

Условное обозначение покрытых электродов по стандартам рф
Условное обозначение покрытых электродов для ручной дуговой сварки или наплавке регламентируется следующими стандартами:
ГОСТ 9466-75 «Электроды покрытые для ручной дуговой сварки и наплавки. Классификация и общие технические условия»;
ГОСТ 9467-75 «Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей»;
ГОСТ 10052-75 «Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами»;
ГОСТ 10051-75 «Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами».
Структура условного обозначения электрода по ГОСТ 9466-75 приведена на схеме:
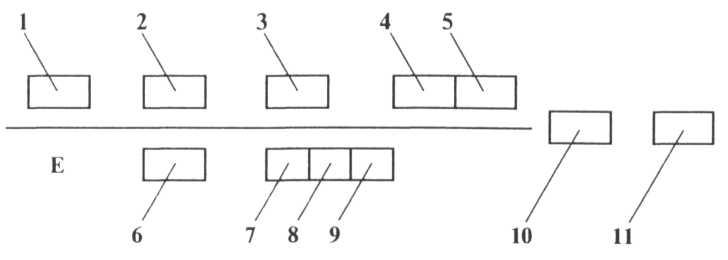
В структуру условного обозначения электрода включены следующие позиции:
1 – тип электрода. Различают следующие типы электродов:
а) для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 490 МПа (50 кгс/мм2) - Э38, Э42, Э46, Э50;
б) для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 490 МПа(50 кгс/мм2), когда к металлу сварных швов предъявляются повышенные требования по пластичности и ударной вязкости – Э42А,Э46А, Э50А;
в) для сварки углеродистых и низколегированных сталей с временным сопротивлением разрыву от 490 МПа (50 кгс/мм2) до 588 МПа(60 кгс/мм2) - Э55, Э60;
г) для сварки легированных конструкционных сталей повышенной и высокой прочности с временным сопротивлением разрыву588 МПа (60 кгс/мм2) - Э70, Э85, Э100, Э125, Э150;
д) для сварки теплоустойчивых сталей – Э-09М, Э-09МХ,Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ,Э-10ХЗМ1БФ, Э-10Х5МФ;
е) для сварки высоколегированных сталей с особыми свойствами –Э-12Х13, Э-06Х13Н, Э10Х17Т, Э-12ХИНМФ, Э-12Х1ШВМФ и др.;
ж) для наплавки поверхностных слоев с особыми свойствами –Э10Г2, Э-10ГЗ, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ и др.
Обозначение типа электродов для конструкционных сталей (п. 1а, б, в, г) состоит из:
индекса Э – электрод для ручной дуговой сварки и наплавки, цифр, следующих за индексом, указывающих величину временного сопротивления разрыву в кгс/мм2,
индекса А, указывающего на повышенные требования по пластичности и ударной вязкости, предъявляемые к металлу шва и наплавленного слоя.
Показатели механических свойств металла шва и наплавленного металла для электродов разных типов для конструкционных сталей приведены в табл. П1.
Обозначение типа электродов по п. 1 д, е, ж состоит из:
индекса Э – электрод для ручной дуговой сварки и наплавки,
цифры, следующие за индексом, указывают среднее содержание углерода в наплавленном металле в сотых долях процента,
буквы и цифры, следующие далее, определяют содержание химических элементов в процентах. Порядок расположения буквенных обозначений химических элементов определяется уменьшением среднего содержания соответствующих элементов в наплавленном металле. При среднем содержании основного химического элемента в наплавленном металле менее 1,5% число за буквенным обозначением химического элемента не указывается. При среднем содержании в наплавленном металле кремния до 0,8% и марганца до 1,0% буквы С и Г не проставлены.
2 – марка электрода, присвоенная разработчикомКаждому типу электрода может соответствовать одна или несколько марок.
3 – диаметр электрода, мм.
