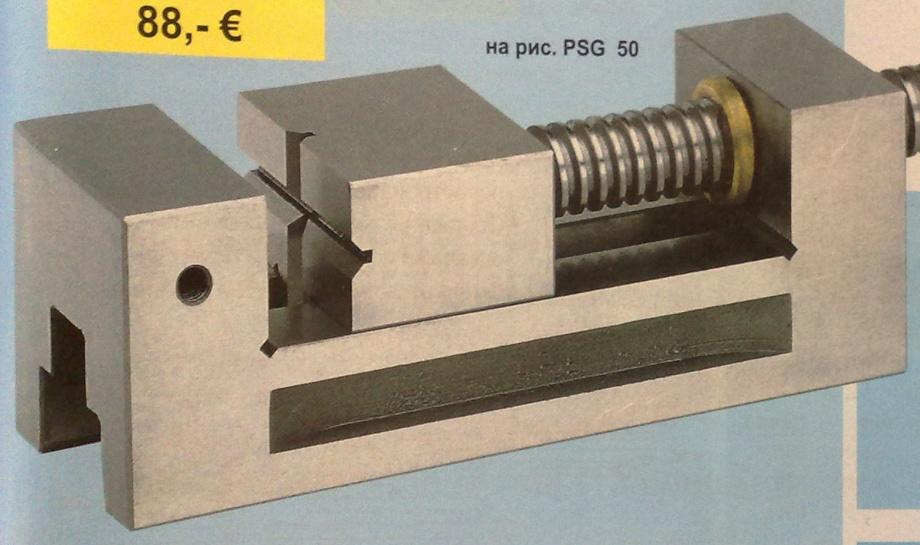

Рисунок 3.4 Тиски PSG 50 с встроенным шаговым двигателем
Оправка с упругой оболочкой
На рисунке 1.5 показана оправка с упругой оболочкой. Корпус 1 оправки крепится к фланцу шпинделя станка. На корпусе 1 закреплена втулка 2, канавки которой вместе с канавками корпуса образуют полости А, В и С, заполняемые гидропластом. При вращении винта 5 плунжер 7 перемещается, выдавливая гидропласт из полости С в полость А. Тонкая стенка втулки 2 под давлением гидропласта деформируется, увеличивая наружный диаметр втулки и создавая натяг при закреплении заготовки 3. Упор 6 ограничивает перемещение плунжера 7, а пробка 4 закрывает отверстие, через которое выходит воздух при заполнении оправки гидропластом.
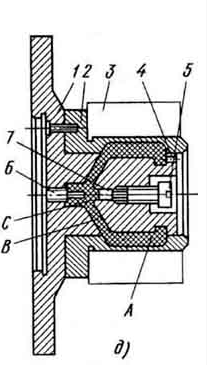
Рисунок 3.5 Оправка с упругой оболочкой
Патрон клинореечный с программным управлением
На рис. 1.6 показан клинореечный патрон с программным управлением. Положение кулачков по диаметру регулируется по команде ЧПУ. На боковых поверхностях оснований 4 кулачков нарезаны косые зубья, зацепляющиеся с зубьями реек 3, подвижно установленных в корпусе патрона, соединенных фланцем 2 с тягой 1 механизированного привода. На противоположной боковой поверхности основания 4 кулачков выполнены продольные пазы, в которых входят ограничительные шрифты. Обрабатываемая заготовка центрируется и зажимается кулачками 7 при перемещении тяги 1 привода. При этом клиновые рейки также перемещаются в крайнее правое положение. Поскольку зубья клиновых реек 3 частично срезаны, рейки в этом положении выходят из зацепления с зубьями оснований.
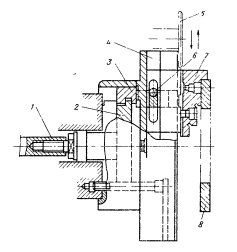
Рисунок 3.6 Патрон клинореечный с программным управлением