

imp_1_20120907
.pdfэлектрокорунда. Температуру контролировали по показаниям платино-
платинородиевой термопары, встроенной в печь, и дополнительно хромель-
алюмелевой термопары непосредственно в расплаве. Излучатель выполнен в виде латунной трубки диаметром 14 мм.
Влияние НЭМИ на свойства жидкого и закристаллизовавшегося металла изучалось на сплавах алюминии, меди, цинке и их сплавах. Ниже приведены результаты, полученные лишь для небольшого числа исследуемых сплавов, а
так же определены основные закономерности влияния НЭМИ на структуру и свойства расплавов.
5.2.1. ОБРАБОТКА АЛЮМИНИЯ И ЕГО СПЛАВОВ
Исследование проводилось на чистом гранулированном алюминии следу-
ющего состава: 99,8 % Al, 0,04% Si, 0,06% Fe, 0,0015% Cu, 0,018% Zn.
Проводилось сравнение характеристик слитков алюминия предварительно обработанного НЭМИ и обработанного по стандартной методике. Масса обра-
батываемого НЭМИ металла составляла 0,35 кг.
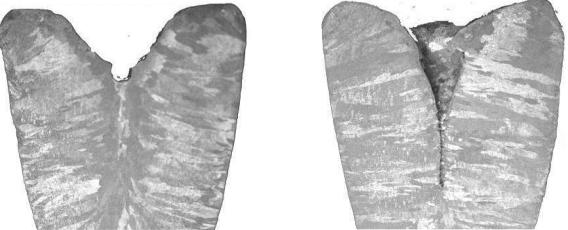
Макроструктура литого исходного металла и предварительно обработан-
ного НЭМИ металла показана на рис. 5.5. Следует отметить появление в слитке обработанного металла глубокой усадочной раковины.
В отливке необработанного металла – имеет место открытая усадочная ра-
ковина. Характерно следующее соотношение средних площадей макро зерен по высоте слитков: в верхней трети слитков средние площади зерен 3,8 и 5,5
мм2; в центральной части: 4,8 и 3,4 мм2; в нижней части слитков: 3,3 и 4,4 мм2
соответственно для необработанного и обработанного НЭМИ металла.
Пористость слитков металла, отличается незначительно. Что касается раз-
мерного ряда пор, то в обработанном металле размер пор колеблется от 100 до
250 мкм, в необработанном металле от 50 до 450 мкм.
71
Удельное электросопротивление образцов чистого алюминия после воз-
действия НЭМИ снижается с 0,0277 Ом·м2/м до 0,0273 Ом·м2/м.
Твердость металла, обработанного в расплавленном состоянии НЭМИ вы-
ше, чем у необработанного (23 и 17 НВ, соответственно).
Плотность металла, определенная методом гидростатического взвешива-
ния, составила 2,682 и 2,695 г/см3, соответственно для необработанного и обра-
ботанного металла.
а |
б |
Рис. 5.5. Макроструктура слитка алюминия: а – в исходном состоянии;
б – подвергнутого воздействию НЭМИ в расплавленном состоянии
5.2.2. ОБРАБОТКА СПЛАВА СИСТЕМЫ Al-Si
Исследования проводились на сплаве системы Al-Si следующего химиче-
ского состава: 6,44% Si, 0,06% Cu, 0,01% Mn, 0,27% Mg, 0,02% Ti, 0,04% Zn, 0,27% Fe, 92,9% Al. Масса обрабатываемого металла 3,16 кг.
Сплав системы Al-Si перегревался до 780˚С, затем вводился прокаленный криолитовый флюс (смесь солей NaCl, KCl, NaF) в количестве 1% от массы шихты. Расплав тщательно перемешивался и, после 15 минут выдержки шлак
72
снимался. Далее, сплав еще четверть часа находился в выключенной печи, за-
тем разливался.
Вторая половина металла обрабатывалась по аналогичному температурно-
временному режиму. Но во время 15 минутной выдержки при температуре нагрева, проводилась обработка расплава наносекундными электромагнитными импульсами.
Проведенные металлографические исследования позволили выявить ряд отличий. Макроструктура слитков подвергнутого обработке НЭМИ и без обра-
ботки алюминий-кремниевого сплава представлена на рис. 5.6, 5.7. Следует отметить, что обработанный НЭМИ металл имеет более однородные размеры макрозерен.