Электроды для ручной дуговой сварки выпускаются следующих геометрических размеров (табл. П2):
Таблица П1
Показатели механических свойств металла шва и наплавленного металла для электродов разных типов
для конструкционных сталей
|
Тип |
Механические свойства при нормальной температуре |
Содержание в | |||||
|
Металла шва или наплавленного металла |
Сварного соединения» выполненного электродами диаметром менее 3 мм |
наплавленном металле, % | |||||
|
|
в, МПа (кгс/мм2) |
, % |
ан, KCV Дж/см2 (кгс*м/см2) |
в, МПа (кгс/мм2) |
Угол загиба, град. |
S |
Р |
|
Э38 |
372 (38) |
14 |
29(3) |
372 (38) |
60 |
0,040 |
0,045 |
|
Э42 |
412(42) |
18 |
78(8) |
412(42) |
150 | ||
|
Э46 |
451 (46) |
18 |
78(8) |
451 (46) |
150 | ||
|
Э50 |
490 (50) |
16 |
69(7) |
490 (50) |
120 | ||
|
Э42А |
412(42) |
22 |
147(15) |
412(42) |
180 |
0,030 |
0,035 |
|
Э46А |
451 (46) |
22 |
137(14) |
451 (46) |
180 | ||
|
Э50А |
490 (50) |
20 |
128(13) |
490 (50) |
150 | ||
|
Э55 |
539 (55) |
20 |
118(12) |
539 (55) |
150 | ||
|
Э60 |
588 (60) |
18 |
98(10) |
588 (60) |
120 | ||
|
Э70 |
686 (70) |
14 |
59(6) |
– |
– | ||
|
Э85 |
833 (85) |
12 |
49(5) |
– |
– | ||
|
Э 100 |
980(100) |
10 |
49(5) |
– |
– | ||
|
Э 125 |
1225(125) |
8 |
39(4) |
– |
– | ||
|
Э 150 |
1470(150) |
6 |
39(4) |
– |
– | ||
Примечания: 1. Для электродов типов Э38, Э42, Э46, Э50,Э42А, Э46А, Э50А, Э55,Э60приведенные в таблице значения механических свойств, установлены для металла шва и наплавленного металла в состоянии после сварки (без термической обработки).
2. Для Э70, Э85, Э100, Э125, Э150 приведенные в таблице значения механических свойств, установлены для металла шва и наплавленного металла в состоянии после термической обработки по режимам, регламентированным стандартами или техническими условиями на электрод конкретной марки. Механические свойства металла шва и наплавленного металла в состоянии после сварки должны соответствовать требованиям стандартов или технических условий на электрод конкретной марки.
3. Показатели механических свойств сварного соединения выполненного электродами диаметром менее 3 мм для типов Э70, Э80, Э100, Э125, Э150 должны соответствовать техническим условиям или стандартам на конкретную марку электрода.
Таблица П2
Геометрические размеры электродов для ручной дуговой сварки
|
Номинальный диаметр электрода, определяемый диаметром стержня, мм |
Номинальная длина электрода (пред.откл. ±3) со стержнем из сварочной проволоки L, мм |
Длина зачищенного от покрытия конца электрода1 (пред.откл. ±5), мм | |
|
Низколегированные или легированные |
Высоколегированные | ||
|
1,6 |
200 250 |
150 200 250 |
20 |
|
2,0 |
250 (300) |
200 250 (300) |
20 |
|
2,5 |
250 300 (350) |
250 (300) |
20 |
|
3,0 |
300 350 (450) |
300 (350) |
25 |
|
4,0 |
350 450 |
350 (450) |
|
|
5,0 6,0 |
450 |
350 450 |
|
|
8,0 |
450 |
350 |
25 |
|
10,0 |
|
450 |
30 |
|
12,0 |
|
| |
Примечания: 1. Размеры, указанные в скобках, применять не рекомендуется.
Допускается изготавливать электроды номинальным диаметром 3,15; 3,25;6,3 и 12,5 мм.
По соглашению изготовителя с потребителем может быть установлена иная длина электрода.
4 – назначение электрода. По назначению электроды подразделяются:
для сварки углеродистых и низколегированных сталей с временным сопротивлением разрыву до 588 МПа (60 кгс/мм2) - маркируются буквой У;
для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 588 МПа (60 кгс/мм2) – маркируются буквой Л;
для сварки легированных теплоустойчивых сталей – маркируются буквой Т;
для сварки высоколегированных сталей с особыми свойствами – маркируются буквой В;
для наплавки поверхностных слоев с особыми свойствами –маркируются буквой Н.
