

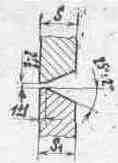
Конструктивные элементы угловых сварных соединений (гост 5264-80)
|
Тип шва |
Наим. шва |
Конструктивные элементы |
S |
n |
b |
l не бо-лее |
||
|
подготовка кромок сварив. деталей |
сварной шов |
номин. |
предел откл. |
|||||
|
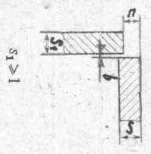
У4 |
Угловые соединения без скоса кромок односторонние |
|
|
от 2 до 3 |
до 0,5S |
0 |
+1 |
8 |
|
св. 3 до 5 |
10 |
|||||||
|
св. 5 до 6 |
+2 |
12 |
||||||
|
св. 6 до 8 |
14 |
|||||||
|
4. |
08сп |
|
0,05-0,12 |
0,17-0,37 |
0,35-0,65 |
|
5. |
10 |
340 |
0,07-0,14 |
0,17-0,37 |
0,35-0,65 |
|
6. |
15 |
380 |
0,12-0,19 |
0,17-0,37 |
0,35-065 |
|
7. |
20 |
420 |
0,17-0,24 |
0,17-0,37 |
0,35-0,65 |
|
8. |
25 |
460 |
0,22-0,30 |
0,17-0,37 |
0,50-0,80 |
|
9. |
30 |
500 |
0,27-0,35 |
0,17-0,37 |
0,5-0,8 |
|
10. |
40 |
580 |
0,37-0,45 |
0,17-0,37 |
0,5-0,8 |
Примечание:
-
В обозначении марки цифр означают среднее содержание углерода в сотых долях %.
-
Раскисление стали указывается: кп – кипящая,
пс – полуспокойная,
сп – спокойная.
Таблица 4
Справочные материалы по сталям конструкционным низколегированным (гост 19281-73, 19282-73, 4543-71)
|
№ |
Марка стали |
Пре-дел прочнос-ти ста-ли в, МПа |
Химический состав стали, % |
|||||||
|
C |
Mn |
Si |
Cr |
Ni |
Cu |
V |
Mo |
|||
|
1. |
09Г2 |
450 |
<= 0,12 |
1,4-1,8 |
0,17-0,37 |
<= 0,3 |
<= 0.3 |
<= 0,3 |
- |
- |
|
2. |
12ГС |
470 |
0,09-0,15 |
0,8-1,2 |
0,5-0,8 |
<= 0,3 |
<= 0.3 |
<= 0,3 |
- |
- |
|
3. |
17ГС |
500-520 |
0,14-0,2 |
1,0-1,4 |
0,4-0,6 |
<= 0,3 |
<= 0.3 |
<= 0,3 |
- |
- |
|
4. |
15ГФ |
480-520 |
0,15-0,18 |
0,9-1,2 |
0,17-0,37 |
<= 0,3 |
<= 0.3 |
<= 0,3 |
- |
- |
|
5. |
15Х |
390-440 |
0,12-0,18 |
0,4-0,7 |
0,17-0,37 |
0,7-1,0 |
- |
<= 0,3 |
- |
- |
|
6. |
20Г |
430-450 |
0,17-0,24 |
0,7-1,0 |
0,17-0,37 |
<= 0,3 |
<= 0,3 |
<= 0,3 |
- |
- |
|
7. |
12ХМ |
410-440 |
0,09-0,16 |
0,4-0,7 |
0,17-0,37 |
0,4-0,7 |
<= 0,3 |
<= 0,2 |
<= 0,05 |
0,4-0,6 |
|
8. |
15 ХСНД |
550-600 |
0,12-0,18 |
0,4-0,7 |
0,4-0,7 |
0,6-0,9 |
0,3-0,6 |
0,2-0,4 |
- |
- |
|
9. |
10 ХСНД |
520-540 |
<= 0,12 |
0,5-0,8 |
0,8-1,1 |
0,6-0,9 |
0,5-0,8 |
0,4-0,6 |
- |
- |
|
10. |
10Г2С |
440-500 |
<= 0,12 |
1,3-1,65 |
0,8-1,1 |
<= 0,3 |
<= 0,3 |
0,15-0,3 |
- |
- |
|
11. |
09Г2С |
440-500 |
<= 0,12 |
1,3-1,7 |
0,5-0,8 |
<= 0,3 |
<= 0,3 |
0,15-0,3 |
- |
- |
|
12. |
16ГС |
460-500 |
0,12-0,18 |
0,9-1,2 |
0,4-0,7 |
<= 0,3 |
<= 0,3 |
<= 0,3 |
- |
- |
|
13. |
14Г2 |
460-470 |
