

Надежность полученного идеального плана-графика зависит от многих факторов, приведем некоторые из них:
-
от точности и полноты данных изделия, указанных в заказе;
-
от точности и детализации чертежа;
-
от степени достоверности классификатора нормативной деятельности производственного цикла;
-
от полноты материально-расцеховочной ведомости;
-
от корректности информационной базы;
-
от информационного обеспечения, используемого при решении задачи.
II. Раздел «Информационное обеспечение»
-
Характеристика информационной базы данных
Информационной базой для решения поставленной задачи является база, содержащая данные по следующим основным показателям опытного производства:
-
техническое обеспечение производства: орудия труда и их качественные и количественные характеристики (срок амортизации, производительность, затраты рабочей силы и т.д.);
-
обеспечение производства трудовыми ресурсами (количество смен, время смены, количество работников в одной смене и т.д.);
-
часто применяемые детали (наименование, параметры детали, время выполнения, затраты по трудовым и техническим ресурсам, материальные затраты и т.д.).
Так как в поставленной задаче не учитывается финансовая сторона работы опытного предприятия, то вводить финансовые ресурсы предприятия в информационную базу не целесообразно.
Для надежности полученного решения поставленной задачи, данная информационная база должна содержать корректные данные. Т.е. предполагается, что информация, содержащаяся в базе:
-
периодически обновляется, дополняется и корректируется (хотя бы 1 раз в месяц);
-
основывается на реальных показателях;
-
влияние случайных факторов на данные показатели минимальны.
Кроме этого информационная база должна быть наглядна, компактна (без лишних данных) и легка в управлении.
III. Раздел «Процесс решения задачи»
1 Этап: Исходная информация для построения идеальной модели хода производственного процесса
Исходная информация.
Классификатора длительностей производственных циклов изготовления деталей и сборки узлов.
|
№ вар. |
Шифр чертежа |
Длительность |
№ вар. |
Шифр чертежа |
Длительность |
||
|
Норм. |
Напр. |
Норм. |
Напр. |
||||
|
12 |
890000 |
32 |
28 |
12 |
891000 |
15 |
11 |
|
890001 |
24 |
21 |
892000 |
15 |
12 |
||
|
890002 |
32 |
25 |
891001 |
26 |
24 |
||
|
891100 |
17 |
13 |
892001 |
27 |
23 |
||
|
892200 |
16 |
14 |
892002 |
21 |
19 |
||
|
891110 |
12 |
11 |
891101 |
16 |
12 |
||
|
892220 |
14 |
10 |
892201 |
18 |
15 |
||
|
891111 |
13 |
12 |
891112 |
14 |
11 |
||
|
891115 |
10 |
8 |
892222 |
12 |
9 |
||
|
892224 |
13 |
9 |
892226 |
11 |
10 |
||
Директивный срок изготовления изделия опытного производства: 77
Фрагмент материально-расцеховочной ведомости.
|
№ п/п |
Уровень сборки |
Признак узла или детали |
Шифр чертежа узла, детали |
Шифр чертежа сборочного соединения |
|
1 |
0 |
0 |
890000 |
- |
|
2 |
1 |
0 |
891000 |
890000 |
|
3 |
2 |
1 |
891001 |
891000 |
|
4 |
2 |
0 |
891100 |