5 – коэффициент толщины покрытия. По толщине покрытия в зависимости от отношения D/d (D – диаметр покрытия электрода, d – диаметр электродного стержня) электроды подразделяются на следующие группы:
с тонким покрытием (D/d < 1,2 ) - маркируются буквой М;
со средним покрытием (1,2 < D/d < 1,45) – маркируются буквой С;
с толстым покрытием (1,45 < D/d < 1,8) – маркируются буквой Д;
с особо толстым покрытием (D/d> 1,8) – маркируются буквой Г.
6 – группа индексов, указывающих характеристики наплавленного металла или металла шва в зависимости от назначения электрода может быть следующих видов:
1. Для электродов, применяемых для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм2 (п. 1а, б, в), группа индексов устанавливается согласно табл. П3.
Таблица П3
Группы индексов для электродов, применяемых для сварки углеродистых и низколегированных конструкционных сталей
с временным сопротивлением разрыву до 60 кгс/мм2
|
Группа индексов |
Минимальное значение показателей механических свойств наплавленного металла и металла шва при нормальной температуре |
Минимальная температура, при которой ударная вязкость не менее 34 Дж/см2 (3,5 кгс*м/см2) Тх | ||
|
Временное сопротивление разрыву |
Относительное удлинение 5, | |||
|
|
МПа |
кгс/мм2 |
% |
°С |
|
I |
2 |
3 |
4 |
5 |
|
37 0 |
370 |
38 |
При любом значении |
При любом значении |
|
41 0 |
410 |
42 |
Менее 20 |
Не регламентирована |
|
41 1 |
410 |
42 |
20 |
+20 |
|
41 2 |
410 |
42 |
22 |
0 |
|
41 3 |
410 |
42 |
24 |
-20 |
|
41 4 |
410 |
42 |
24 |
-30 |
|
41 5 |
410 |
' 42 |
24 |
-40 |
|
41 6 |
410 |
42 |
24 |
-50 |
|
41 7 |
410 |
42 |
24 |
-60 |
|
43 0 |
430 |
44 |
Менее 20 |
Не регламентирована |
|
43 1 |
430 |
44 |
20 |
+20 |
|
43 2 |
430 |
44 |
22 |
0 |
|
43 3 |
430 |
44 |
24 |
-20 |
|
43 4 |
430 |
44 |
24 |
-30 |
|
43 5 |
430 |
44 |
24 |
-40 |
Продолжение табл. П3
|
1 |
2 |
3 |
4 |
5 |
|
43 6 |
430 |
44 |
24 |
-50 |
|
43 7 |
430 |
44 |
24 |
-60 |
|
51 0 |
510 |
52 |
Менее 18 |
Не регламентирована |
|
51 1 |
510 |
52 |
18 |
+20 |
|
51 2 |
510 |
52 |
18 |
0 |
|
51 3 |
510 |
52 |
20 |
-20 |
|
51 4 |
510 |
52 |
20 |
-30 |
|
51 5 |
510 |
52 |
20 |
-40 |
|
51 6 |
510 |
52 |
20 |
-50 |
|
51 7 |
510 |
52 |
20 |
-60 |
Примечание. В группе индексов первые два указывают минимальное временное сопротивление разрыву в в кгс/мм2, а третий одновременно 5 и Tх. Если 5 и Tх соответствует различным индексам, то третий индекс устанавливает только минимальное значение 5, а в группу индексов вводится, указываемый в скобках четвертый дополнительный индекс, характеризующий Тх.
2. В условном обозначении электродов для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 588 МПа (60 кгс/мм2) — (п. 1г) группа индексов, обозначающих характеристики наплавленного металла и металла шва, указывает среднее содержание основных легируюших элементов в наплавленном металле, а также минимальную температуру, при которой ударная вязкость металла шва и наплавленного металла при испытании образцов типа IX по ГОСТ 6996-66 составляет не менее 34 Дж/см2 (3,5 кгс·м/см2) и должна включать:
а) первый индекс двузначного числа соответствует среднему содержанию углерода в наплавленном металле в сотых долях процента;
б) последующие индексы, каждый из которых состоит из буквенного обозначения соответствующего основного химического элементаи стоящего за ним числа, показывает среднее содержание этого элемента в наплавленном металле в процентах (с погрешностью до 1%);
в) последний индекс, характеризующий минимальную температуру, при которой ударная вязкость металла шва и наплавленного металла при испытании образцов типа IX по ГОСТ 6996-66 составляет не менее 34 Дж/см2 (3,5 кгс-м/см2) согласно табл. П4.
