

МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ
НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ УКРАЇНИ
“КИЇВСЬКИЙ ПОЛІТЕХНІЧНИЙ ІНСТИТУТ”
ВЗАЄМОЗАМІННІСТЬ, СТАНДАРТИЗАЦІЯ ТА ТЕХНІЧНІ ВИМІРЮВАННЯ
Розрахунок та вибір посадок з натягом
МЕТОДИЧНІ ВКАЗІВКИ ДО ВИКОНАННЯ САМОСТІЙНОЇ РОБОТИ
СТУДЕНТІВ НАПРЯМУ ПІДГОТОВКИ
6.050502 « ІНЖЕНЕРНА МЕХАНІКА»
Затверджено Методичною радою НТУУ «КПІ»
КИЇВ
«ПОЛІТЕХНІКА»
2010
Розрахунок та вибір посадок з натягом: Метод. вказівки до викон. самостійної роботи з дисципліни “Взаємозамінність, стандартизація та технічні вимірювання” для студ. напряму підготовки 6.050502 „Інженерна механіка”Текст / Уклад.: О.М. Герасимчук .– К.: НТУУ «КПІ», 2010.-26с.
Гриф надано Методичною радою НТУУ «КПІ»
(Протокол № 10 від 17.06.2010 р.)
Е Л Е К Т Р О Н Н Е Н А В Ч А Л Ь Н Е В И Д А Н Н Я
ВЗАЄМОЗАМІННІСТЬ, СТАНДАРТИЗАЦІЯ ТА ТЕХНІЧНІ ВИМІРЮВАННЯ
Розрахунок та вибір посадок з натягом методичні вказівки до виконання самостійної роботи
СТУДЕНТІВ НАПРЯМУ ПІДГОТОВКИ
6.050502 « Інженерна механіка»
|
Укладач: |
Герасимчук Олена Михайлівна, канд. техн. наук, доц.
|
|
Відповідальний редактор: |
Ю.І.Адаменко, канд.техн.наук, доц..
|
|
Рецензент: |
О.М.Кравець, канд. техн. наук, доц.
|
|
|
|
З м і с т
|
|
ВСТУП |
………………………..4 |
|
1 |
Теоретичні положення |
………………………..5 |
|
1.1 |
Особливості посадок з натягом |
…………………..……5 |
|
1.2 |
Розрахунок посадок з натягом |
………………………..7 |
|
1.3 |
Приклади розрахунку та вибору посадок з натягом |
………………………13 |
|
1.3.1 |
Приклад 1 |
………………………13 |
|
1.3.2 |
Приклад 2 |
………………………16 |
|
|
Список рекомендованої літератури |
…………..…………..19 |
|
|
ДОДАТКИ |
………………………20 |
ВСТУП
Взаємозамінність – це такий принцип конструювання, виробництва та експлуатації виробів, який забезпечує можливість складання (або заміни під час ремонту) незалежно виготовлених деталей або вузлів із забезпеченням вимог до точності геометричних, фізико-механічних та інших параметрів якості, за яких експлуатаційні показники роботи виробу оптимальні.
Вироби із взаємозамінними деталями та вузлами мають більш одноманітні властивості (точність, надійність, довговічність, безвідмовність в роботі), а, значить, вони більш якісні.
Впровадження взаємозамінності і повязані з цим питання вибору допусків і посадок є важливими та актуальними під час проектування механізмів і машин.
Вибір посадок для зєднань деталей можна виконувати за одним із методів:
метод прецедентів або аналогів. Посадка вибирається за аналогією з посадкою в надійно працюючому вузлі. Складність вибору полягає в оцінці та співставленні умов роботи зєднання , що проектується, та аналогічному;
метод подібності. Цей метод є розвитком методу прецедентів. Посадка вибирається базуючись на рекомендації галузевих технічних документів та літературних джерел. Недоліком методу є, як правило, відсутність точних кількісних оцінок умов роботи зєднання;
розрахунковий метод – є найбільш обґрунтованим методом вибору посадок. Залежності, за якими виконується розрахунок, враховують конкретні умови роботи зєднання, хоча формули не завжди відображають складний характер фізичних явищ, які відбуваються в зєднанні.