891000 |
|
5 |
3 |
0 |
891110 |
891100 |
|
6 |
4 |
1 |
891111 |
891110 |
|
7 |
4 |
1 |
891112 |
891110 |
|
8 |
4 |
1 |
891115 |
891110 |
|
9 |
3 |
1 |
891101 |
891100 |
|
10 |
1 |
1 |
890001 |
890000 |
|
11 |
1 |
0 |
892000 |
890000 |
|
12 |
2 |
1 |
892001 |
892000 |
|
13 |
2 |
0 |
892200 |
892000 |
|
14 |
3 |
0 |
892220 |
892200 |
|
15 |
4 |
1 |
892222 |
892220 |
|
16 |
4 |
1 |
892224 |
892220 |
|
17 |
4 |
1 |
892226 |
892220 |
|
18 |
3 |
1 |
892201 |
892200 |
|
19 |
2 |
1 |
892002 |
892000 |
|
20 |
1 |
1 |
890002 |
890000 |
Расчет показателей ведомости перечня событий сетевого графа
|
№ п/п |
Уровень сборки |
Признак узла или детали |
Длительность выполняемых работ |
Номера событий |
|||
|
начальное |
конечное |
начальное |
конечное |
||||
|
1 |
0 |
0 |
32 |
2 |
1 |
21 |
22 |
|
2 |
1 |
0 |
15 |
3 |
2 |
20 |
21 |
|
3 |
2 |
1 |
26 |
7 |
3 |
16 |
20 |
|
4 |
2 |
0 |
17 |
8 |
3 |
15 |
20 |
|
5 |
3 |
0 |
12 |
12 |
8 |
11 |
15 |
|
6 |
4 |
1 |
13 |
16 |
12 |
7 |
11 |
|
7 |
4 |
1 |
14 |
17 |
12 |
6 |
11 |
|
8 |
4 |
1 |
10 |
18 |
12 |
5 |
11 |
|
9 |
3 |
1 |
16 |
13 |
8 |
10 |
15 |
|
10 |
1 |
1 |
24 |
4 |
2 |
19 |
21 |
|
11 |
1 |
0 |
15 |
5 |
2 |
18 |
21 |
|
12 |
2 |
1 |
27 |
9 |
5 |
14 |
18 |
|
13 |
2 |
0 |
16 |
10 |
5 |
13 |
18 |
|
14 |
3 |
0 |
14 |
14 |
10 |
9 |
13 |
|
15 |
4 |
1 |
12 |
19 |
14 |
4 |
9 |
|
16 |
4 |
1 |
13 |
20 |
14 |
3 |
9 |
|
17 |
4 |
1 |
11 |
21 |
14 |
2 |
9 |
|
18 |
3 |
1 |
18 |
15 |
10 |
8 |
13 |
|
19 |
2 |
1 |
21 |
11 |
5 |
12 |
18 |
|
20 |
1 |
1 |
32 |
6 |
2 |
17 |
21 |
|
21 |
|
22 |
7 |
1 |
16 |
||
|
22 |
22 |
16 |
1 |
7 |
|||
|
23 |
22 |
17 |
1 |
6 |
|||
|
24 |
22 |
18 |
1 |
5 |
|||
|
25 |
22 |
13 |
1 |
10 |
|||
|
26 |
22 |
4 |
1 |
19 |
|||
|
27 |
22 |
9 |
1 |
14 |
|||
|
28 |
22 |
19 |
1 |
4 |
|||
|
29 |
22 |
20 |
1 |
3 |
|||
|
30 |
22 |
21 |
1 |
2 |
|||
|
31 |
22 |
15 |
1 |
8 |
|||
|
32 |
22 |
11 |
1 |
12 |
|||
|
33 |
22 |
6 |
1 |
17 |
|||
Ранжирование работ по возрастанию номера начального события для подготовки информации к работе на ПЭВМ.
|
Шифр работы |
Номера событий |
Длительность выполняемых работ ( t ij ) |
|
|
начальное ( i ) |
конечное ( j ) |
||
|
1 |
1 |
2 |
0 |
|
2 |
1 |
3 |
0 |
|
3 |
1 |
4 |
0 |
|
4 |
1 |
5 |
0 |
|
5 |
1 |
6 |
0 |
|
6 |
1 |
7 |
0 |
|
7 |
1 |
8 |
0 |
|
8 |
1 |
10 |
0 |
|
9 |
1 |
12 |
0 |
|
10 |
1 |
14 |
0 |
|
11 |
1 |
16 |
0 |
|
12 |
1 |
17 |
0 |
|
13 |
1 |
19 |
0 |
|
14 |
2 |
9 |
11 |
|
15 |
3 |
9 |
13 |
|
16 |
4 |
9 |
12 |
|
17 |
5 |
11 |
10 |
|
18 |
6 |
11 |
14 |
|
19 |
7 |
11 |
13 |
|
20 |
8 |
13 |
18 |
|
21 |
9 |
13 |
14 |
|
22 |
10 |
15 |
16 |
|
23 |
11 |
15 |
12 |
|
24 |
12 |
18 |
21 |
|
25 |
13 |
18 |
16 |
|
26 |
14 |
18 |
27 |
|
27 |
15 |
20 |
17 |
|
28 |
16 |
20 |
26 |
|
29 |
17 |
21 |
32 |
|
30 |
18 |
21 |
15 |
|
31 |
19 |
21 |
24 |
|
32 |
20 |
21 |
15 |
|
33 |
21 |
22 |
32 |
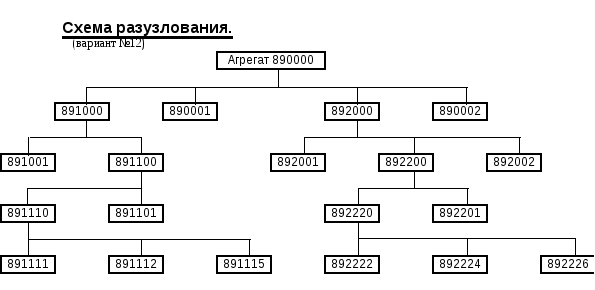
Для проверки правильности выполняемых на I этапе расчетов построим сеть типа «дерева».