Таблица П4
Минимальная температура, при которой ударная вязкость металла шва и наплавленного металла при испытании образцов типа IX по ГОСТ 6996-66 составляет не менее 34 Дж/см2 (3,5 кгс-м/см2)
|
Минимальная температура, °С. |
Индекс |
|
Нe регламентируется |
0 |
|
+20 |
1 |
|
0 |
2 |
|
-20 |
3 |
|
-30 |
4 |
|
-40 |
5 |
|
-50 |
6 |
|
-60 |
7 |
3. В условном обозначении электродов для сварки легированных теплоустойчивых сталей (п. 1д) группа индексов, обозначающих характеристики наплавленного металла и металла шва, должна включать два индекса:
а) первый индекс аналогичен последнему (п. 2в), указывает минимальную температуру, при которой ударная вязкость металлашва и наплавленного металла при испытании образцов типа IX поГОСТ 6996-66 составляет не менее 34 Дж/см2 (3,5 кгс-м/см2) согласно табл. 1.1.4.
б) второй индекс указывает максимальную температуру, при которой регламентированы показатели длительной прочности металла шва и наплавленного металла (табл. 1.1.5).
Таблица П.5
Максимальная температура, при которой регламентированы показатели длительной прочности металла шва
и наплавленного металла
|
Максимальная температура, °С |
Индекс |
|
Не регламентированы или ниже 450°С |
0 |
|
450-465 |
1 |
|
475-485 |
2 |
|
490-505 |
3 |
|
510-525 |
4 |
|
530-545 |
5 |
|
550-565 |
6 |
|
570-585 |
7 |
|
590-600 |
8 |
|
Свыше 600 |
9 |
4. Электроды, предназначенные для сварки высоколегированных сталей с особыми свойствами (п. 1е), кодируются группой индексов состоящей из трех или четырех цифровых индексов.
Первый индекс характеризует стойкость наплавленного металла и металла шва к межкристаллитной коррозии (табл. П6).
Таблица П6
Индекс, характеризует стойкость наплавленного металла и металла шва к межкристаллитной коррозии
|
Наплавленный металл и металл сварного шва не склонен к межкристаллитной коррозии при испытании |
Индекс |
Наплавленный металл и металл сварного шва не склонен к межкристаллитной коррозии при испытании |
Индекс |
|
Данные отсутствуют |
0 |
По методу Б по ГОСТ 6032-75 |
3 |
|
По специальной методике |
1 |
По методу В или В У по ГОСТ 6032-75 |
4 |
|
По методу AM или AM У по ГОСТ 6032-75 |
2 |
По методу Д по ГОСТ 6032-75 |
5 |
Второй индекс указывает максимальную рабочую температуру, i при которой регламентированы показатели длительной прочности наплавленного металла и металла шва (табл. П7).
Таблица 1.1.7
Максимальная рабочая температура, при которой регламентированы показатели длительной прочности наплавленного металла и металла шва
|
Т, °С |
Индекс |
Т, °С |
Индекс |
|
Данные отсутствуют |
0 |
660-700 |
5 |
|
До 500 |
1 |
710-750 |
6 |
|
510-550 |
2 |
760-800 |
7 |
|
560-600 |
3 |
810-850 |
8 |
|
610-650 |
4 |
Свыше 850 |
9 |
Третий индекс указывает максимальную рабочую температуру сварных соединений, до которой допускается применение электродов при сварке жаростойких сталей (табл. П.8).
Таблица П8
|
Максимальная рабочая температура сварных соединений, при которой допускается применение электродов при сварке жаростойких сталей, °С |
Индекс |
Максимальная рабочая температура, при которой регламентированы показатели длительной прочности наплавленного металла и металла шва, °С |
Индекс |
|
Данные отсутствуют |
0 |
760-800 |
5 |
|
До 600 |
1 |
810-900 |
6 |
|
610-650 |
2 |
910-1000 |
7 |
|
660-700 |
3 |
1010-1100 |
8 |
|
710-750 |
4 |
Свыше 1100 |
9 |
Четвертый индекс указывает содержание ферритной фазы в наплавленном металле для электродов, обеспечивающих аустенито-ферритную структуру наплавленного металла (табл. П9).
