

7.4 Расчет размеров коллектора.
Исходя
из принятого соотношения
![]()
Нашли
суммарную площадь сечения двустороннего
коллектора
![]() см2
и его размер а=20мм.
см2
и его размер а=20мм.
РАСЧЕТ ЛИТНИКОВОЙ СИСТЕМЫ НЕ НУЖЕН
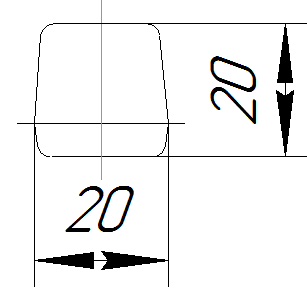
Рисунок 4 – Поперечное сечение коллектора
7.5 Расчет размеров питателей.
Учитывая, что количество питателей n=6, находим площаль одного питателя (50) [2, 125]:
![]()
Толщину
питателей принимаем равной
![]() по условию (25) [2,68].
по условию (25) [2,68].
Ширина питателя с=15 мм

Рисунок 5 – Поперечное сечение питателя
7.6 Разработка чертежа отливки
Чертеж отливки выполняется на основании чертежа элементов литейной формы. Он должен содержать технические требования и все данные, необходимые для изготовления, контроля и приемки отливки.
При вычерчивании отливки все припуски и допуски учитывают с указанием их величины, в соответствие с ГОСТ 26645-85.
Внутренний контур обрабатываемых поверхностей, а также отверстий, впадин и выточек, не выполняемых в литье, вычерчивают сплошной тонкой линией. Остатки питателей, выпоров, стояков и прибылей, если они не удаляются полностью в литейном цехе, вычерчивают тонкой линией. При обрезке резцом, дисковой фрезой, пилой и т.д. линию реза выполняют сплошной тонкой линией; при огневой резке – сплошной волнистой линией.
7. Конструирование модели
7.1 Определение контура рабочей поверхности модели и её размеров
Рабочий контур модели соответствует контуру детали с учетом припусков и напусков.
Размер модели складывается из соответствующего размера детали, размера припуска на механическую обработку, величины усадки сплава и величины допуска. На вертикальные стенки назначаются формовочные уклоны не более 2°. Они предназначены для облегчения извлечения модели из формы.
7.2 Выбор материала модели
В разрабатываемом технологическом процессе применяется металлическая модель, так как она обладает рядом преимуществ: долговечность, точность размеров, небольшая шероховатость рабочих поверхностей и отсутствие деформации.
Изготовим модель из алюминиевого сплава АК9ч ГОСТ 1583-93, который обеспечивает около 100 000 съемов.
7.3 Конструкция элементов фиксации и крепления
Крепление моделей к плите чаще всего осуществляется с помощью болтов и винтов. В данном случае используются винты ГОСТ 17475-79, а так же дополнительно фиксируется штифтами.
8. Технология изготовления и сборка полуформ
8.1 Выбор опоки
Размеры опок определяются габаритами модели, расположением литниковой системы, необходимым расстоянием между ними и стенками опок.