В микроструктуре так же имеются отличия. Для обработанного НЭМИ ме-
талла кремниевая фаза эвтектического происхождения более дисперсная, имеет форму игл длиной в среднем 25–30 мкм, количество ее в структуре снижается с
30–35 до 10–15%. В то время как для исходного металла кремнистая эвтектиче-
ская фаза имеет округлую форму со средними линейными размерами 5–10 мкм.
За счет снижения доли эвтектических выделений по границам дендритных яче-
ек, дендриты α-фазы незначительно увеличивают свой размер с 66 до 85 мкм
(определение линейных размеров проводилось методом случайных секущих), и
становятся более равноосными. Микротвердость α-твердого раствора увеличи-
вается на 10–15% (для обработанного НЭМИ металла Нμ α-твердого раствора составила 750 МПа), что свидетельствует о большей его легированности. Кос-
венным подтверждением повышения растворения примесных элементов в α-
фазе является – худшая травимость обработанного НЭМИ металла.
Повышение растворимости элементов подтверждают и исследования, про-
веденные на РЭМ. Так точечным методом был определен химический состав по линии, пересекающей границы дендритных ячеек и участки α-фазы. Соглас-
но полученным данным максимальная концентрация кремния в α-фазе исход-
73
ного металла достигает 1,36–1,66 масс. %, в то время как в обработанном НЭМИ – 1,48–1,80 масс. % при абсолютной погрешности 0,04.
Измерение твердости литых образцов сплавов системы Al-Si показало, что предварительная обработка расплава НЭМИ способствует повышению твердо-
сти. Для исходных образцов твердость 51HВ, для опытных – 63HВ. Т.е. твер-
дость увеличивается более чем на 20%.
Методом отрыва круглой шайбы от поверхности расплава замеряли по-
верхностное натяжение. Оно составило при 700ºС 0,81 Н/м и 0,74 Н/м, соответ-
ственно для исходного и обработанного НЭМИ расплава. Жидкотекучесть,
определенная по спиральной пробе ГОСТ 16438-70 составила 195 и 295 мм, со-
ответственно для исходного и обработанного НЭМИ металла. Прочность на разрыв составила 170 МПа и 210 МПа, относительное удлинение 4,8 и 18,4 %,
соответственно для исходного и обработанного НЭМИ металла.
5.2.3. ОБРАБОТКА СПЛАВА СИСТЕМЫ Al-Cu
Исследование проводилось на сплаве системы Al-Cu следующего состава:
0,16% Si, 3,7% Cu, 0,04% Mn, 0,05% Mg, <0,01% Ti, 0,35% Zn, 0,53% Fe, не ме-
нее 94,2% Al. Масса обрабатываемого металла составляла 2,36 кг.
Эксперимент осуществлялся в следующей последовательности–половина металла обрабатывалась по стандартному режиму: сплав Al-Cu – нагревался до
650ºС, выдерживался при этой температуре в течение 15 минут при выключен-
ной печи, затем отливался. Вторая половина металла обрабатывалась анало-
гично. Но во время 15 минутной выдержки при температуре нагрева, проводи-
лась обработка расплава наносекундными электромагнитными импульсами.
Для сплава системы Al-Cu проводились металлографические исследования структуры, а так же ряда технологических свойств.
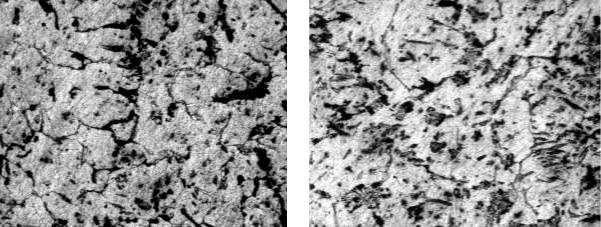
Микроструктурные исследования (рис. 5.7) показали, что микроструктура литых образцов представлена следующими фазами: αAl, и тройной эвтектикой
74
αAl+CuAl2+N(Al7Cu2Fe). Из-за большого количества в сплаве кремния образует-
ся фаза Mg2Si, располагающиеся в виде иероглифов по границам зерен. Со-
гласно проведенным рентгеноструктурным исследованиям воздействия НЭМИ не изменяет фазового состава сплава.
Измерение плотности методом гидростатического взвешивания позволили выявить различия. Так для исходного металла плотность составляет 2,81 г/см3
для обработанного НЭМИ металла 2,92г/см3.
Электросопротивление обработанного НЭМИ сплава незначительно уменьшается с 0,0615 до 0,0610 Ом·м2/м.
