

23 Виды сварных соединений.
Различают
следующие виды сварных соединений:
стыковые, внахлестку, угловые и
тавровые (впритык) (рис. 5.1).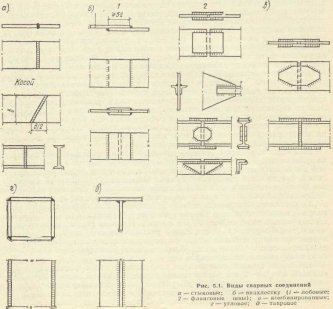
Стыковыми называют соединения, в которых элементы соединяются торцами или~кромк¥м~и~и один элемент является продолжением другого (см. рис. 5.1, а). Стыковые соединения наиболее рациональны, так как имеют наименьшую концентрацию напряжений при передаче усилий, отличаются экономичностью и удобны для контроля. Толщина свариваемых элементов в соединениях такого вида почти не ограничена. Стыковое соединение листового металла может быть сделано прямым или косым швом. Стыковые соединения профильного металла применяются реже, так как затруднена обработка их кромок под сварку.
Соединениями внахлестку называются такие, в которых поверхности свариваемых элементов частично находят друг на друга (см. рис. 5.1,6). Эти соединения широко применяют при сварке листовых конструкций из стали небольшой толщины (2—5 мм), в решетчатых и некоторых других видах конструкций. Разновидностью соединений внахлестку являются соединения
с накладками, которые применяют для соединения элементов из профильного металла и для усиления стыков.
Иногда стыковое соединение профильного металла усиливают накладками, и тогда оно называется комбинированным (см. рис. 5.1, в).
Соединения внахлестку и с накладками отличаются простотой обработки элементов под сварку, но по расходу металла они менее экономичны, чем стыковые. Кроме того, эти соединения вызывают резкую концентрацию напряжений, из-за чего они нежелательны в конструкциях, подвергающихся действию переменных или динамических нагрузок и работающих при низкой температуре.
Угловыми называют соединения, в которых свариваемые элементы расположены под углом (см. рис. 5.1,г).
Тавровые соединения (соединения впритык) отличаются от угловых тем, что в них торец одного элемента приваривается к поверхности другого элемента (см. рис. 5.1, д). Угловые и тавровые соединения выполняются угловыми швами, широко применяются в конструкциях и отличаются простотой исполнения, высокой прочностью и экономичностью.
В ответственных конструкциях, в тавровых соединениях (например, в швах присоединения верхнего пояса подкрановой балки к стенке) желательно полное проплавление соединяемых элементов.
26 Расчет соединений, выполненных с помощью угловых швов.
Угловыми швами выполняются соединения внахлестку, и они могут быть как фланговыми, так и лобовыми.
Фланговые швы, расположенные по кромкам прикрепляемого элемента параллельно действующему усилию, вызывают большую неравномерность распределения напряжений по ширине соединения. Неравномерно работают они и по длине, так как помимо непосредственной передачи усилия с элемента на элемент концы шва испытывают дополнительные усилия вследствие разной напряженности и неодинаковых деформаций соединяемых элементов в области шва (рис. 5.11,а).
Неравномерность работы шва по длине заставляет ограничивать расчетную длину шва на величину не менее 4йш, или 40 мм и не более 85р&ш (за исключением швов, в которых усилие возникает на всем протяжении шва, например поясные швы в балках).
Таким образом фланговый шов, сильно меняющий силовой поток, вызывает значительную неравномерность распределения напряжений в соединении. В соответствии с характером передачи усилий фланговые швы работают одновременно на срез и изгиб. Разрушение шва обычно начинается с конца и может происходить как по металлу шва, так и по основному металлу на границе его сплавления с металлом шва, особенно если наплавленный металл прочнее основного.
Лобовые швы передают усилия равномерно по ширине элемента, но крайне неравномерно по толщине шва вследствие резкого искривления силового потока при переходе усилия с одного элемента на другой (рис. 5.12). Особенно велики напряжения в корне шва. Уменьшение концентрации напряжений в соединении может быть достигнуто плавным примыканием привариваемой детали, механической обработкой (сглаживанием) поверхности шва и конца накладки, увеличением пологости шва (например, шов с соотношением катетов 1 : 1,5), применением вогнутого шва и увеличением глубины п-роплавления (рис. 5.13).
Эти приемы уменьшения концентрации напряжений в соединении особенно желательно применять в конструкциях, работающих на переменные нагрузки и при низкой температуре.
Разрушение лобовых швов от совместного действия осевых, изгиб-ных и срезывающих напряжений, возникающих при работе соединения
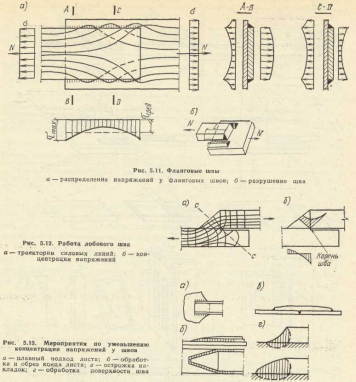
происходит аналогично фланговым швам по двум сечениям.
Ввиду сложности действительной работы угловых швов расчет их носит условный характер и хорошо подтвержден экспериментальными данными. Они рассчитываются независимо от ориентации шва по отно шению к действующему усилию (фланговые и лобовые); усилие прини мается равномерно распределенным вдоль шва и рассматривается воз можность разрушения шва от условного среза по одному из двух Сече ний (рис. 5.14,а).