2 этап. Автоматизированное составление первоначального графика изготовления
изделия на ПЭВМ
Для составления первоначального графика изготовления изделия следует определить для каждой работы значения ранних и поздних сроков начал и окончаний выполнения, полного и частного резервов времени по соотношениям:
![]() =
max [
=
max [![]() ];
]; ![]() =
=
![]() +
tij ; Rij =
+
tij ; Rij =
![]() -
-
![]() =
=
![]() -
-
![]() ;
;
![]() = min [
= min [![]() ];
]; ![]() =
=
![]() - tij ; rij =
- tij ; rij =
 -
-
![]() .
.
Машинограмма расчета идеальной модели хода производственного процесса изготовления изделия
|
Шифр работы |
Номера событий |
Длительность выполняемых работ ( t ij ) |
Раннее |
Позднее |
Резерв |
||||
|
нач. ( i ) |
конеч. ( j ) |
начало ( t ij РН ) |
окончание ( t ij РО ) |
начало ( t ij ПН ) |
окончание ( t ij ПО ) |
полный R ij |
частный r ij |
||
|
1 |
1 |
2 |
0 |
0 |
0 |
2 |
2 |
2 |
0 |
|
2 |
1 |
3 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
|
3 |
1 |
4 |
0 |
0 |
0 |
1 |
1 |
1 |
0 |
|
4 |
1 |
5 |
0 |
0 |
0 |
4 |
4 |
4 |
0 |
|
5 |
1 |
6 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
|
6 |
1 |
7 |
0 |
0 |
0 |
1 |
1 |
1 |
0 |
|
7 |
1 |
8 |
0 |
0 |
0 |
9 |
9 |
9 |
0 |
|
8 |
1 |
10 |
0 |
0 |
0 |
10 |
10 |
10 |
0 |
|
9 |
1 |
12 |
0 |
0 |
0 |
22 |
22 |
22 |
0 |
|
10 |
1 |
14 |
0 |
0 |
0 |
16 |
16 |
16 |
0 |
|
11 |
1 |
16 |
0 |
0 |
0 |
17 |
17 |
17 |
0 |
|
12 |
1 |
17 |
0 |
0 |
0 |
26 |
26 |
26 |
0 |
|
13 |
1 |
19 |
0 |
0 |
0 |
34 |
34 |
34 |
0 |
|
14 |
2 |
9 |
11 |
0 |
11 |
2 |
13 |
2 |
2 |
|
15 |
3 |
9 |
13 |
0 |
13 |
0 |
13 |
0 |
0 |
|
16 |
4 |
9 |
12 |
0 |
12 |
1 |
13 |
1 |
1 |
|
17 |
5 |
11 |
10 |
0 |
10 |
4 |
14 |
4 |
4 |
|
18 |
6 |
11 |
14 |
0 |
14 |
0 |
14 |
0 |
0 |
|
19 |
7 |
11 |
13 |
0 |
13 |
1 |
14 |
1 |
1 |
|
20 |
8 |
13 |
18 |
0 |
18 |
9 |
27 |
9 |
9 |
|
21 |
9 |
13 |
14 |
13 |
27 |
13 |
27 |
0 |
0 |
|
22 |
10 |
15 |
16 |
0 |