Таблица П9
|
Содержание ферритнои фазы в наплавленном металле, % |
Индекс |
Содержание ферритной фазы в наплавленном металле, % |
Индекс |
|
Не нормируется |
0 |
2,0-10,0 |
5 |
|
0,5-4,0 |
1 |
4,0-10,0 |
6 |
|
2,0-4,0 |
2 |
5,0-15,0 |
7 |
|
2,0-5,5 |
3 |
10,0-20,0 |
8 |
|
2,0-8,0 |
4 |
|
|
5. Условное обозначение группы индексов, указывающих характеристики наплавленного металла, электродов для наплавки поверхностных слоев с особыми свойствами должно состоять из двух частей.
Первый индекс указывает среднюю твердость наплавленного металла (табл. П10).
Второй индекс указывает, что твердость наплавленного металла обеспечивается:
без термической обработки после наплавки – 1;
после термической обработки – 2.
Таблица П10
Индексы, указывающие среднюю твердость наплавленного металла
|
Твердость |
Индекс* |
Твердость |
Индекс* | ||
|
HV |
HRC |
HV |
HRC | ||
|
175-224 |
13-21 |
200/17 |
675-724 |
58 |
700/58 |
|
225-274 |
22-28. |
250/25 |
725-774 |
59-60 |
750/60 |
|
275-324 |
29-35 |
300/32 |
775-824 |
61 |
800/61 |
|
325-374 |
36-38 |
350/37 |
825-874 |
62-63 |
850/62 |
|
375-424 |
39-43 |
400/41 |
875-924 |
64 |
900/64 |
|
425-474 |
44-47 |
450/45 |
925-974 |
65 |
950/65 |
|
475-524 |
48 |
500/48 |
975-1024 |
66-67 |
1000/66 |
|
525-574 |
49-51 |
550/50 . |
1025-1074 |
68 |
1050/68 |
|
575-624 |
52-54 |
600/53 |
1075-1124 |
69 |
1100/69 |
|
625-b74 |
55-57 |
650/56 |
1125-1174 |
70-71 |
1150/70 |
Примечание. Слева от косой черты указывают среднюю твердость наплавленного металла но Виккерсу, справа от косой черты – по Роквеллу.
Если паспорт или технические условия на электроды конкретной марки устанавливают твердость наплавленного металла как без термической обработки после наплавки, так и после термической обработки, или после термической обработки по различным режимам, то группа индексов дополняется соответствующими парами индексов, указываемыми в скобках.
7 – обозначение вида покрытия. По виду покрытия электроды подразделяется на следующие группы:
с кислым – А;
с основным – Б;
с целлюлозным – Ц;
с рутиловым – Р. ();
с прочими видами – П.
Покрытиям смешанного типа соответствует двойное условное обозначение. При наличии в составе покрытия железного порошка в количестве более 20% к обозначению вида покрытия добавляется буква Ж.
8– обозначение допустимых пространственных положений. По допустимым пространственным положениям при сварке и наплавке электроды подразделяются:
для всех положений – 1;
для всех положений, кроме вертикального сверху вниз – 2;
для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх – 3;
для нижнего и нижнего в лодочку – 4.
9 – обозначение рода применяемого при сварке и наплавке тока, полярности постоянного тока и номинального напряжения холостого хода источника питания сварочной дуги переменного тока частотой 50 Гц. По роду и полярности применяемого при сварке или наплавке тока, а также по номинальному напряжению холостого хода, используемого источника питания сварочной дуги переменного тока электроды маркируются согласно табл. П11.
Таблица П11
Обозначение рода применяемого при сварке и наплавке тока, полярности постоянного тока и номинального напряжения холостого хода источника питания сварочной дуги переменного тока частотой 50 Гц.
|
Рекомендуемая полярность постоянного тока |
Напряжение холостого хода источника переменного тока, В |
Обозначение | |
|
Номинальный |
Предельное отклонение | ||
|
Обратная |
- |
- |
0 |
|
Любая |
50 |
±5 |
1 |
|
Прямая |
|
|
2 |
|
Обратная |
|
|
3 |
|
Любая |
70 |
±10 |
4 |
|
Прямая |
|
|
5 |
|
Обратная |
|
|
6 |
|
Любая |
90 |
±5 |
7 |
|
Прямая |
|
|
8 |
|
Обратная |
|
|
9 |
Примечание. Цифрой 0 обозначаются электроды для сварки или наплавке на постоянном токе обратной полярности.