0,12-0,18 |
1,2-1,6 |
0,17-0,37 |
<= 0,3 |
<= 0,3 |
<= 0,3 |
- |
- |
|
14. |
16Г2 АФ* |
580-600 |
0,14-0,2 |
1,3-1,7 |
0,3-0,6 |
<= 0,4 |
<= 0,3 |
<= 0,3 |
0,08-0,14 |
- |
|
15. |
15Г2 АФД* |
500-550 |
0,12-0,18 |
1,2-1,6 |
<= 0,17 |
<= 0,3 |
<= 0,3 |
0,2-0,4 |
0,08-0,15 |
- |
|
16. |
14Г2 АФ* |
530-550 |
0,12-0,18 |
1,2-1,6 |
0,3-0,6 |
<= 0,4 |
<= 0,3 |
<= 0,3 |
0,07-0,12 |
- |
|
17. |
10Г2 С1 |
440-500 |
<= 0,12 |
1,3-1,65 |
0,8-1,1 |
<= 0,3 |
<= 0,3 |
<= 0,3 |
- |
- |
|
18. |
10 ХНДП |
480 |
<= 0,12 |
0,3-0,6 |
0,17-0,37 |
0,5-0,8 |
0,3-0,6 |
0,3-0,5 |
- |
- |
|
19. |
10 Г2Б** |
520 |
<= 0,12 |
1,2-1,6 |
0,17-0,37 |
<= 0,3 |
<= 0,3 |
<= 0,3 |
- |
- |
|
20. |
10Г2 С1Д |
440-500 |
<= 0,12 |
1,3-1,65 |
0,8-1,1 |
<= 0,3 |
<= 0,3 |
0,15-0,3 |
- |
- |
Примечание: * - содержание азота 0,015-0,03%, в стали 12ХМ - <= 0,2% вольфрама; ** - в стали 10Г2Б – 0,02-0,05% ниобия.
В обозначении марки означают:
двухзначная цифра слева – среднее содержание углерода в сотых долях %,
буквы: Г-Mn, C-Si, X-Cr, H-Ni, Д-Си, Ф-V, Ю-Al, Б-Nb, A-N, П-Р, B-W, M-Mo, P-B, T-Ti, E-Se, K-Co, Ц-Zz,
|
|
|
|
|
св. 14 до 17 |
22 |
3 |
|
+2,0
-0,5 |
|
|
|
|
|
св. 17 до 20 |
26 |
|
||
|
|
|
|
|
св. 20 до 24 |
30 |
|
||
|
|
|
|
|
св. 24 до 28 |
34 |
|
||
|
|
|
|
|
св. 28 до 32 |
38 |
|
||
|
|
|
|
|
св. 32 до 36 |
42 |
|
||
|
|
|
|
|
св. 36 до 40 |
47 |
|
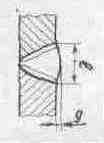
Примечание:
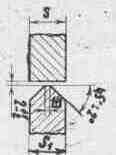
Геометрические параметры шва:
b – зазор между свариваемыми частями детали, мм
с – притупление шва, мм
g – усиление шва, мм
l – ширина шва, мм
- угол разделки кромок,
F – площадь поперечного сечения шва, см2
S=S1 – толщина свариваемых частей детали, мм
|
С15 |
Стыко-вые соединения с двумя симмет-ричны-ми скосами одной кромки |
|
|
от 8 до 11 |
10 |
2 |
0,5 |
+1,5 -0,5 |
|
|
св. 11 до 14 |
12 |
||||||||
|
св. 17 до 20 |
16 |
|
|
||||||
|
св. 20 до 24 |
18 |
||||||||
|
св. 24 до 28 |
20 |
||||||||
|
св. 28 до 32 |
22 |
||||||||
|
св. 32 до 36 |
24 |
||||||||
|
св. 36 до 40 |
26 |
||||||||
|
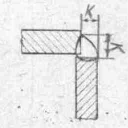
С17 |
Стыко-вые соединения со скосом двух кромок односторонние |
|
|
от 3 до 5 |
8 |
2 |
0,5 |
+1,5
-0,5 |
|
|
св. 5 до 8 |
12 |
||||||||
|
св. 8 до 11 |
16 |
||||||||
|
св. 11 до 14 |
19 |
||||||||
цифры после букв – примерное содержание элемента в целых %, кроме (Cu – 0,15-0,30%, V – 0,05-0,15 %, N – 0,015-0,025 %, Nb – 0,02-0,05 %, P – 0,07-0,012 %).
Таблица 5