

АПП курсовик / 5551 АПП / Курсовой проект / Обработка на станках с ЧПУ / Токарные станки / Технологическая подготовка токарного станка
.pdfОкончание таблицы 1.1 Основные схемы установки заготовок на токарных станках с ЧПУ
|
|
|
|
Схема установки |
|
|
|
|
Обозначение |
|
Рекомендации |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
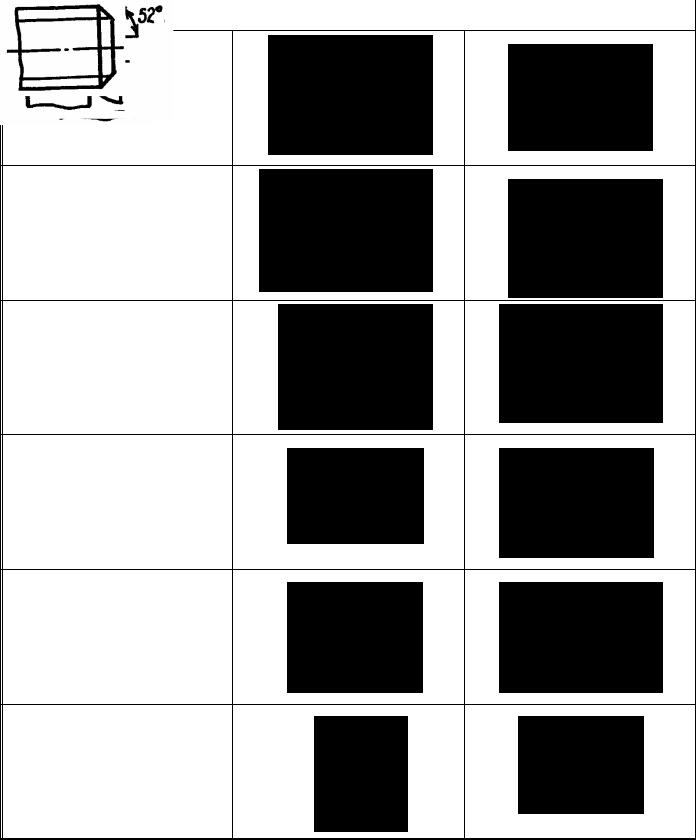
9. С рифленым передним |
|
|
|
|
|
|
|
|
|
|
|
|
Для |
заготовок, |
имеющих |
||||||
центром и вращающимся |
|
|
|
|
|
|
|
|
|
|
|
|
отверстия с торцев |
||||||||
|
задним центром |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
Установка на оправке |
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
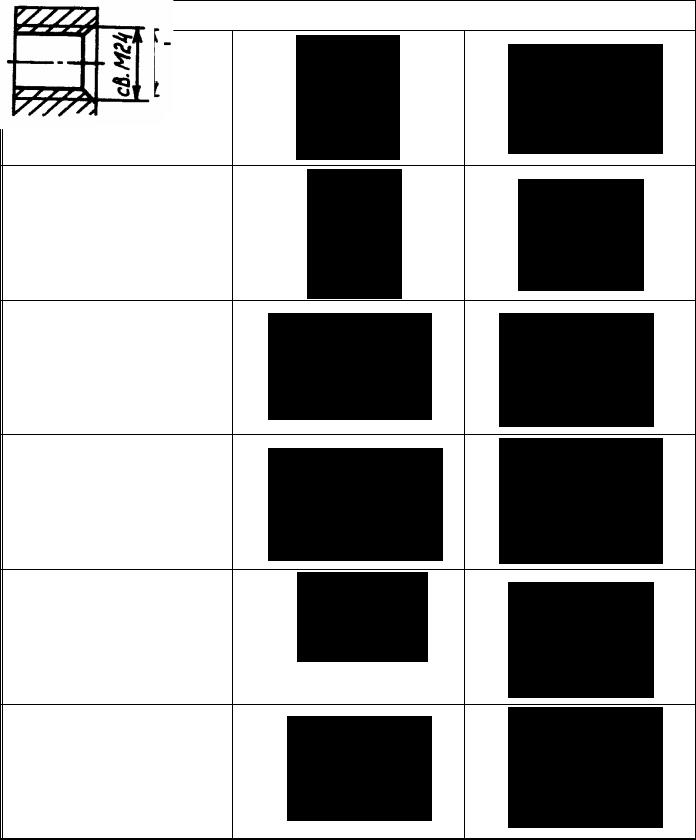
10. Разжимной с упором в |
|
|
|
|
|
|
|
|
|
|
|
|
Для |
заготовок |
малых и |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
торец |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
средних размеров при со- |
||||||
|
|||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
отношениях: |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
l/dН<2; |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
dВ>50 мм; |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
dВ/dН>1/2 |
|
||
|
|
|
|
|
|
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
11. Резьбовой с упором в |
|
|
|
|
|
|
|
|
|
|
|
|
При требованиях к соос- |
||||||||
торец |
|
|
|
|
|
|
|
|
|
|
|
|