75
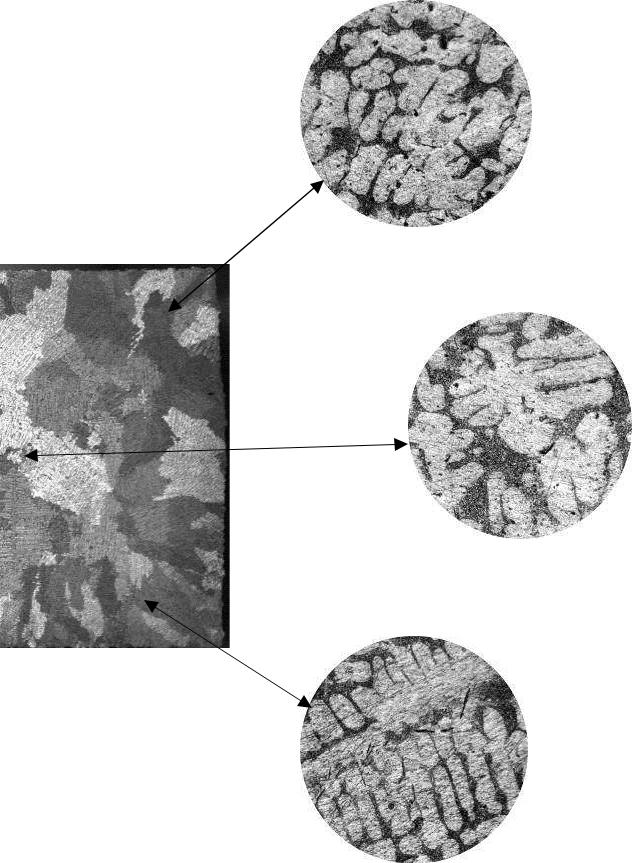
Рис. 5.6. Макро- и микроструктура слитка сплава системы Al-Si
76
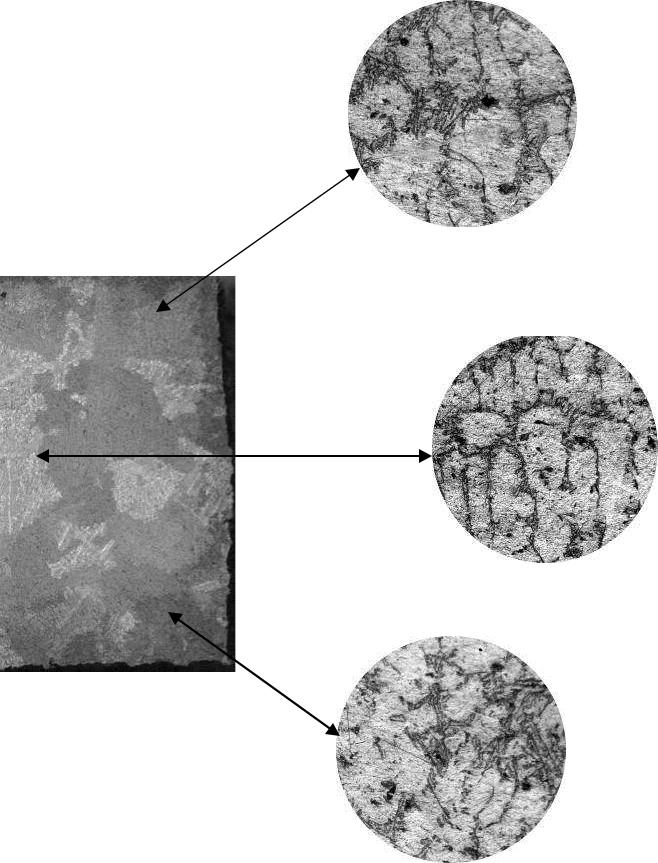
Рис. 5.7. Макро- и микроструктура слитка обработанного НЭМИ сплава систе-
мы Al-Si
77
Согласно измерениям твердости литых образцов сплавов системы Al-Cu,
предварительная обработка расплава НЭМИ способствует повышению твердо-
сти. Так, для литых образцов исходного металла твердость составляет 49HВ,
для опытных – 70HВ. Т.е. твердость увеличивается почти на 40%.
а |
|
б |
|
|
|
Рис. 5.7. Микроструктура сплава системы Al-Cu в литом состоянии:
а – необработанный НЭМИ металл, б – обработанный НЭМИ, х100
5.2.4. ОБРАБОТКА СПЛАВА Al-Pb
Для определения влияния НЭМИ на диффузионную способность исследо-
валась двухкомпонентная система Al-Pb, имеющая монотектическое превра-
щение в жидком состоянии. Исследовался сплав, содержащие 50 масс.% Pb. В
экспериментах проводилось сплавление двух чистых компонентов в графито-
вом тигле. Обработка НЭМИ проводилась в течение 15 минут. Масса обраба-
тываемого металла 0,24 кг.