Эти расстояния надо делать, возможно меньше, но они должны быть достаточными, чтобы обеспечить сопротивление формы продавливанию или прорыву ее металлом в плоскости разъема. Исходя из всего вышесказанного для формовки двух моделей выбраны прямоугольные опоки по ГОСТ 14985-69. Центрирование опок будет применяться на штырь. Высота верхней опоки Н=200 мм, нижней – 200 мм, размер L=1120 мм, размер B=680 мм, (рис.4)
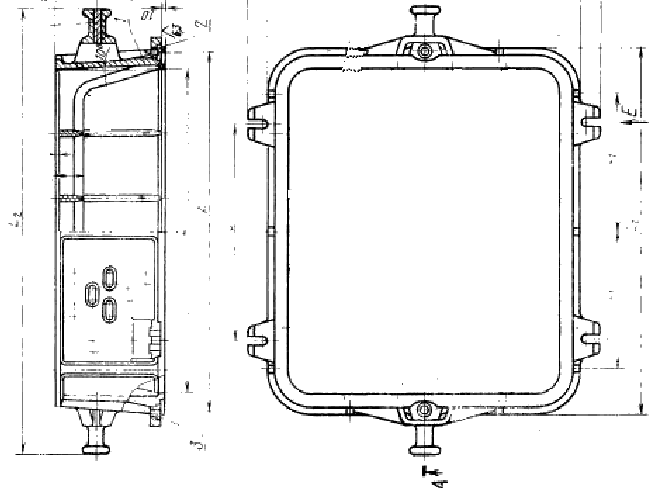
Рисунок 6 - Опока
8.2 Формовочная смесь
Все магниевые сплавы в жидком состояние активно взаимодействуют с формой, поэтому кварцевые или полужирные пески и глины должны отчищаться от угля, торфа, других материалов органического происхождения. Поэтому для сохранения физических и технологических свойств формовочных и стержневых смесей необходимо:
1) просушивать, просеивать и охлаждать кварцевые пески до температуры не выше 30°С;
2) просеивать полужирные формовочные пески через сито с размером ячеек 6-10 мм;
3) применять бентонит и глины в виде готовых порошков с размерами частиц не крупнее 50 мкм или в виде суспензий определенной концентрации.
Формовочная смесь «Ф-Э» для магниевого литья приготавливается в смешивающих бегунах модели 1А12.
Исходными материалами служит:
1. Отработанная формовочная смесь «Ф-Э»
2. Жирный песок марки Ж2016 или Ж201 ГОСТ 2138-91.
3. Кварцевый песок марки 5К30403 ГОСТ 2138-91.
4. Глина формовочная бентонитовая (раствор бентонитовой эмульсии) марки П1Т2, П1Т3 ГОСТ 28177-89
5. Присадка ВМ или ВМ-У (упакованные в полиэтиленовые мешки)
ТУ 48-5-22-82; ТУ1-595-24-675-2002; ТУ1-595-24-763-2003.
5.1. Присадка ВМ и ВМ-У – физическая смесь борной кислоты, карбамида (мочевины) и неофелинового коагулянта.
5.2. Состав присадки ВМ или ВМ-У (для сведения)
- карбамид технический (мочевина) – 58-62%;
- борная кислота – 13-17%;
- неофелиновый коагулянт – 15-19%.
Состав формовочной смеси «Ф-Э»:
Отработанная формовочная смесь 93-95% 600 кг
Освежающая смесь 5-7% 30-40 кг
Жирный песок 70%,
Кварцевый песок 30%,
Присадка ВМ или «ВМ-У»
- обычная -5,2 - 6,5% - 5 - 10кг
- двойная -6,5 – 7,5% - 10 – 18кг
Раствор бентонитовой эмульсии 5 – 10 л
Карбамид (мочевина) технический не более 10-15% от веса присадки
Вода до требуемой влажности по инструкции.
Контроль смеси
Контроль формовочной смеси «Ф-Э» в сыром состоянии производить не реже, чем через 10 замесов.
Формовочная смесь должна иметь следующие параметры:
2.1. Газопроницаемость не ниже 70 см3/мин
2.2. Прочность на сжатие 0,5 – 0,8 кгс/см2
2.3. Влажность 2 – 3,5%
2.4. Присадка «ВМ» или «ВМ-У» обычная 5,2 – 6,5%
двойная 6,5 – 7,5%
2.5. Содержание глины 11 – 14%.
Для отливки с большой высотой согласно ГОСТ 10136-62 в формовочную смесь необходимо добавлять смесь диэтиленгликоля, которая предупреждает осыпание формы. Влажность регулируется присадкой «ВМ», при увеличении присадки влажность смеси необходимо поддерживать на нижнем уровне.