

Федеральное агентство по образованию
Государственное образовательное учреждение высшего профессионального образования Тульский государственный университет
Кафедра оборудования и технологии сварочного и литейного производства
ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА ПРОИЗВОДСТВА
Лабораторная работа выбор покрытых электродов
для студентов очного и заочного обучения
Тула 2006г.
|
Разработали: |
А. А. Протопопов, д-р техн. наук, профессор, Л. А. Павеле, канд. техн. наук, доцент, И. П. Дубовенко, ассистент |
Содержание
Стр.
|
1.1. Цель занятия................................................................................................ |
4 |
|
1.2. Общие сведения.......................................................................................... |
4 |
|
1.2.1. Классификация покрытых электродов по ISO 2560............................. |
4 |
|
1.2.2. Классификация покрытых электродов по ISO 3580............................. |
5 |
|
1.2.3. Классификация покрытых электродов по ISO 3581............................. |
6 |
|
1.2.4. Классификация покрытых электродов по EN 499................................ |
7 |
|
1.2.5. Обозначения по EN 1599 «Покрытые стержневые электроды для ручной дуговой сварки теплоустойчивых сталей»............................................... |
8 |
|
1.2.6. EN 1600 «Покрытые электроды для ручной дуговой сварки коррозионностойких и жаропрочных сталей».................................................................. |
11 |
|
1.2.7. Классификация покрытых электродов по DIN 8555............................ |
15 |
|
1.2.8 Классификация покрытых электродов по AWS A5.1............................ |
16 |
|
1.3. Лабораторное оборудование, материалы................................................. |
16 |
|
1.4. Порядок выполнения работы..................................................................... |
17 |
|
1.5. Указания по оформлению отчета.............................................................. |
17 |
|
1.6. Контрольные вопросы, темы и разделы................................................... |
17 |
|
1.7. Библиографический список....................................................................... |