Під час вибору і призначення посадок за будь-яким методом, конструктор, виходячи із розрахункових або експериментальних даних про допустимі коливання зазорів або натягів, повинен порівнювати їх з граничними значеннями в рекомендованих посадках для вибору найбільш оптимальної.
Метою самостійної роботи є :
закріплення теоретичних положень дисципліни за темою «Розрахунок та вибір посадок з натягом»;
ознайомлення з основними типами розрахунків;
набуття практичних навичок у користуванні довідниковим матеріалом.
Для досягнення поставленої мети необхідно:
засвоїти теоретичні положення;
для одного з варіантів (Додаток 1) розрахувати та вибрати посадку з натягом із посадок за ГОСТ 25347-82.
ТЕОРЕТИЧНІ ПОЛОЖЕННЯ
Особливості посадок з натягом
У зєднаннях утворюються тільки натяги;
посадки застосовують тільки в точних квалітетах;
вони використовуються для передачі крутних моментів та осьових сил без додаткового кріплення та, іноді, для створення попереднього напруженого стану в спряжених деталях. Інколи, за умови передачі дуже великих крутних моментів або за наявності досить великих зсувних сил, у зєднаннях з натягом додатково застосовуються кріпильні деталі;
посадки призначені для нерухомих та нерознімних зєднань. Відносна нерухомість деталей в зєднаннях забезпечується силами тертя, що виникають на контактуючих поверхнях внаслідок їхньої пружної деформації, яка створюється натягом під час складання зєднання;
перевагою цих посадок є відсутність додаткового кріплення, що спрощує конструкцію деталей та їхнє складання. Посадки забезпечують високу навантажувальну здатність зєднання, яка зростає із збільшенням діаметра з’єднання;
міцність та якість зєднання залежать від матеріалу деталей, форми та шорсткості спряжених поверхонь, способу складання та інших факторів.
Розрізняють наступні основні способи складання деталей в посадках з натягом: складання під пресом за рахунок його осьового зусилля, так зване поздовжнє запресовування, та складання з попереднім розігрівом охоплюючої деталі (отвору) або охолодженням охоплюваної деталі (валу) до певної температури – спосіб термічної деформації або поперечне запресовування. У кожному конкретному випадку вибір способу складання визначається конструктивними та технологічними міркуваннями ( форма та розміри спряжених деталей, значення натягів, наявність відповідного обладнання для складання і т.д.).
Зважаючи на велику кількість факторів, які впливають на якість пресових зєднань, посадки з натягом обовязково розраховуються.
Розрахунок посадок з натягом
Метою розрахунку посадки з натягом є забезпечення виконання двох умов:
1) забезпечення міцності зєднання, тобто відсутності зміщення спряжених деталей під дією зовнішніх навантажень;
2) забезпечення міцності самих деталей, які зєднуються (втулка або ступиця можуть лопнути, тонкостінний вал може зімятися).
Виходячи з першої умови, визначається мінімально допустимий натяг Nmin, необхідний для забезпечення міцності зєднання в умовах максимально можливого навантаження. Виходячи з другої умови, визначається максимально допустимий натяг Nmax, за якого, як правило, відсутні пластичні деформації в найбільш напруженій зоні.
Розрахунок посадки з натягом дозволяє вирішувати різні задачі: за заданим навантаженням вибирати стандартну посадку; визначати найбільше навантаження, допустиме для заданої стандартної посадки; визначати напруження та деформації в деталях заданого пресового зєднання; визначати зусилля запресування під час силового способу складання або температурного перепаду під час теплового способу складання; визначати зусилля розпресування.