• По металлу шва (сечение 1, рис. 5.14, а)
 .
(5.6)
.
(5.6)
По основному металлу по границе его сплавления с металлом шва (сечение 2, рис. 5.14,а)
 (5.7)
(5.7)
где —катет
шва; ßш
и ßс—коэффициенты
глубины проплавленйя шва, принимаемые
в зависимости от вида сварки и положения
шва для сталей с пределом текучести
σt<580
МПа (табл. .5.3); 1ш
— расчетная
длина шва,.принимаемая меньше его
фактической длины на 10 мм за счет
непровара и кратера на концах шва;
—катет
шва; ßш
и ßс—коэффициенты
глубины проплавленйя шва, принимаемые
в зависимости от вида сварки и положения
шва для сталей с пределом текучести
σt<580
МПа (табл. .5.3); 1ш
— расчетная
длина шва,.принимаемая меньше его
фактической длины на 10 мм за счет
непровара и кратера на концах шва;
 и
и
 — коэффициенты
условий работы сварного соединения,
равные 1 для соединений, работающих при
отрицательной температуре более—40
Г'С;
при К.—40°
см. СНиП (в
учебнике они равны;
I);
— коэффициенты
условий работы сварного соединения,
равные 1 для соединений, работающих при
отрицательной температуре более—40
Г'С;
при К.—40°
см. СНиП (в
учебнике они равны;
I); —расчетное
сопротивление срезу (условному) металла
шва
(см. табл. 5.1);
—расчетное
сопротивление срезу (условному) металла
шва
(см. табл. 5.1); —расчетное
сопротивление срезу (условному) металла
границ»
сплавления шва, принимаемое
равным 0,45
—расчетное
сопротивление срезу (условному) металла
границ»
сплавления шва, принимаемое
равным 0,45 (прил. 4).
(прил. 4).
При
расчете следует предварительно
определить, какая из двух проверок—
по металлу шва или по металлу границы
сплавления —будет иметь решающее'
значение, для чего надо сравнить
произведения и
и ;
меньшее из них будет иметь решающее
значение.
;
меньшее из них будет иметь решающее
значение.
Часто удобнее определять необходимую длину швов, задаваясь их
ТОЛЩИНОЙ kш:
 ,(5.8)
,(5.8)
где — меньшее
из значений
— меньшее
из значений
 или
или

В соединениях (рис. 5.14,6 и в) обычно толщину швов kш задают равной меньшей из толщин соединяемых элементов, а расчетная длина швов соединения равна сумме расчетных длин двух швов.
Если /ш, полученное по формуле (5.8), превышает допустимую расчетную длину шва в 85ßkш, то приходится определять уже не длину, а толщину шва kш исходя из его возможной расчетной длины:
 (5.8а)
(5.8а)
При действии силы на «фасонку», прикрепленную двумя угловыми швами к элементу (рис. 5.14,г), на швы будут действовать сдвигающая сила и изгибающий момент. Напряжения от силы сдвига и момента, действующие на одну площадку, но в перпендикулярных направлениях должны геометрически суммироваться.
По
металлу шва
По металлу границы сплавления

 (5-
10)
(5-
10)
При прикреплении угловыми швами несимметричных профилей,, например уголков (рис. 5.15), желательно, чтобы линия действия усилия проходила через центр тяжести соединения, т. е. площади швов должны
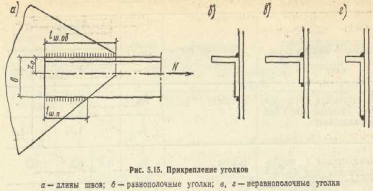
быть распределены обратно пропорционально расстояниям от шва до оси элемента.
Таким образом, при общей требуемой площади швов
 (5-11)
(5-11)
Площадь большего шва на «обушке» уголка
 (5.12)
(5.12)
Площадь меньшего шва на «пере» уголка
 (5.13)
(5.13)
При
равных толщинах швов по «перу» и «обушку»
уголка соотношение площадей отвечает
соотношению длин швов. Для равнополочных
уголков
(рис. 5.15,б ,
для неравнополочных (рис. 5.15,в,г)
— соответственно
,
для неравнополочных (рис. 5.15,в,г)
— соответственно
 и
и