

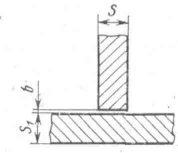
Конструктивные элементы нахлесточных сварных соединений (гост 5264-80)
|
Тип шва |
Наим. шва |
Конструктивные элементы |
S |
B |
b |
||
|
подготовка кромок сварив. деталей |
сварной шов |
номин. отклон |
предел отклон |
||||
|
Н1 |
Нахлес-точные соединения без скоса кромок односторонние |
s1>=2 |
|
от 2,0 до 5,0 |
3-20 |
0 |
+1 |
|
св. 5,0 до 10,0 |
8-40 |
+1,5 |
|||||
|
св. 10,0 до 29,0 |
12-100 |
+2,0 |
|||||
|
св. 29,0 до 60,0 |
30-240 |
+2,0 |
|||||
|
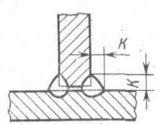
Н2 |
Нахлес-точные соединения без скоса кромок двусторонние |
s1>=2 |
|
св. 2,0 до 5,0 |
3-20 |
0 |
+1,0 |
|
св. 5,0 до 10,0 |
8-40 |
+1,5 |
|||||
|
св. 10,0 до 29,0 |
12-100 |
+2,0 |
|||||
|
св. 29,0 до 60,0 |
30-240 |
||||||
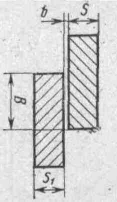
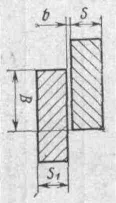
Примечание:
B – длина перекрытия листов, мм;
b – зазор между свариваемыми частями детали, мм;
F – площадь поперечного сечения шва, см2.
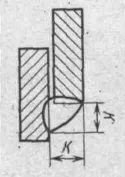
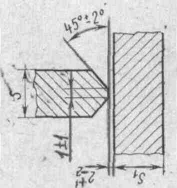
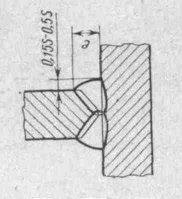
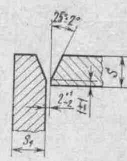
Таблица 6
Конструктивные элементы
тавровых соединений (ГОСТ 5264-80)
|
Тип шва |
Наим. шва |
Конструктивные элементы |
S |
l |
||
|
подготовка кромок сварив. деталей |
сварной шов |
но-мин. отк-лон |
пре-дел отклон |
|||
|
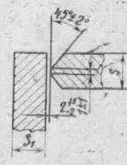
Т8 |
Тавро-вые соединения с двумя симмет-ричны-ми скосами одной кромки двухсторонние |
s1>=0,5s |
|
от 8,0 до 11,0 |
9,0 |
2 |
|
св. 11,0 до 14,0 |
11,0 |
|||||
|
св. 14,0 до 17,0 |
12,0 |
3 |
||||
|
св. 17,0 до 20,0 |
14,0 |
|||||
|
св. 20,0 до 24,0 |
16,0 |
|||||
|
св. 24,0 до 28,0 |
18,0 |
|||||
|
св. 28,0 до 32,0 |
20,0 |
|||||
Jсв. = k*dэ,
где dэ – диаметр электрода, мм (4-6 мм);
k = 40 – для легированных электродов;
k = 60 – для углеродистых электродов;
Для других электродов:
Jсв. = (20 + 6*dэ)*dэ,
dэ – диаметр электрода, мм.
По роду и силе сварочного тока выбирается источник питания дуги. Род тока (постоянный или переменный) указывается в паспортах электродов или в справочниках.
Конкретную марку источника питания дуги выбирают по справочникам или прилагаемым справочным данным по источникам тока (таблица 7).
Свариваемость стали оценивается примерно по формуле углеродного эквивалента:
Сэкв. = С + Мn/20 + Si/24 + Ni/15 + Cr/10 +
+Mo/10 + V/10 + Cu/13,
где С, Mn, Si, Ni, Cr, Mo, V, Cu – содержание элементов в стали в процентах.
Если Сэкв. <= 0,3%, то сталь хорошо сваривается в обычных условиях.
Если Сэкв. > 0,3%, то при сварке следует предварительный подогрев. Температуру предварительного подогрева определяют по формуле:
____________________
Т = 350Сэкв.*(1+0,005*S)-0,25 ,
где S – толщина металла, мм
При Сэкв. > 0,45% - обязательный подогрев, предварительная и последующая после сварки при t = 600 – 700 С.
Время сварки детали определяется по формуле:
Тсв. = Vшва* / Jсв.*Kн, час
где Vшва – объем наплавленного металла, см3
- плотность металла шва, = 7,85 г/ см3
Jсв.* - сварочный ток, А
Kн – коэффициент наплавки, г/а*час.
Разделка кромок соединяемых деталей производится согласно ГОСТ 5264-80 в зависимости от вида соединений и толщины свариваемого металла.
Типы сварных соединений и их конструктивные элементы выбрать по таблице (1, 2, 3 и т.д.) приложения.