Вихідними умовами для розрахунку є:
зовнішнє навантаження : поздовжня осьова сила Р, що прагне зсунути одну деталь відносно іншої або крутний момент Мкр, що прагне повернути одну деталь відносно іншої, або одночасна дія - Р та Мкр;
розміри зєднання : номінальний діаметр – D , довжина зєднання - l ; внутрішній діаметр валу - d1, зовнішній діаметр втулки -d2;
шорсткість спряжених поверхонь: втулки - RZ1, валу - RZ2;
матеріали валу і втулки;
спосіб складання : під пресом або складання з попереднім розігрівом охоплюючої деталі, або охолодженням охоплюваної деталі.
Посадки з натягом – це посадки, у яких розмір валу до складання більший за розмір отвору. У зєднанні розміри валу і отвору однакові.
Під час запресування (рис.1.1) отвір втулки розтягується на величину ND і одночасно вал стискається на величину Nd :
DO+
ND=
D; dB-
Nd=D;![]()
де DO – внутрішній діаметр втулки до складання;
dB – зовнішній діаметр валу до складання.
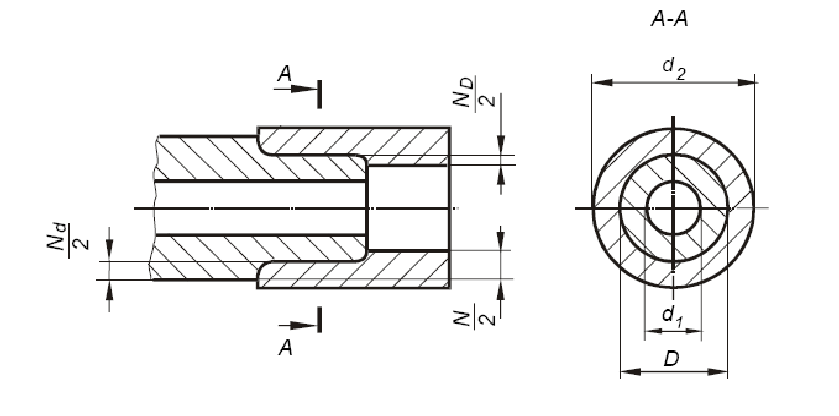
Рис. 1.1
Натяг – це різниця між розмірами валу і отвору до складання:
dB- DO= ND+ Nd.
Тобто, натяг – це сума пружних деформацій валу Nd і втулки ND:
N= ND+ Nd (1)
Із опору матеріалів відомі співвідношення по визначенню напружень та пружних деформацій у товстостінних порожнистих циліндрах (задача Ляме):
![]() ;
; ![]() ; (2)
; (2)
де p – тиск на поверхні контакту спряжених деталей, Нм2;
D – номінальний діаметр зєднання, м;
Е1, Е2 – модулі пружності матеріалів втулки і валу, Нм2;
С1, С2 – коефіцієнти Ляме, що визначаються за формулами:
 ;
;
![]()
 ; (3)
; (3)
де d1, d2 - внутрішній діаметр валу і зовнішній діаметр втулки, м;
1, 2 – коефіцієнти Пуассона для матеріалів втулки і валу.
Підставивши рівняння (2) в рівняння (1) отримаємо:
![]() . (4)
. (4)
Відповідно мінімальний натяг буде визначатись, як
![]() , (5)
, (5)
де pmin – мінімально необхідний тиск на контактуючих поверхнях валу та втулки, Нм2.