16 |
10 |
26 |
10 |
10 |
|
23 |
11 |
15 |
12 |
14 |
26 |
14 |
26 |
0 |
0 |
|
24 |
12 |
18 |
21 |
0 |
21 |
22 |
43 |
22 |
22 |
|
25 |
13 |
18 |
16 |
27 |
43 |
27 |
43 |
0 |
0 |
|
26 |
14 |
18 |
27 |
0 |
27 |
16 |
43 |
16 |
16 |
|
27 |
15 |
20 |
17 |
26 |
43 |
26 |
43 |
0 |
0 |
|
28 |
16 |
20 |
26 |
0 |
26 |
17 |
43 |
17 |
17 |
|
29 |
17 |
21 |
32 |
0 |
32 |
26 |
58 |
26 |
26 |
|
30 |
18 |
21 |
15 |
43 |
58 |
43 |
58 |
0 |
0 |
|
31 |
19 |
21 |
24 |
0 |
24 |
34 |
58 |
34 |
34 |
|
32 |
20 |
21 |
15 |
43 |
58 |
43 |
58 |
0 |
0 |
|
33 |
21 |
22 |
32 |
58 |
90 |
58 |
90 |
0 |
0 |
Длина критического пути равна 90
3 этап Анализ своевременности изготовления изделия по первоначальному план-графику
Итак, критический путь равен : Tкр = 90
По условию задачи Tц = 13
Проведем оптимизацию производственного процесса.
4
этап
Определение
скорректированных продолжительностей
выполнения работ
сетевого
графа (![]() )
)
4.1. Определение
для каждой работы сетевой модели
допустимого позднего окончания (![]() )
по формуле:
)
по формуле:
![]() =
=
![]() - Tц
, где Тц
= Ткр
- Тдир .
- Tц
, где Тц
= Ткр
- Тдир .
4.2. Вычисление
промежуточных значений сроков ранних
начал и окончаний (![]() ;
;![]() )
при переводе ряда работ на напряженный
режим по соотношениям:
)
при переводе ряда работ на напряженный
режим по соотношениям:
![]() +
+
![]() , если
, если
![]() +
+
![]()
![]() ,
,
![]() =
=
![]() +
+
![]() , если
, если
![]() +
+
![]() >
>
![]() ;
;
![]() =
max [
=
max [![]() ]
.
]
.
4.3. Формирование изменений длительностей выполнения работ (tij) из условий:
0,
если
![]() +
+
![]()
![]() ,
,
tij
=
![]() +
+
![]() -
-
![]() ,
если 0
,
если 0
![]() +
+
![]() -
-
![]()
![]() -
-
![]() ,
,
![]() -
-
![]() ,
если
,
если
![]() +
+
![]() -
-
![]() >
>
![]() -
-
![]() .
.
4.4. Определение
скорректированных длительностей
выполнения работ (![]() )
по формуле:
)
по формуле:
![]() =
=
![]() - tij.
- tij.