|
ности поверхностей отно- |
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
сительно резьбы и при не- |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
достаточной протяженно- |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
сти других поверхностей |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
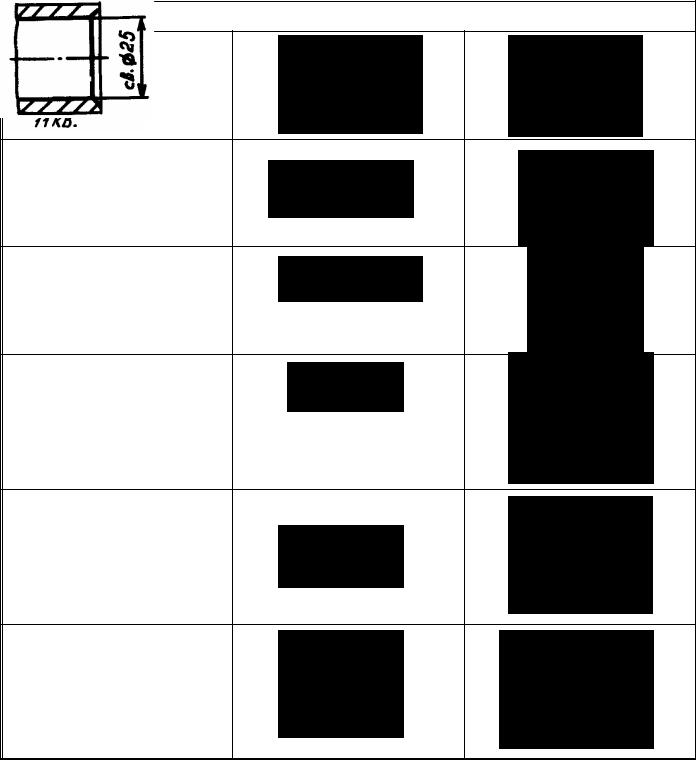
12. Конической с поджи- |
|
|
|
|
|
|
|
|
|
|
|
|
При |
повышенных требо- |
|||||||
мом центром |
|
|
|
|
|
|
|
|
|
|
|
|
ваниях к соосности по- |
||||||||
|
|
|
|
|
|
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
верхностей |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
13. Цилиндрической с упо- |
|
|
|
|
|
|
|
|
|
|
|
|
При l/dВ>4 |
|
|||||||
ром в торец и поджимом |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
вращающимся центром |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
11

2.ИНСТРУМЕНТАЛЬНОЕ ОБЕСПЕЧЕНИЕ
2.1.Режущий инструмент
Режущий инструмент для токарной обработки можно условно разделить на две группы: для наружной обработки и внутренней обработки. К первой группе относятся проходные, контурные, резьбовые, канавочные резцы и т.п. Ко второй группе - расточные резцы, резцы для обработки внутренних канавок и нарезания резьб, а также сверла, зенкеры, развертки и др. Большинство этих инструментов имеет стандартизированные или нормализованные конструкции, которые представлены в
[2], [3], [6], [7, т.2].
