

Розрахунок
Визначаємо необхідні довідкові дані:
- коефіцієнти Пуассона (Додаток 3): для чавуну 1=0,25; для сталі 2=0,3;
- модулі пружності (Додаток 3): для чавуну Е1=1,21011 Н м2; для сталі Е2=2,061011 Н м2;
- коефіцієнт тертя (Додаток 2): f = 0,08;
- границі плину матеріалів деталей втулки та валу (Додаток 4): для чавуну - TD=2,74108 Н м2; для сталі 35 - Td=3,14108 Н м2 ;
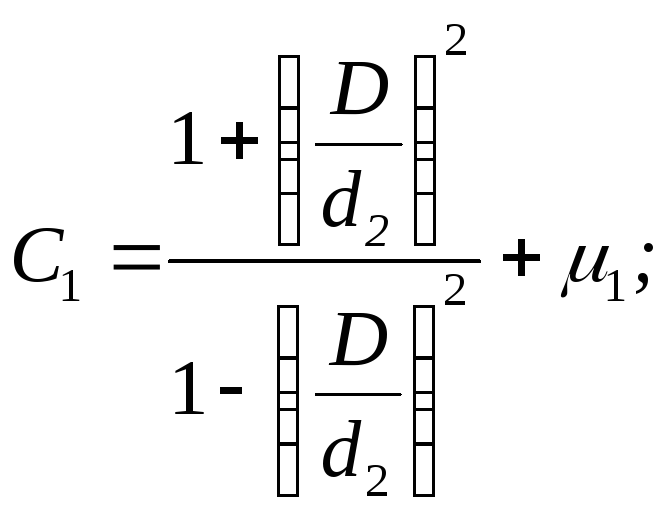
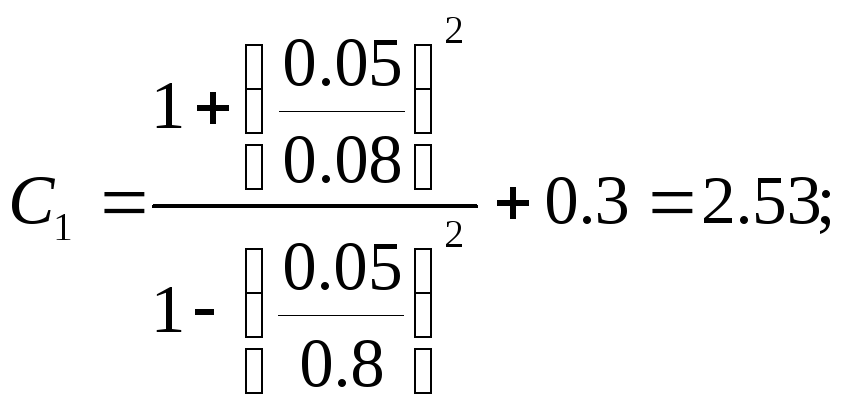
Визначаємо коефіцієнти Ляме:

![]()
Визначаємо мінімальний тиск pmin:
![]()
![]()
Визначаємо мінімальний натяг:
![]()
![]()
Визначаємо мінімально допустимий натяг з урахуванням поправки на зминання мікронерівностей на контактуючих поверхнях деталей:
![]() ;
; ![]()
Визначаємо допустимі значення тиску:
- для втулки