Таблица 1
ВАРИАНТЫ ЗАДАНИЙ
|
№ |
Марка стали |
Вид соединения |
Толщина стали, мм |
Ширина стали, мм |
|
1. |
Сталь 30 |
стыковое |
20 |
200 |
|
2. |
Сталь Б Ст. 0 |
внахлестку |
10 |
300 |
|
3. |
Сталь Б Ст. 3 кп |
тавровое |
8 |
400 |
|
4. |
Сталь В Ст. 1 |
угловое |
10 |
150 |
|
5. |
Сталь 08 кп |
стыковое |
40 |
450 |
|
6. |
Сталь 10 |
внахлестку |
10 |
100 |
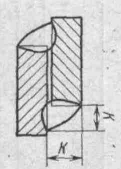
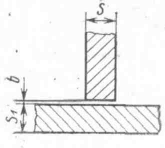
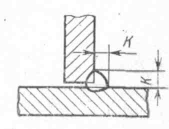
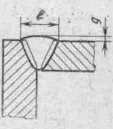
Таблица 5
Конструктивные элементы тавровых сварных соединений
(ГОСТ 5264-80)
|
Тип шва |
Наим. шва |
Конструктивные элементы |
S |
b |
h усиление шва |
||
|
подготовка кромок сварив. деталей |
сварной шов |
номин. |
предел откл. |
||||
|
Т1 |
Тавро-вые соединения без скоса кромок односторонние |
s1>=2 |
|
от 2,0 до 3,0 |
0 |
+1 |
1,5-2,0 |
|
св. 3,0 до 15,0 |
+2 |
||||||
|
св. 15,0 до 40,0 |
+3 |
||||||
|
Т3 |
тавровые соединения без скоса кромок двусторонние |
s1>=2 |
|
от 2,0 до 3,0 |
0 |
+1 |
1,5 2,0 |
|
св. 3,0 до 15,0 |
+2 |
||||||
|
св. 15,0 до 40,0 |
+3 |
||||||
|
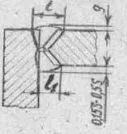
У8 |
Угловые соединения с двумя симметричными скосами двусторонние |
s1>=0.5s
|
|
от 8 до 11 |
10 |
2 |
0,5 |
+2,0
-0,5 |
|
св. 11 до 14 |
12 |
|||||||
|
св. 14 до 17 |
14 |
3 |
+2,0
-0,5 |
|||||
|
св. 17 до 20 |
16 |
|||||||
|
св. 20 до 24 |
18 |
|||||||
|
У9 |
Угловые соединения со скосом двух кромок односторонние |
s1>=0.5s |
|
от 3 до 5 |
8 |
2
|
0,5 |
+1,5
-0,5 |
|
св. 5 до 8 |
12 |
|||||||
|
св. 8 до 11 |
16 |
|||||||
|
св. 11 до 14 |
19 |
|||||||
|
св. 14 до 17 |
22 |
3 |
+2,0
-0,5 |
|||||
|
св. 17 до 20 |
26 |
|||||||
|
св. 20 до 24 |
30 |
Продолжение Таблицы 1
|
7. |
Сталь 15 |
тавровое |
8 |
150 |
|
8. |
Сталь 20 |
уголковое |
10 |
200 |
|
9. |
Сталь В Ст. 2 |
стыковое |
30 |
250 |
|
10. |
Сталь 09 Г |
стыковое |
6 |
300 |
|
11. |
Сталь 12 ГС |
стыковое |
10 |
350 |
|
12. |
Сталь 10 ХНДЛ |
внахлестку |
10 |
400 |
|
13. |
Сталь 17 ГС |
стыковое |
8 |
500 |
|
14. |
Сталь 15 ГФ |
стыковое |
4 |
100 |
|
15. |
Сталь 25 |
стыковое |
5 |
150 |
|
16. |
Сталь 15 Х |
внахлестку |
5 |
200 |
|
17. |
сталь 25 Г |
тавровое |
10 |
250 |
|
18. |
сталь 40 |
угловое |
8 |
300 |
|
19. |
сталь 12 ХМ |
стыковое |
20 |
350 |
|
20. |
сталь 10 Г2Б |
стыковое |
10 |
400 |
|
21. |
сталь 10 Г2ИД |
стыковое |
12 |
500 |
|
22. |
сталь 15 ХСНД |
тавровое |
10 |
100 |
|
23. |
сталь 10 ХСНД |
угловое |
6 |
150 |
|
24. |
сталь 10 Г2С |
внахлестку |
8 |
200 |
|
25. |
сталь 09 Г2С |
стыковое |
12 |
250 |
|
26. |
сталь 16 ГС |
тавровое |
6 |
300 |
|
27. |
сталь Ст. 4пс |
угловое |
10 |
400 |
|
28. |
сталь Ст. 5 сп |
внахлестку |
5 |
500 |
|
29. |
сталь 14 Г2 |
стыковое |
8 |
300 |
|
30. |
сталь 16Г2АФ |
угловое |
4 |
200 |
|
31. |
сталь 15Г2АФД |
тавровое |
10 |
300 |
|
32. |
сталь 14Г2АФ |
внахлестку |
6 |
500 |
|
33. |
сталь Ст.6 |
стыковое |
20 |
400 |
|
34. |
сталь 05 кп |
тавровое |
25 |
300 |
Таблица 2