4.5. Внесем результаты выполнения данного этапа в следующую таблицу:
время сокращения работ Tц =13
|
Шифр работы |
Номера событий |
Длительность выполняемых работ |
Раннее |
Позднее |
TДОП ij |
( t ij РН ' ) |
( t ij РО ' ) |
t ij |
t ij кор |
||||
|
нач |
кон |
начало |
окончание |
начало |
окончание |
||||||||
|
( i ) |
( j ) |
( t ij ) норм |
( t ij ) напр |
( t ij РН ) |
( t ij РО ) |
( t ij ПН ) |
( t ij ПО ) |
||||||
|
1 |
1 |
2 |
0 |
0 |
0 |
0 |
2 |
2 |
-11 |
0 |
0 |
0 |
0 |
|
2 |
1 |
3 |
0 |
0 |
0 |
0 |
0 |
0 |
-13 |
0 |
0 |
0 |
0 |
|
3 |
1 |
4 |
0 |
0 |
0 |
0 |
1 |
1 |
-12 |
0 |
0 |
0 |
0 |
|
4 |
1 |
5 |
0 |
0 |
0 |
0 |
4 |
4 |
-9 |
0 |
0 |
0 |
0 |
|
5 |
1 |
6 |
0 |
0 |
0 |
0 |
0 |
0 |
-13 |
0 |
0 |
0 |
0 |
|
6 |
1 |
7 |
0 |
0 |
0 |
0 |
1 |
1 |
-12 |
0 |
0 |
0 |
0 |
|
7 |
1 |
8 |
0 |
0 |
0 |
0 |
9 |
9 |
-4 |
0 |
0 |
0 |
0 |
|
8 |
1 |
10 |
0 |
0 |
0 |
0 |
10 |
10 |
-3 |
0 |
0 |
0 |
0 |
|
9 |
1 |
12 |
0 |
0 |
0 |
0 |
22 |
22 |
9 |
0 |
0 |
0 |
0 |
|
10 |
1 |
14 |
0 |
0 |
0 |
0 |
16 |
16 |
3 |
0 |
0 |
0 |
0 |
|
11 |
1 |
16 |
0 |
0 |
0 |
0 |
17 |
17 |
4 |
0 |
0 |
0 |
0 |
|
12 |
1 |
17 |
0 |
0 |
0 |
0 |
26 |
26 |
13 |
0 |
0 |
0 |
0 |
|
13 |
1 |
19 |
0 |
0 |
0 |
0 |
34 |
34 |
21 |
0 |
0 |
0 |
0 |
|
14 |
2 |
9 |
11 |
10 |
0 |
11 |
2 |
13 |
0 |
0 |
10 |
1 |
10 |
|
15 |
3 |
9 |
13 |
9 |
0 |
13 |
0 |
13 |
0 |
0 |
9 |
4 |
9 |
|
16 |
4 |
9 |
12 |
9 |
0 |
12 |
1 |
13 |
0 |
0 |
9 |
3 |
9 |
|
17 |
5 |
11 |
10 |
8 |
0 |
10 |
4 |
14 |
1 |
0 |
8 |
2 |
8 |
|
18 |
6 |
11 |
14 |
11 |
0 |
14 |
0 |
14 |
1 |
0 |
11 |
3 |
11 |
|
19 |
7 |
11 |
13 |
12 |
0 |
13 |
1 |
14 |
1 |
0 |
12 |
1 |
12 |
|
20 |
8 |
13 |
18 |
15 |
0 |
18 |
9 |
27 |
14 |
0 |
15 |
3 |
15 |
|
21 |
9 |
13 |
14 |
10 |
13 |
27 |
13 |
27 |
14 |
10 |
20 |
4 |
10 |
|
22 |
10 |
15 |
16 |
12 |
0 |
16 |
10 |
26 |
13 |
0 |
12 |
3 |
13 |
|
23 |
11 |
15 |
12 |
11 |
14 |
26 |
14 |
26 |
13 |
12 |
23 |
1 |
11 |
|
24 |
12 |
18 |
21 |
19 |
0 |
21 |
22 |
43 |
30 |
0 |
21 |
0 |
21 |
|
25 |
13 |
18 |
16 |
14 |
27 |
43 |
27 |
43 |
30 |
20 |
34 |
2 |
14 |
|
26 |
14 |
18 |
27 |
23 |
0 |
27 |
16 |
43 |
30 |
0 |
27 |
0 |
27 |
|
27 |
15 |
20 |
17 |
13 |
26 |
43 |
26 |
43 |
30 |
23 |
36 |
4 |
13 |
|
28 |
16 |
20 |
26 |
24 |
0 |
26 |
17 |
43 |
30 |
0 |
26 |
0 |
26 |
|
29 |
17 |
21 |
32 |
25 |
0 |
32 |
26 |
58 |
45 |
0 |
32 |
0 |
32 |
|
30 |
18 |
21 |
15 |
12 |
43 |
58 |
43 |
58 |
45 |
34 |
46 |
3 |
12 |
|
31 |
19 |
21 |
24 |
21 |
0 |
24 |
34 |
58 |
45 |
0 |
24 |
0 |
24 |
|
32 |
20 |
21 |
15 |
11 |
43 |
58 |
43 |
58 |
45 |
36 |
47 |
4 |
11 |
|
33 |
21 |
22 |
32 |
28 |
58 |
90 |
58 |
90 |
77 |
47 |
75 |
2 |
30 |
5 этап Определение окончательных длительностей выполнения работ
5.1. Составление промежуточного план-графика производства на основе скорректированных длительностей выполнения работ с помощью ПЭВМ.