Опыт эксплуатации токарных станков с ЧПУ показал, что дня обработки большинства деталей можно применить типовой комплект режущего инструмента. В табл.2.1 представлены основные виды режущего инструмента, используемого для токарной обработки на станках с ЧПУ.
|
|
|
|
|
|
|
|
Таблица 2.1 |
||
|
Основные виды режущих инструментов для токарных станков с ЧПУ |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Наименование |
|
Эскиз инструмента |
Эскиз обработки |
||||||
|
|
|
|
|
|
|
|
|
|
|
1. |
Резец подрезной |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2. |
Резец проходной |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12
|
|
Продолжение таблицы 2.1 |
Основные виды режущих инструментов для токарных станков с ЧПУ |
||
|
|
|
Наименование |
Эскиз инструмента |
Эскиз обработки |
|
|
|
3.Резец проходной упорный
4.Резец контурный
5.Резец контурный
6.Резец контурный
7.Резец контурный
8.Резец резьбовой для наружной резьбы
13
Продолжение таблицы 2.1 Основные виды режущих инструментов для токарных станков с ЧПУ
Наименование |
Эскиз инструмента |
Эскиз обработки |
|
|
|
9.Резец канавочный для наружных канавок
10.Резец для угловых канавок
11.Резец расточной
12.Резец расточной
13.Резец канавочный для внутренних канавок
14.Резец резьбовой для внутренних резьб
14
Продолжение таблицы 2.1 Основные виды режущих инструментов для токарных станков с ЧПУ
Наименование |
Эскиз инструмента |
Эскиз обработки |
|
|
|
15.Резец для внутренних угловых канавок
16.Сверло центровочное
17. Сверло спиральное
18. Зенкер
19.Развертка цельная
20.Развертка насадная
15
|
|
|
|
|
|
|
Окончание таблицы 2.1 |
|||
|
Основные виды режущих инструментов для токарных станков с ЧПУ |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Наименование |
|
|
Эскиз инструмента |
|
Эскиз обработки |
||||
|
|
|
|
|
|
|
|
|
|
|
21. |
Метчик |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
22. |
Сверло перовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Для обработки на станках с ЧПУ широко применяют сборные резцы с механическим креплением многогранных неперетачиваемых пластин из твердого сплава. Основные типы пластин показаны на рис.2.1. Для дробления стружки в пластинах предусмотрены стружкозавивающие канавки. С целью погашения износостойкости пластин на них наносят покрытие из карбида титана.
На рис.2.2 представлены примеры конструкций сборных резцов для наружной обработки. Типовые узлы крепления твердосплавных пластин можно условно разделить на две группы:
крепление прихватом сверху с базированием пластины по боковым поверхностям (рис.2.2,а);
крепление сползающим прижимом с базированием пластины по централь-
ному отверстию (рис.2.2,б).
Для станка 16К20Ф3 РМ132 применяют резцы с размером державки в сечении 25х25 мм. При наличии прибора для настройки инструмента вне станка могут использоваться укороченные резцы-вставки с регулировочным винтом (рис.2.2,в).