18 |
|
Приложение 1. Таблицы соответствия покрытых электродов для ручной дуговой сварки, обозначаемых по различным стандартам........................... |
19 |
|
Приложение 2. Условное обозначение покрытых электродов по стандартам РФ........................................................................................................ |
24 |
1.1. Цель занятия
Ознакомление с обозначениями покрытых электродов в соответствии с европейскими нормами и приобретение навыков выбора необходимой марки стали.
1.2. Общие сведения
1.2.1. Классификация покрытых электродов по ISO 2560
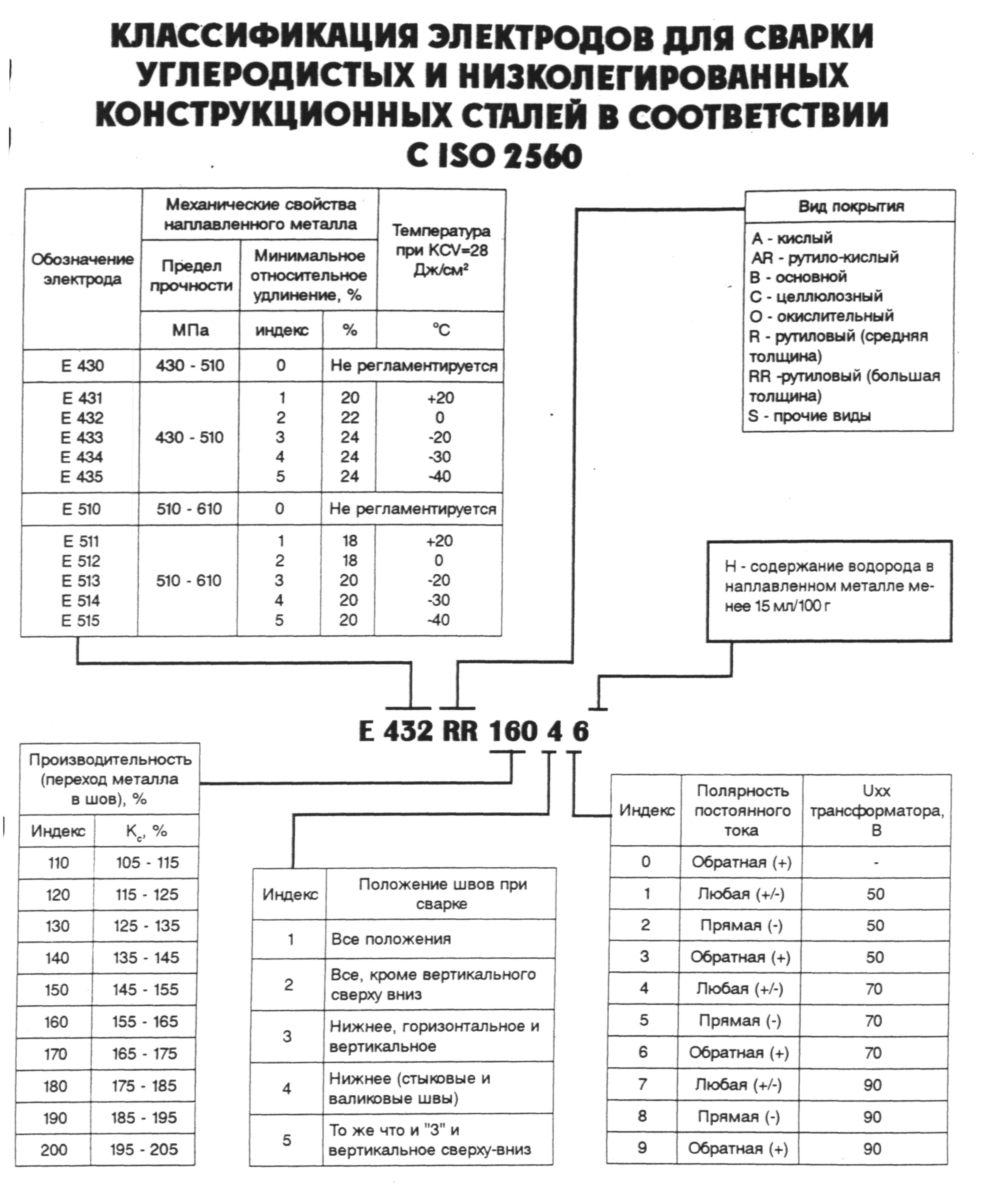
Примечание. Ke – отношение массы израсходованного электродного материала к массе наплавленного металла.
1.2.2. Классификация покрытых электродов по ISO 3580

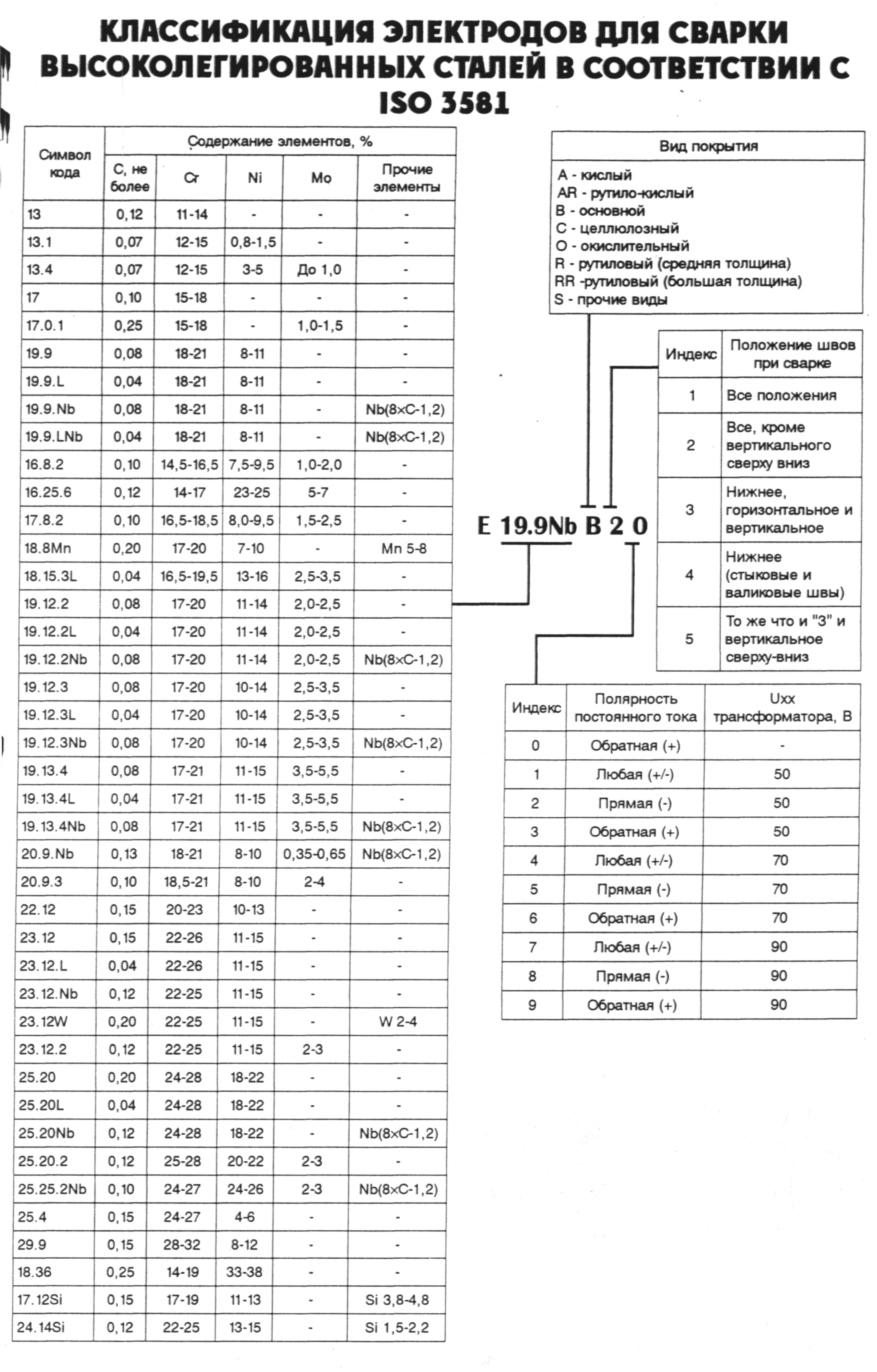
1.2.3. Классификация покрытых электродов по ISO 3581
1.2.4. Классификация покрытых электродов по EN 499
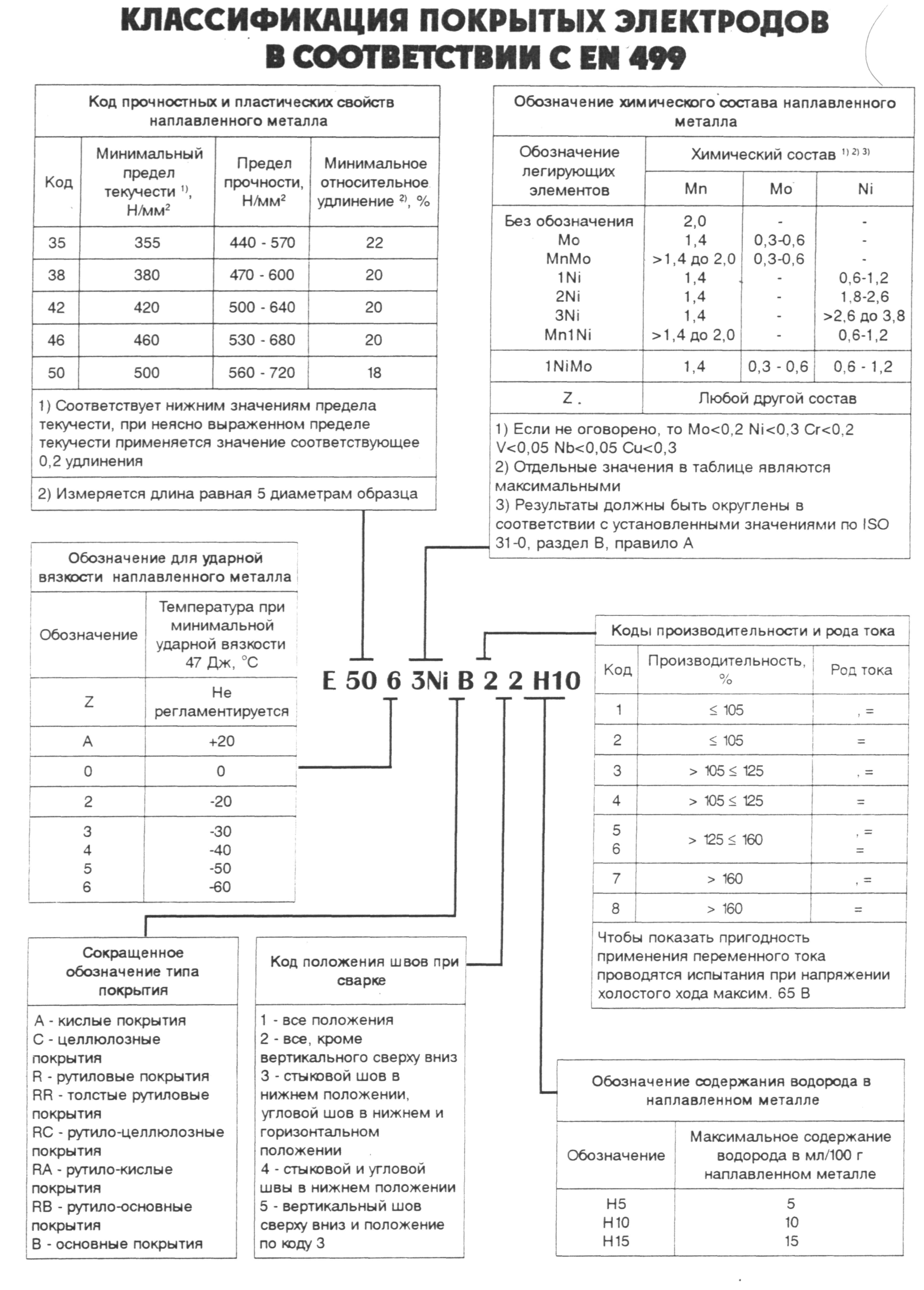
Примечание. Производительность в % – отношение массы израсходованного электродного материала к массе наплавленного металла.