Панорамы микроструктур необработанного и обработанного сплава пока-
заны на рис. 5.8.
Для определения ширины зоны взаимопроникновения металлов сплава,
проводились исследования на растровом электронном микроскопе JEOL JSM6460LV: определяли распределение соответствующих элементов, путем скани-
78
рования по линии, пересекающей зону сплавления. Анализ показал наличие переноса элементов через границу контакта в обе стороны. Было показано, что как в случае сплава системы Al-Pb ширина зоны взаимопроникновения двух несмешивающихся металлов заметно уменьшается после воздействия на рас-
плав НЭМИ (рис. 5.9).
Для сплава системы алюминий – свинец подобное влияние НЭМИ наибо-
лее заметно. Проведенные расчеты показывают, что суммарная ширина зоны уменьшается с 24,1 мкм до 7,5 мкм. При этом глубина зоны выделения избы-
точных фаз свинца в алюминиевую матрицу снижается с 21,6 до 6,25 мкм, а
алюминия в свинцовую матрицу – с 2,5 до 1,25 мкм.
Аналогичные исследования проводились для системы Zn-Pb, так же испы-
тывающей монотектическое превращение.
Для системы цинк – свинец наблюдаются аналогичные зависимости. Сум-
марная ширина зоны уменьшается с 10 мкм до 5,4 мкм. При этом глубина слоя выделения избыточных фаз свинца в цинковую матрицу снижается с 5 до 2,9
мкм, а цинка в свинцовую матрицу – с 5 до 2,5 мкм.
Ввиду того, что при сканировании на растровом электронном микроскопе
JEOL JSM–6460LV определялись интенсивности только двух элементов Al-Pb
и Zn-Pb. Можно, количественно оценить процентное содержание элементов по интенсивности отражения соответствующих линий. Приняв за нулевой уровень содержания свинца – интенсивность его линий в алюминиевой и цинковой об-
ласти, за 100% – интенсивность его линий в свинцовой области. Аналогично для алюминия и цинка. Проведя необходимые преобразования, можно полу-
чить следующее распределение концентрации свинца по длине области взаи-
мопроникновения в исходном сплаве и обработанном НЭМИ (рис. 5.10.). Для слитка свинец-цинк зависимость аналогична.
79
а |
|
б |
|
|
|
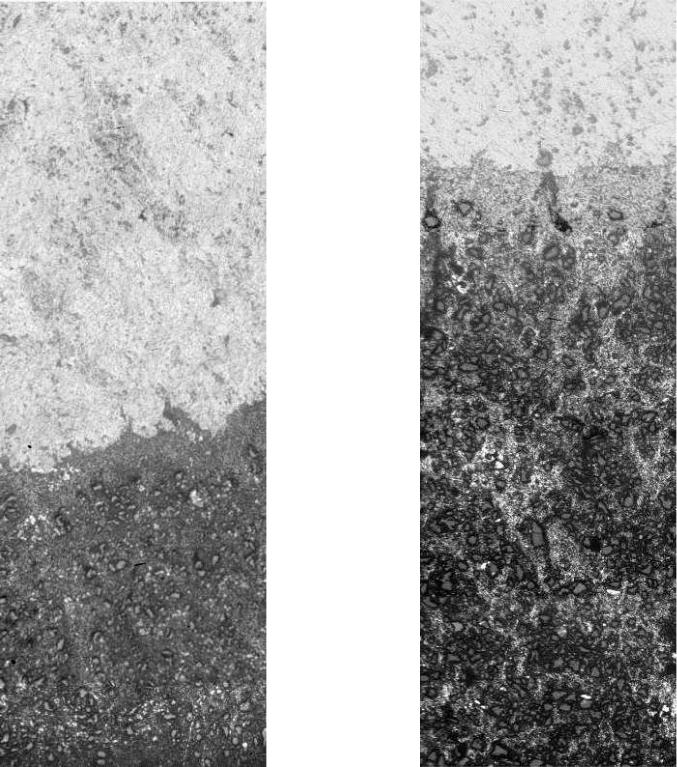
Рис. 5.8. Панорама микроструктуры переходной зоны слитков сплавов си-
стемы Al-Pb: светлое поле – фаза на основе алюминия, темное поле – свин-
цовистая фаза: а – исходное состояние, х100, б – после обработки НЭМИ, х100
80