

Способы намагничивания
Существует большое число схем циркулярного, полюсного и комбинированного намагничиваний. Некоторые из таких схем по ГОСТ 21105-87 приведены в табл. 4.
Как тип преобразователя, так и вид намагничивания определяют возможности магнитного контроля.
Таблица 4. Принципиальные схемы намагничивания
|
Намагничивание |
Способ |
Схема |
|
1 |
2 |
3 |
|
Циркулярное |
Пропусканием тока по всему объекту |
|
|
Пропусканием тока по части детали |
| |
|
Пропусканием тока по проводнику, помещенному в сквозное отверстие в объекте |
|


Продолжение таблицы 4.
|
1 |
2 |
3 |
|
Циркулярное |
Путем индуцирования тока в детали |
|
|
Пропусканием тока по тороидальной обмотке, напитой на деталь |
| |
|
По участкам детали |
| |
|
Возбуждением тока в детали |
| |
|
Продольное (полюсное) |
При помощи постоянного магнита |
|
|
При помощи электромагнита |
| |
|
При помощи соленоида |
| |
|
Перемещением постоянного магнита по объекту
|
|





Окончание таблицы 4.
|
1 |
2 |
3 |
|
Комбинированное
|
Пропусканием тока по объекту и при помощи магнита |
|
|
Пропусканием по объекту двух токов во взаимно перпендикулярных направлениях |
| |
|
Индуктированием и пропусканием тока по проводнику, помещенному в сквозное отверстие в объекте |
| |
|
Во вращающемся магнитном поле |
При помощи соленоида вращающегося магнитного поля |
|
|
Примечание. Обозначения: О — объект контроля; Ф — магнитный поток; I — электрический ток. | ||



Для намагничивания деталей машин применяют постоянный, переменный, однополупериодный, выпрямленный и импульсный токи. Дефекты хорошо обнаруживаются в случае, когда направление намагничивания контролируемой детали перпендикулярно направлению дефекта. Поэтому простые детали намагничивают в двух взаимно перпендикулярных направлениях, а детали сложной формы — в нескольких направлениях.
Циркулярное намагничивание осуществляется при пропускании тока по контролируемой детали или через проводник, помещенный в ее отверстие. Наиболее эффективно циркулярное намагничивание деталей, имеющих форму тел вращения. Полюсное намагничивание осуществляется с помощью электромагнитов, постоянных магнитов или соленоидов. При этом обычно деталь легче намагничивается идоль своего наибольшего размера. На ее краях образуются полюсы, создающие поле обратного направления. Комбинированное намагничивание осуществляется при одновременном намагничивании детали двумя или несколькими изменяющимися магнитными полями. При этом можно пстретить любое сочетание видов тока.
Рассмотрим особенности наиболее распространенных пидов намагничивания.
Продольное (полюсное), циркулярное и комбинированное намагничивания отличаются преимущественным направлением магнитного потока относительно наибольшего размера объекта контроля. Продольное намагничивание можно осуществить с помощью постоянного магнита, электромагнита или соленоида (рис. 31).

Рис. 31. Варианты продольного намагничивания.
Продольное намагничивание в соленоиде используют при контроле протяженных объектов типа прутков, штанг. При этом сказывается влияние размагничивающего фактора (коэффициента формы). Истинная напряженность магнитного поля внутри объекта меньше расчетной. Влияние намагничиваемых областей детали и сложность конфигурации намагничиваемой области затрудняет расчет магнитного поля внутри детали. Для выбора режима намагничивания деталей сложной формы и определения чувствительности необходимо изменять напряженность намагничивающего поля. Область поля рассеяния окружена участками, где полей рассеяния практически нет. Большинство первичных измерительных преобразователей имеют относительно большие размеры, поэтому получается усредненное по их размерам значение напряженности, т. е. явно заниженные величины.
При продольном намагничивании выявляются поперечные, т.е. направленные ортогонально направлению магнитного потока дефекты. Очевидно, что при использовании постоянного магнита или электромагнита для продольного намагничивания контроль лучше всего проводить несколько раз, намагничивая участок детали в различных направлениях.
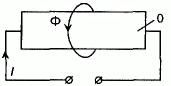
Циркулярное намагничивание осуществляют, пропуская ток через деталь или проводник, проходящий сквозь отверстие в контролируемой детали. Этот вид намагничивания применяют для выявления продольных дефектов, а также дефектов, расположенных под небольшим углом к оси детали. Основные разновидности циркулярного намагничивания показаны на рис. 32. Протяженные детали в виде стержней, осей, у которых рабочей является боковая поверхность, намагничивают, пропуская ток через контакты на торцах. Для циркулярного намагничивания участков длинных деталей, а также в случае недоступности использования торцов контакты устанавливают на боковую поверхность детали.

Рис. 32. Разновидности циркулярного намагничивания.
Недостатком этого способа является то, что в местах контактов возможен сильный разогрев детали и образование прижогов (областей термического воздействия с измененными механическими свойствами). При контроле деталей в виде труб, колец ток проходит по проводу, пропущенному через отверстие.
При циркулярном намагничивании можно приближенно оценить напряженность магнитного поля при пропускании по нему тока I. По закону полного тока:
H=I/2πr,
где r — радиус детали.
По этой же формуле можно провести расчет и для случая, когда расстояние l между контактами значительно больше диаметра детали d, т.е. при l/d > 5...10.
Обычно считают, что Н = I/2πrср, где rср — средний радиус детали.
В случае намагничивания пластин расчет менее точен, но можно полагать, что при соотношении сторон сечения более 10...15 напряженность магнитного поля на поверхности пластины определяется соотношением:
H = I/2b,
где b — большая сторона сечения пластины.
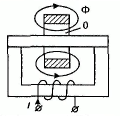
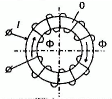
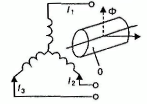
Комбинированное намагничивание осуществляется одновременным намагничиванием детали обычно переменными полями в двух взаимно перпендикулярных направлениях с целью выявления дефектов разной ориентации. Очевидно, что намагничивающие поля желательно иметь разной частоты. На рис. 33 показаны основные варианты комбинированного намагничивания.

Рис. 33. Некоторые варианты комбинированного намагничивания.

Рис. 34. Происхождение ложных Рис. 35. Способы уменьшения влияния
индикаций при продольном размагничивающегося фактора при
намагничивании разнотолщииных деталей. продольном намагничивании.
Для полей различных частот их взаимное влияние практически отсутствует, и каждое поле намагничивает объект только в своем направлении. В результате с максимальной чувствительностью можно выявлять дефекты, ориентированные в двух ортогональных направлениях. Дефекты промежуточных направлений будут также выявлены, но с меньшей чувствительностью. Поэтому с помощью комбинированного намагничивания выявляют дефекты, ориентированные произвольно.
При использовании индуцированного тока в детали, как, например, в третьем случае на рис. 33, возможно замыкание тока не через деталь, а через магнитопровод. Во избежание этого между деталью и магнитопроводом приходится устанавливать изоляционные прокладки.
Для получения достоверной информации надо уметь отделить ложные индикации. На рис. 34 показано происхождение ложного дефекта в зоне резкого изменения сечения детали. Надо понимать, что небольшую, короткую деталь в направлении поля намагнитить сложнее, чем протяженную (рис. 35) из-за влияния размагничивающего фактора. Однако есть технологические приемы (рис. 35), позволяющие уменьшить влияние этого явления.