1.2.5. Обозначения по EN 1599 «Покрытые стержневые электроды
для ручной дуговой сварки теплоустойчивых сталей».
Схема условного обозначения покрытых электродов представлена на схеме:

Условное обозначение электрода включает в себя следующие позиции:
1 – обозначение для изделия / процесса
Обозначение покрытого электрода, применяемого для ручной дуговой сварки – буква Е.
2 – обозначение химического состава неразбавленного наплавленного металла (табл. 1)Для теплоустойчивых сталей вторая позиция в коде условного обозначения характеризует химический состав наплавленного металла.
Таблица 1
Обозначение химического состава неразбавленного наплавленного металла
|
Обозначение электрода |
Химический состав1, 2, 3, | ||||||||
|
С |
Si |
Мп |
Р |
S |
Сг |
Мо |
V |
Прочие | |
|
Мо |
0,10 |
0,80 |
0,40-1,50 3 |
0,030 |
0,025 |
– |
0,40-0,70 |
– |
– |
|
MoV |
0,03-0,12 |
0,80 |
0,40-1,50 |
0,030 |
0,025 |
0,30-0,60 |
0,80-1,20 |
0,25-0,60 |
– |
|
СгМоО,5 |
0,05-0,12 |
0,80 |
0,40-1,50 |
0,030 |
0,025 |
0,40-0,65 |
0,40-0,65 |
– |
– |
|
CrMoI |
0,05-0,12 |
0,80 |
0,40-1,50 3 |
0,030 |
0,025 |
0,90-1,40 |
0,45-0,70 |
– |
– |
|
CrMolL |
0,05 |
0,80 |
0,40-1,50 3 |
0,030 |
0,025 |
0,90-1,40 |
0,45-0,70 |
– |
– |
|
CrMoVI |
0,05-0,15 |
0,80 |
0,70-1,50 |
0,030 |
0,025 |
0,90-1,30 |
0,90-1,30 |
0,10-0,35 |
– |
|
CrMo2 |
0,05-0,12 |
0,80 |
0,40-1,30 |
0,030 |
0,025 |
2,0-2,6 |
0,90-1,30 |
– |
– |
|
CrMo2L |
0,05 |
0,80 |
0,40-1,30 |
0,030 |
0,025 |
2,0-2,6 |
0,90-1,30 |
– |
– |
|
СгМо5 |
0,03-0,12 |
0,80 |
0,40-1,50 |
0,030 |
0,025 |
4,0-6,0 |
0,40-0,70 |
– |
– |
|
CrMo9 |
0,03-0,12 |
0,80 |
0,40-1,30 |
0,030 |
0,025 |
8,0-10,0 |
0,90-1,20 |
0,15 |
Ni 1,0 |
|
СгМо91 |
0,06-0,12 |
0,80 |
0,40-1,50 |
0,030 |
0,025 |
8,0-10,5 |
0,80-1,20 |
0,15-0,30 |
Ni 0,4-1,0 Nb 0,03-0,1 N 0,02-0,07 |
|
CrMoWV12 |
0,15-0,22 |
0,80 |
0,40-1,30 |
0,030 |
0,025 |
10,0-12,0 |
0,80-1,20 |
0,20-0,40 |
Ni 0,8 W 0,4-0,6 |
|
Z |
Любые другие соответствующие составы | ||||||||
Примечания: 1 He обозначаются Ni < 0,3%, Cu < 0,3%, V < 0,03%, Nb < 0,01%,Cr < 0,2%.