16
а |
б |
в |
г |
д |
е |
Рис. 2.1. Типы многогранных неперетачиваемых пластин из твердого сплава
17
а
б
в
Рис. 2.2. Конструкции сборных резцов для наружной обработки: а - с креплением пластины прихватом сверху; б – с креплением пластины с ползающим прижимом; в – укороченный резец-вставка
18
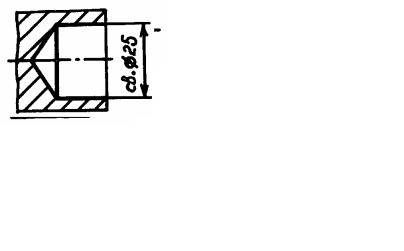
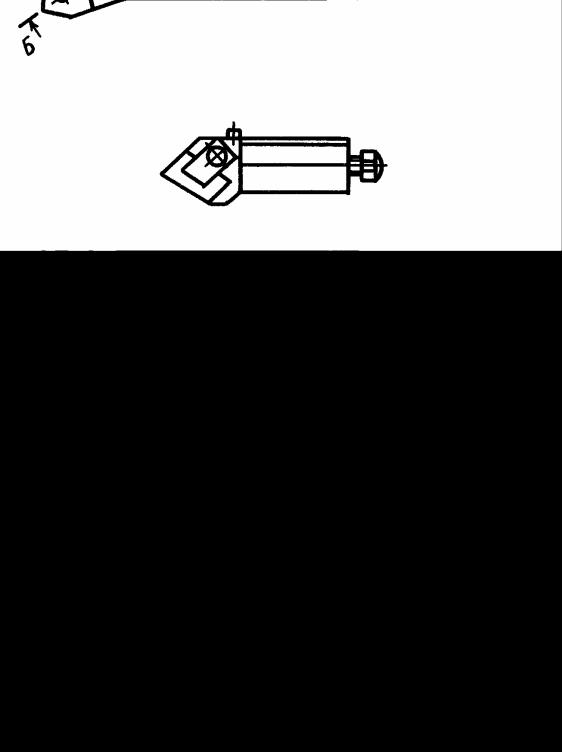
Для расточных резцов применяют крепление боковым зажимом с базированием пластины по отверстию (рис.2.3). Державка резца имеет круглое сечение с лысками для фиксации инструмента в переходной втулке. В комплект инструмента для станка 16К20ФЗ РМ132 входят расточные резцы с диаметром сечения державки 25 и 32 мм. Резцы оснащены пластинами ромбической формы и обеспечивает минимальный диаметр расточки 40 и 50 мм соответственно.
Комплект резцов для токарных станков с ЧПУ должен обеспечивать обработку поверхностей, наиболее часто встречающихся в машиностроении. Схема обработки типовых поверхностей представлена на рис.2.4. Комплект резцов включает следующие наименования.
1.Резцы проходные отогнутые правые с ϕ=45° ( ГОСТ 21151-75, тип 1) для патронной обработки деталей типа фланцев. Они обеспечивают наружную обточку, проточку торцев, проточку выточек и снятие фасок.
2. |
Резцы |
контурные |
с |
параллелограмными |
пластинами |
ϕ=95° |
|
(ГОСТ 20872-80, тип 1), которые позволяют производить обточку по ци- |
|||||
|
линдру, |
протачивать обратный конус с углом спада до 30°, обрабатывать |
||||
|
радиусные поверхности, галтели и подрезать торцы от центра детали. Эти- |
|||||
|
ми резцами можно протачивать канавки для выхода шлифовального круга. |
|||||
|
Режущая кромка базируется по боковым граням и закрепляется прихватом |
|||||
|
сверху. |
|
|
|
|
|
3. |
Резцы |
контурные |
с |
параллелограмными |
пластинами с |
ϕ=63° |
|
(ГОСТ 20872-80, тип 2), которые позволяют производить обработку полу- |
|||||
|
сферических поверхностей и конусов с углом спада до 57°. |
|
||||
4.Резцы резьбовые с ромбическими пластинами, закрепляемыми с помощью прихвата сверху, для нарезания наружных резьб с шагом от 1,5 до 6 мм (конструкция ВНИИИнструмента).
5.Резцы резьбовые для нарезания внутренних резьб (ГОСТ 22207-76, тип 2). Позволяют нарезать резьбу в отверстиях диаметром свыше 35 мм с шагом резьбы до 2 мм и близким подходом к торцу.
19
20
Рис. 2.3. Конструкции сборных расточных резцов