5.2. Вычисление
окончательных длительностей выполнения
работ (![]() )
осуществляется по соотношениям:
)
осуществляется по соотношениям:
![]() ,
если
,
если
![]() =
=
![]() ,
,
![]() =
=
![]() +
+
 - min
- min
 ,
если
,
если
![]() <
<
![]() ;
;
![]() <
<
![]() <
<
![]() ,
где min
,
где min
 - полный резерв той работы из цепочек
- полный резерв той работы из цепочек
предшествующих работ, у которой он
минимальный.
5.3. Внесем результаты выполнения данного этапа в следующую таблицу:
|
Шифр работы |
Номера событий |
( t ij РН '' ) |
( t ij РО '' ) |
( t ij ПН '' ) |
( t ij ПО '' ) |
Rij '' |
t ij ок |
|
|
нач |
кон |
|||||||
|
( i ) |
( j ) |
|||||||
|
1 |
1 |
2 |
0 |
0 |
1 |
1 |
1 |
0 |
|
2 |
1 |
3 |
0 |
0 |
2 |
2 |
2 |
0 |
|
3 |
1 |
4 |
0 |
0 |
2 |
2 |
2 |
0 |
|
4 |
1 |
5 |
0 |
0 |
4 |
4 |
4 |
0 |
|
5 |
1 |
6 |
0 |
0 |
1 |
1 |
1 |
0 |
|
6 |
1 |
7 |
0 |
0 |
0 |
0 |
0 |
0 |
|
7 |
1 |
8 |
0 |
0 |
6 |
6 |
6 |
0 |
|
8 |
1 |
10 |
0 |
0 |
10 |
10 |
10 |
0 |
|
9 |
1 |
12 |
0 |
0 |
14 |
14 |
14 |
0 |
|
10 |
1 |
14 |
0 |
0 |
8 |
8 |
8 |
0 |
|
11 |
1 |
16 |
0 |
0 |
10 |
10 |
10 |
0 |
|
12 |
1 |
17 |
0 |
0 |
15 |
15 |
15 |
0 |
|
13 |
1 |
19 |
0 |
0 |
23 |
23 |
23 |
0 |
|
14 |
2 |
9 |
0 |
10 |
1 |
11 |
1 |
10 |
|
15 |
3 |
9 |
0 |
9 |
2 |
11 |
2 |
9 |
|
16 |
4 |
9 |
0 |
9 |
2 |
11 |
2 |
9 |
|
17 |
5 |
11 |
0 |
8 |
4 |
12 |
4 |
8 |
|
18 |
6 |
11 |
0 |
11 |
1 |
12 |
1 |
11 |
|
19 |
7 |
11 |
0 |
12 |
0 |
12 |
0 |
12 |
|
20 |
8 |
13 |
0 |
15 |
6 |
21 |
6 |
15 |
|
21 |
9 |
13 |
10 |
20 |
11 |
21 |
1 |
10 |
|
22 |
10 |
15 |
0 |
13 |
10 |
23 |
10 |
13 |
|
23 |
11 |
15 |
12 |
23 |
12 |
23 |
0 |
11 |
|
24 |
12 |
18 |
0 |
21 |
14 |
35 |
14 |
21 |
|
25 |
13 |
18 |
20 |
34 |
21 |
35 |
1 |
14 |
|
26 |
14 |
18 |
0 |
27 |
8 |
35 |
8 |
27 |
|
27 |
15 |
20 |
23 |
36 |
23 |
36 |
0 |
13 |
|
28 |
16 |
20 |
0 |
26 |
10 |
36 |
10 |
26 |
|
29 |
17 |
21 |
0 |
32 |
15 |
47 |
15 |
32 |
|
30 |
18 |
21 |
34 |
46 |
35 |
47 |
1 |
12 |
|
31 |
19 |
21 |
0 |
24 |
23 |
47 |
23 |
24 |
|
32 |
20 |
21 |
36 |
47 |
36 |
47 |
0 |
11 |
|
33 |
21 |
22 |
47 |
77 |
47 |
77 |
0 |
30 |