2 Единичные значения содержания элементов, приведенные в таблице, показывают их максимальное содержание.
3 Мn в количестве от 0,4 до 0,9% соответствует электродам с рутиловым покрытием, Мn – от 0,7 до 1,5% для электродов с основным покрытием.
Показатели механических свойств наплавленного металла, приведенные в табл. 2, даны в стандарте справочно и в кодировку электродов для сварки теплоустойчивых сталей не включаются.
Таблица 2
Справочные показатели механических свойств наплавленного металла
|
Обозначение электрода |
Предел текучести. Н/мм5 |
Предел прочности, Н/мм1 |
Относит, удлинение, % |
Энергия удара при+20°С |
Термическая обработка наплавленного металла | |||
|
Предшествующий или сопутствующий подогрев, вС |
Послесварочная термическая обработка | |||||||
|
Среднее знач. |
Миним. единич. знач. |
Температура1, °С |
Время2, мин. | |||||
|
Мо |
355 |
510 |
22 |
47 |
38 |
<200 |
570-620 |
60 |
|
MoV |
355 |
510 |
18 |
47 |
38 |
200-300 |
690-730 |
60 |
|
СгМоО,5 |
355 |
510 |
22 |
47 |
1 38 |
100-200 |
600-650 |
60 |
|
CrMol |
355 |
510 |
20 |
47 |
38 |
150-250 |
660-700 |
60 |
|
CrMolL |
355 |
510 |
20 |
47 |
38 |
150-250 |
660-700 |
60 |
|
CrMoVl |
435 |
590 |
15 |
24 |
19 |
200-300 |
680-730 |
60 |
|
СгМо2 |
400 |
500 |
18 |
47 |
38 |
200-300 |
690-750 |
60 |
|
CrMo2L |
400 |
500 |
18 |
47 |
38 |
200-300 |
690-750 |
60 |
|
СгМо5 |
400 |
590 |
17 |
47 |
38 |
200-300 |
730-760 |
60 |
|
CrMo9 |
435 |
590 |
18 |
34 |
27 |
200-300 |
740-780 |
60 |
|
СгМо91 |
415 |
585 |
17 |
47 |
38 |
200-300 |
750-770 |
120-180 |
|
CrMoWV12 |
550 |
690 |
15 |
34 |
27 |
250-350 э или 400-500 J |
740-780 |
120 |
Примечания: 1 Образец охлаждается в печи до 300 °С со скоростью охлаждения не быстрее 200°/ч.
2±10 мин.
3 Непосредственно после сварки образец охлаждается до температуры 120-100°С и выдерживается при этой, температуре в течении 1 часа.
3 – обозначение типа электродного покрытия. Стандарт определяет следующие типы электродного покрытия:
R – рутиловое покрытие;
В – основное покрытие.
4. Обозначение производительности электрода и рода тока (табл. 3)
Таблица 3
Обозначение производительности электрода и рода тока
|
Обозначение |
Производительность, % |
Род тока1 |
|
1 |
105 |
Постоянный и переменный |
|
2 |
105 |
Постоянный. |
|
3 |
>105 125 |
Постоянный и переменный |
|
4 |
>105 125 |
Постоянный. |
Примечание: 1 При использовании переменного тока напряжение холостого хода должно составлять не менее 65В.
5 – положения при сварке (швов). Положения при сварке, которые рекомендуются для данного электрода условно обозначаются однозначной цифрой:
1 – все положения;
2 – все положения, кроме вертикального сверху вниз;
3 – нижний стыковой шов, нижний в лодочку, угловой шов между вертикальной и горизонтальной поверхностями;
4 – нижний стыковой шов, нижний в лодочку;
5 – те же положения, что и обозначенные цифрой 3. Рекомендуется для вертикального положения сверху вниз.
6 – обозначение для содержания водорода в металле сварного шва. Обозначения по табл. 4 показывают содержание водорода, которое определяется в металле сварного шва выполненного электродами диаметром 4 мм по ISO 3690. Сила тока составляет 90% от наивысшего, рекомендуемого изготовителем значения.
Таблица 4
Обозначение содержания водорода
|
Код |
Содержание водорода в мл на 100 г. металла сварного шва, max |
|
H5 |
5 |
|
H10 |
10 |