

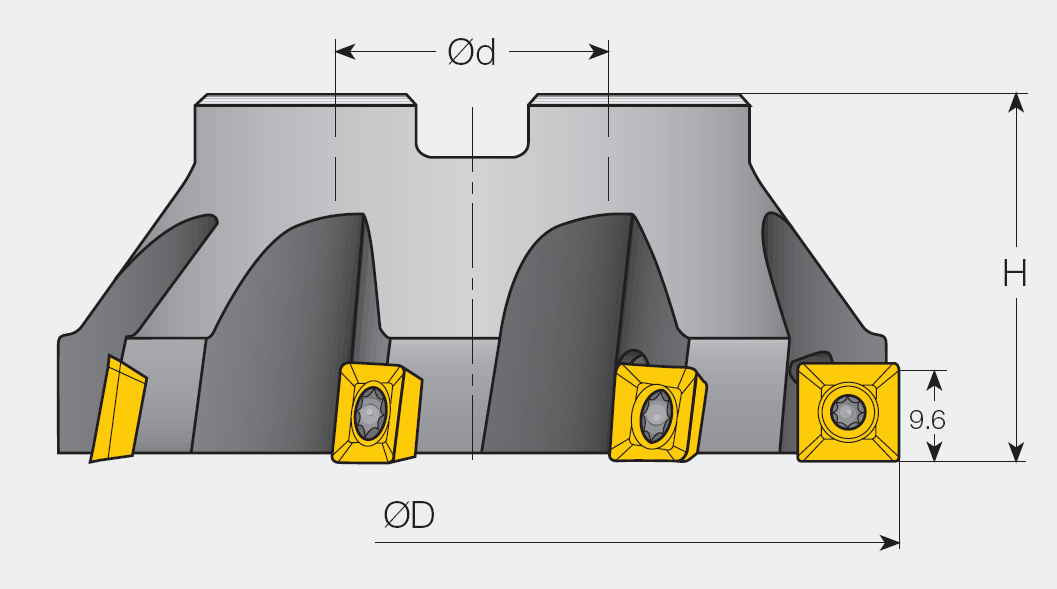
Торцовые фрезы
П рименяются
при обработке плоскостей и уступов на
вертикально-фрезерных станках. Кроме
торцовых режущих кромок имеет режущие
кромки на образующей тела вращения.
рименяются
при обработке плоскостей и уступов на
вертикально-фрезерных станках. Кроме
торцовых режущих кромок имеет режущие
кромки на образующей тела вращения.
Д остоинства
торцовых фрез:
остоинства
торцовых фрез:
Большой угол контакта, зависящий от диаметра фрезы и ширины фрезерования, обеспечивает равномерность фрезерования.
Высокая производительность
Проще оснастить твердым сплавом
Угол в плане φ может изменяться в широких пределах (450…900). Его уменьшение обеспечивает виброустойчивость процесса и способствует повышению точности обработки.
Концевые фрезы
Применяются для обработки пазов, уступов, прямоугольных пазов и т.д.
Рис. Конструкция и геометрия концевой
фрезы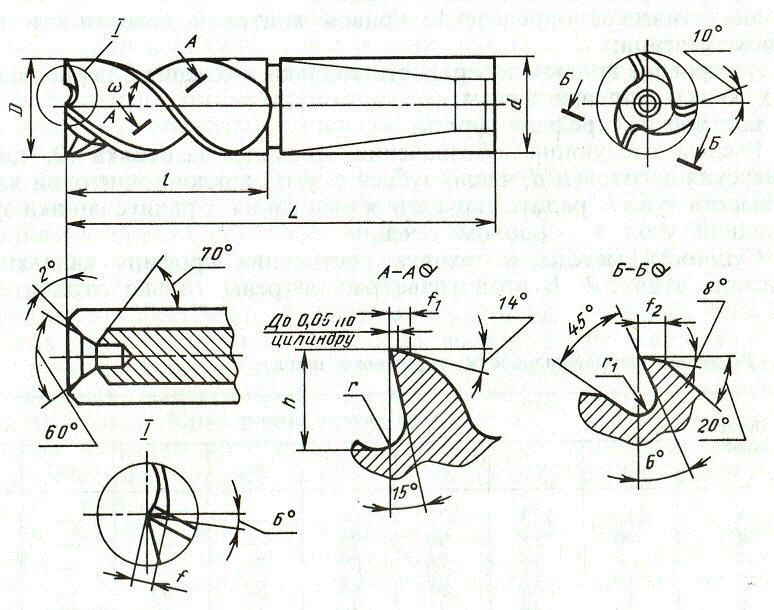
Концевые фрезы выполняют с цилиндрическим (диаметром 3…20 мм) хвостовиком или с конусом Морзе с резьбовым отверстием для затяжного болта.
Концевые фрезы выпускают с нормальным или крупным зубом. Для повышения равномерности фрезерования у фрез с крупным зубом рекомендуется больший угол наклона винтовых канавок.
Для снижения вибраций рекомендуется делать неравномерный окружной шаг зубьев.
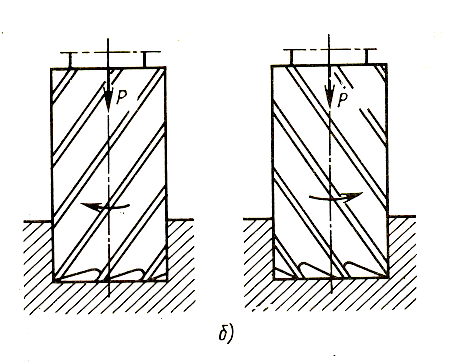
П
 ри
обработке пазов и уступов (Рис.)
направление винтовых канавок
противоположно направлению вращения,
что обеспечивает лучший отвод стружки
и положительный передний угол на
торцовых зубьях.