Мінімальний необхідний тиск pmin визначають із умови відсутності відносного зміщення деталей зєднання під час дії в механізмі зовнішнього навантаження. В залежності від виду навантаження повинні виконуватись нерівності:
1) на зєднання діє максимальна осьова сила РН. В цьому випадку для забезпечення нерухомості зєднання найменша сила тертя на контактуючих поверхнях отвору і валу має бути на меншою за діючу осьову силу Р:
Ртр min = D l pmin f ≥ P;
![]() (6)
(6)
2) на зєднання діє максимальний крутний момент Мкр Нм. Аналогічно до попереднього випадку, момент тертя повинен бути не менший за діючий крутний момент Мкр:
Мтр min= Ртр min D2≥ Мкр max
![]() (7)
(7)
3) на зєднання діє одночасно максимальна осьова сила Р і максимальний крутний момент Мкр . В цьому випадку визначається рівнодійна, яка підставляється у рівняння (6):
 (8)
(8)
де l – довжина зєднання, м;
f –коефіцієнт тертя за сталого процесу розпресування або провертання.
Найбільший натяг визначається, як
![]() , (9)
, (9)
Максимальний тиск pmax визначають із умови міцності спряжених деталей. Базуючись на теорії найбільших дотичних напружень, визначають максимально допустимий тиск рдоп, при якому відсутня пластична деформація на контактуючих поверхнях деталей:
для втулки
 (10)
(10)
для валу
 (11)
(11)
де TD, Td – границі плину матеріалів деталей втулки та валу при розтягуванні, Нм2.
За pmax береться менше з допустимих значень тиску - рдоп . Якщо вал суцільний (d1=0), розрахунок виконують тільки для втулки.
Отримані значення натягів необхідно коректувати у бік збільшення, так як при цьому відбувається часткове зминання мікронерівностей на контактуючих поверхнях деталей. Коректувати треба і найбільший, і найменший натяги, щоб не завищувати отриману під час розрахунку точність зєднання.
В результаті мінімальний і максимальний розрахункові натяги будуть становити:
Nmin p=Nmin+1,2(RZ1+RZ2);
Nmax p= Nmax+1,2(RZ1+RZ2;
де RZ1 і RZ2 – шорсткість поверхні отвору і втулки, мкм.
Стандартну посадку за ГОСТ 25347-82 вибирають, виходячи з умови
Nmin p Nmin;
Nmax p ≥ Nmax;
де Nmin і Nmax - табличні значення граничних натягів посадки за ГОСТ 25347-82.
Якщо на кресленні шорсткість проставлена в Ra, то перерахунок з Ra на RZ виконують за формулою
RZ=k Ra,
де k=4 для Ra=80...2,5 мкм, k=5 для Ra= 1,25...0,02 мкм.
За силового способу складання визначається необхідне зусилля для запресовування деталей за формулою
![]() , (12)
, (12)
де f П – коефіцієнт тертя під час запресовування, f П = (1,15-1,2) f.
Питомий тиск pmax за максимального натягу в посадці - Nmax , визначається за формулою
 . (13)
. (13)
У випадку складання з нагрівом охоплюючої деталі, визначається температура tD (C), до якої вона повинна бути нагріта:
![]() . (14)
. (14)
Під час складання з охолодженням охоплюваної деталі, визначається температура td (C), до якої вона повинна бути охолоджена:
![]()
![]()
![]() , (15)
, (15)
де tскл – температура приміщення, де складають зєднання (приймати tскл= 20С) ; Sскл – мінімально необхідний зазор під час складання мм, який залежить від маси, розмірів деталей та пристосувань, що застосовуються (часто Sскл приймають рівним Smin в посадках H g, причому переважною є посадка H7 g6); - коефіцієнт лінійного розширення (стискання) під час нагрівання (охолодження).
Приклади розрахунку та вибору посадок з натягом
Приклад 1.
Завдання: Розрахувати та підібрати посадку з натягом за ГОСТ 25347-82, визначити необхідне зусилля запресовування.
Вихідні дані:
1) розміри зєднання: D=0,063 м; d1=0,01 м; d2= 0,1 м; l= 0,04 м.
2) діюче навантаження: крутний момент Мкр= 550 Нм.
3) матеріали деталей: втулка – чавун; вал – сталь 35.
4) шорсткість спряжених поверхонь: втулки - RZ1=3,2 мкм; валу RZ2= 3,2 мкм.
5) спосіб складання : складання під пресом.