Ижбердеев Алексей / lw5 / hunt
.docЛ а б о р а т о р н а я р а б о т а № 5
ОПРЕДЕЛЕНИЕ ОЧЕРЕДНОСТИ ЗАПУСКА ДЕТАЛЕЙ В ПРОИЗВОДСТВО С ПОМОЩЬЮ МЕТОДА МИНИМИЗАЦИИ АСИНХРОННОСТИ
Цели и задачи работы
В процессе выполнения лабораторной работы студенту необходимо:
-
научиться анализировать информацию о последовательностях запуска деталей в производство и временах выполнения технологических операций с целью сокращения длительности производственного цикла обработки деталей за счет минимизации времени их пролеживания между операциями;
-
обосновать возможность применения метода минимизации асинхронности со встроенной оптимизационной процедурой решения транспортной задачи для определения очередности запуска деталей;
-
приобрести навыки графического представления графиков обработки деталей на станках и принятия решений по выбору окончательного варианта план-графика производства.
Описание проблемной ситуации
На участке машиностроительного предприятия с мелкосерийным (серийным) характером производства имеется k типов металлорежущих станков, на которых обрабатывается n наименований деталей со сходными технологическими маршрутами. Известны операционные времена обработки деталей на каждом из станков в размере партий запуска (bim, где i - номер (шифр) детали, i = [1, n]; m - порядковый номер станка в технологической линии, m = [1, k]).
Необходимо определить рациональный порядок запуска деталей в размере партии в производство, обеспечивающий минимальную общую длительность производственного цикла обработки всех деталей.
Этапы выполнения работы
Исходная информация для выполнения лабораторной работы представлена в табл. 29.
Таблица 29
|
|
Операционное время обработки деталей на станках (мин.) |
|||||||||||||||
|
№ варианта |
Деталь 1 |
Деталь 2 |
Деталь 3 |
Деталь 4 |
||||||||||||
|
|
С1 |
С2 |
С3 |
С4 |
С1 |
С2 |
С3 |
С4 |
С1 |
С2 |
С3 |
С4 |
С1 |
С2 |
С3 |
С4 |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
|
1 |
16 |
15 |
13 |
7 |
17 |
13 |
12 |
6 |
6 |
11 |
8 |
12 |
18 |
8 |
14 |
5 |
I этап. Составление и анализ возможного план-графика запуска деталей в производство.
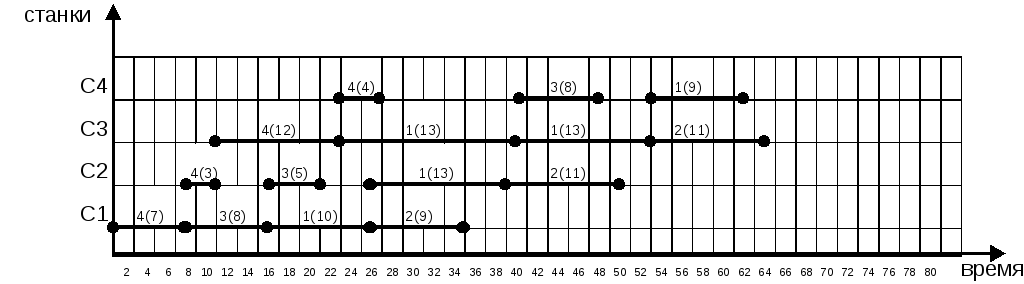
Необходимо первоначально выбрать произвольную последовательность запуска деталей и построить график обработки этих деталей на станках по исходным данным с целью определения величины общей длительности производственного цикла. Построение графика обработки осуществляется путем последовательной привязки каждой из операций по временной шкале к соответствующему станку. Порядок следования деталей определяется выбранной последовательностью [1, стр. 368]. Анализируя полученный график, студент определяет, каким образом может быть уменьшена длительность производственного цикла изготовления всех деталей и обосновывает возможность применения метода минимизации асинхронности для определения очередности запуска деталей в производство.
Как видно из построенного графика, длительность производственного цикла = 84 периодам.
II этап. Подготовка исходной информации для автоматизированного установления последовательности обработки деталей на станках.