ри
обработке пазов и уступов (Рис.)
направление винтовых канавок
противоположно направлению вращения,
что обеспечивает лучший отвод стружки
и положительный передний угол на
торцовых зубьях.
Рис.
При обработке плоскостей (Рис. ) направление канавок совпадает с направлением вращения. В этом случае осевая составляющая силы резания направлена к шпинделю станка, а сход стружки обеспечивается от шпинделя.
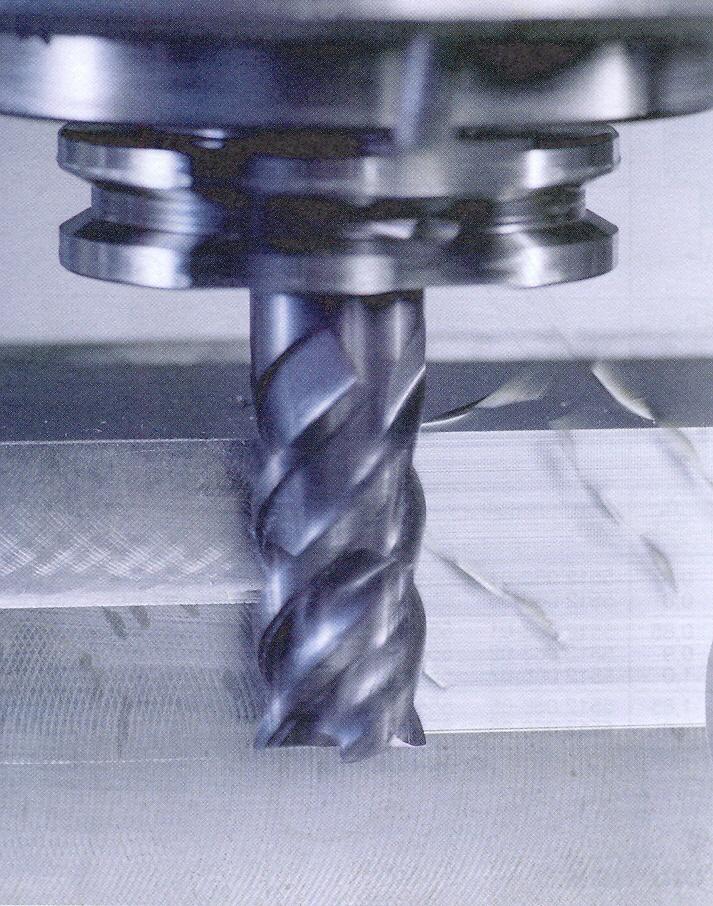
Д ля
чернового фрезерования широких
поверхностей и пазов с большими припусками
предназначены концевые обдирочные
(кукурузные) фрезы, зубья которых снабжены
стружкораздели-тельными канавками,
расположенными в шахматном порядке,
обеспечивающими разделение стружки
по ширине и способствующими гашению
вибраций.
ля
чернового фрезерования широких
поверхностей и пазов с большими припусками
предназначены концевые обдирочные
(кукурузные) фрезы, зубья которых снабжены
стружкораздели-тельными канавками,
расположенными в шахматном порядке,
обеспечивающими разделение стружки
по ширине и способствующими гашению
вибраций.
Шпоночные фрезы
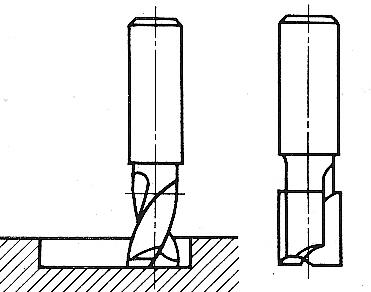
Рис. Шпоночная фреза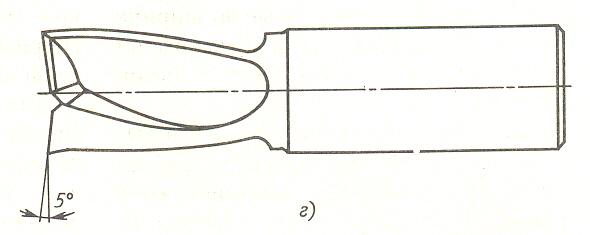
Особенность работы –фрезерование в несколько проходов, как в одну, так и в другую сторону, в конце каждого прохода осуществляется вертикальная подача.
Для обеспечения жесткости длину режущей части делают равной трем наружным диаметрам при диаметре сердцевины до 0,3 диаметра фрезы. Канавки прямые или винтовые. Два зуба, один из торцовых зубьев делают равным половине диаметра фрезы, а второй стачивают у оси.
Дисковые и пазовые фрезы
Предназначены для фрезерования пазов и канавок
Прорезные (шлицевые) и отрезные (пилы) фрезы применяют для разрезки заготовок.
Для уменьшения трения по боковым сторонам выполняют угол φ' = 15…30'
Пазовые фрезы имеют зубья только на цилиндрической поверхности. Для уменьшения трения на торцах выполняется вспомогательный угол в плане φ1 = 1…2°.Для увеличения размерной стойкости на боковых сторонах оставляют фаски f =1…2 мм. Применяются для обработки неглубоких пазов.
Недостаток - быстро теряют размер по ширине. Для сохранения размера применяют составные фрезы, регулируемые по ширине с помощью прокладок. Для перекрытия режущих кромок обе половинки соединяют в замок.
Дисковые двух- и трехсторонние фрезы имеют главные режущие кромки на поверхности цилиндра и вспомогательные - на одном или обоих торцах. Для получения положительных передних углов на торцовых режущих кромках зубья выполняют с углом наклона ω= 10…15°. У трехсторонних фрез зубья делают разнонаправленными.