![]()
- для валу
![]()
Приймаємо pmax=9,6107 Н м2 .
Визначаємо максимальний натяг:
![]()
![]()
![]()
Визначаємо максимально допустимий натяг, з урахуванням поправки на зминання мікронерівностей:
![]()
![]()
За додатком 6 вибираємо посадку, для якої виконуються умови
Nmin p Nmin;
Nmax p ≥ Nmax.
Такою
є посадка  , для якої
, для якої
Nmax=117 мкмNmax p=154 мкм;
Nmin=57 мкмNmin p=50 мкм.
Запас міцності для даної посадки становить Nmin-Nmin p=57-50=7мкм, запас міцності деталей становить Nmax p- Nmax = 154 –117=37мкм. Фактичні запаси міцності вищі, так як у зєднанні (із імовірністю 0,9973) не буде натягів, більших за імовірнісний максимальний натяг Nmax ім , і менших, ніж імовірнісний мінімальний натяг Nmin ім:
![]()
![]()
![]()
Визначаємо зусилля запресування, спочатку визначивши питомий тиск за максимального натягу:
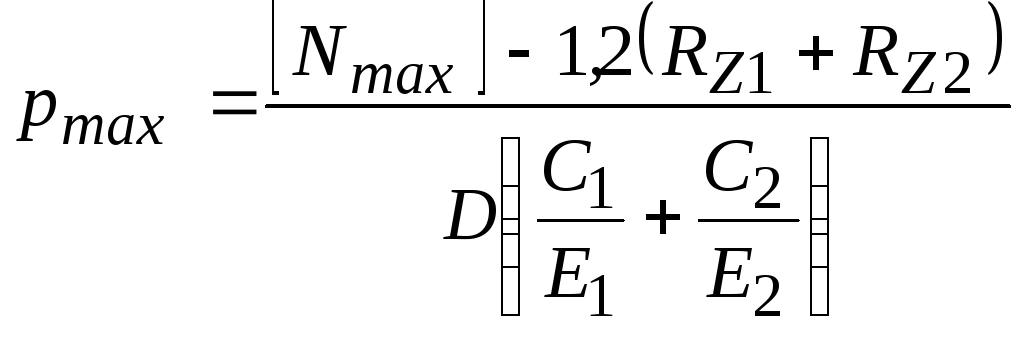 ;
;![]()

![]() ;
;
![]()
де коефіцієнт тертя під час запресування
fП = 1,2f =1,20,08=0,096.
Приклад 2
Завдання: Розрахувати та підібрати посадку з натягом за ГОСТ 25347-82. Визначити температуру нагрівання охоплюючої деталі.
Вихідні дані:
1) розміри зєднання: D=0,050 м; d1= 0; d2=0,08 м; l= 0,025 м.
2) діюче навантаження: осьова сила Р = 100 Н.
3) матеріали деталей: втулка – сталь 35; вал – латунь.
4) шорсткість спряжених поверхонь: валу - RZ1=3,2 мкм; втулки RZ2= 6,3 мкм.
5) спосіб складання : складання з попереднім розігрівом охоплюючої деталі.
6) температура приміщення для складання становить tскл= 20С.
Розрахунок
Визначаємо необхідні довідкові дані:
- коефіцієнти Пуассона (Додаток 3): для сталі 1=0,3; для латуні 2=0,38;
- модулі пружності (Додаток 3): для сталі Е1=2,061011 Н м2; для латуні Е2=1,11011 Н м2;
- коефіцієнт тертя (Додаток 2): f = 0,15;
- границі плину матеріалів деталей втулки та валу (Додаток 4):
для сталі 35 - TD=2,94108 Н м2; для латуні - Td=3,43108 Н м2 ;
- коефіцієнт лінійного розширення під час нагрівання для незагартованої вуглецевої сталі - = 11,510-6 (Додаток 5).
1. Визначаємо коефіцієнти Ляме:

![]()
2. Визначаємо мінімальний тиск pmin:
![]()
![]()
3. Визначаємо мінімальний натяг:
![]()
![]()
4. Визначаємо мінімально допустимий натяг з урахуванням поправки на зминання мікронерівностей на контактуючих поверхнях деталей:
![]() ;
; ![]()
5. Так як, за умовою, d1= 0, тобто вал суцільний, визначаємо допустиме значення тиску тільки для втулки:
![]()
Приймаємо pmax=1,11108 Н м2 .
6. Визначаємо максимальний натяг:
![]()
![]()
![]()
7. Визначаємо максимально допустимий натяг, з урахуванням поправки на зминання мікронерівностей:
![]()
![]()
8. За додатком 6 вибираємо посадку, для якої виконуються умови
Nmin p Nmin;
Nmax p ≥ Nmax.
Такою
є посадка  , для якої
, для якої
Nmax=45 мкмNmax p=116 мкм;;
Nmin=18 мкмNmin p=12 мкм.
9. Визначаємо температуру нагрівання охоплюючої деталі tD (C), якщо температура приміщення для складання становить tскл= 20С:
![]() ,
,
де Sскл – прийнятий рівним Smin в посадці 50 H7 g6 2 і становить 0,009 мм.