III этап. Автоматизированный расчет матрицы асинхронностей и определение определение состава переменных оптимального базиса.
На этом этапе используется программный комплекс ASIN, включающий asin.exe – главную программу, формирующую матрицу асинхронностей и систему линейных уравнений, а также blp88.exe – пакет для решения систем линейных уравнений.
Работа с комплексом ASIN предполагает выполнение следующих действий:
-
ввод и корректировку по результатам визуального контроля исходной информации;
-
решение задачи линейного программирования с получением машинограммы, включающей: технологическую матрицу, матрицу асинхронностей, таблицу соответствия элементов матрицы асинхронностей переменным в задаче линейного программирования, а также отчет программы BLP по решению задачи линейного программирования.
Технологическая матрица
16 15 13 7
17 13 12 6
6 11 8 12
18 8 14 5
Матрица асинхронностей
0 16 27 18
17 0 25 17
6 6 0 6
18 18 23 0
III этап. Анализ полученной машинограммы.
На этом этапе студент демонстрирует расчет значений элементов матрицы асинхронностей, выбрав для этого произвольно два-три попарных запуска деталей. Величины асинхронностей (aij) попарного запуска партий деталей, то есть суммарного времени пролеживания j-й детали, которая запускается в производство вслед за i-й деталью, определяются по формуле:
m m-1
aij = max[bim - bjm]; ij.
1mk 1 1
Для расчёта воспользуемся исходной матрицей трудоёмкостей.
На базе машинограммы устанавливается замкнутая цепочка последовательностей запуска деталей в производство, определяются варианты запуска, производится расчет длительности производственного цикла для каждого из n вариантов.
Оценка длительности производственного цикла изготовления всех деталей (Ц) из n установленных комбинаций производится по формуле:
k n-1 m m-1
Ц=bim+ max [bim - bjm]; ij.
1 1 1mk 1 1
Ж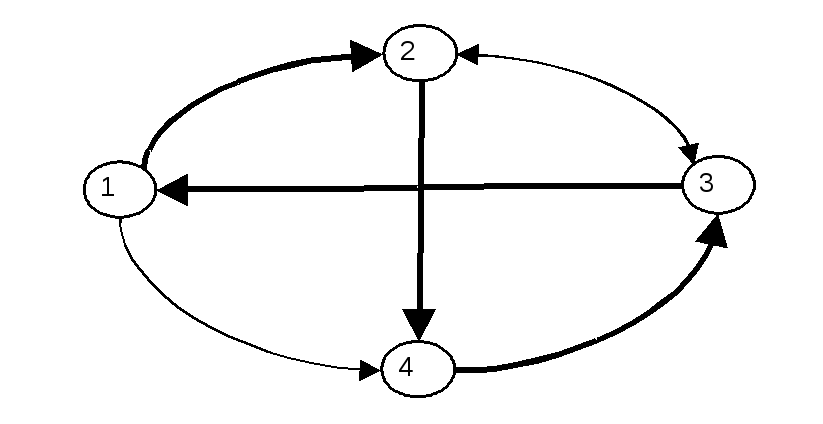 ирными
линиями выделена единственная замкнутая
цепочка последовательностей запуска
деталей в производство.
ирными
линиями выделена единственная замкнутая
цепочка последовательностей запуска
деталей в производство.
Получаем следующие замкнутые последовательности:
|
1 |
2 |
4 |
3 |
1 |
|
2 |
4 |
3 |
1 |
2 |
|
3 |
1 |
2 |
4 |
3 |
|
4 |
3 |
1 |
2 |
4 |
Расчитаем значения Ц для каждой последовательности.
-
Ц
93
97
84
93
IV этап. Выбор варианта очередности запуска деталей в производство и графическое отображение соответствующего пооперационного план-графика.
Окончательный выбор очередности запуска деталей на обработку осуществляется по критерию минимальной оценки длительности производственного цикла. По выбранному варианту запуска деталей в производство студент представляет в пооперационный план-график в координатах “станок-время”.
Минимальное значение Ц = 84, следовательно запуск деталей осуществляем в следующей последовательности 3 -> 1 -> 2 -> 4.