

АПП курсовик / 5551 АПП / Курсовой проект / Обработка на станках с ЧПУ / Токарные станки / Программирование обработки для токарного станка
.pdfN011 G11 |
– отмена функции G10 |
N012 T2 S3 800 F0,1 |
|
N013 X40 Z10 E |
– перемещение в ИТ |
N014 G10 |
– постоянная скорость |
N015 L10 B5 |
– параметр цикла |
N016 M02 |
|
3.9. Программирование цикла L11 повторения участка программы
Цикл L11 используется для упрощения программирования и сокращает объем программы, если в ней можно выделить повторяющиеся участки.
Для программирования цикла необходимо задать по адресу L его номер (L11), а затем его параметры: число повторении по адресу H; номер кадра начала повторения по адресу B. Признаком конца участка программы, который будет повторяться в цикле, является функция М18.
В качестве примера использования цикла L11 приведем тексты программ для удаления припуска с применением циклов петлеобразной обработки для заготовок, изображенных на рис.3.13.
Программа с циклом L03 "Наружная петля" (рис.3.13,а):
N001 T1 S3 450 F0,3
N002 X64 Z2 E – перемещение в ИТ N003 L03 W-52 – цикл “ Наружная петля”
N004 U-6 M18 – уменьшение координаты X на 6 мм
N005 L11 B3 H4 – повторение с 4-го кадра 3 раза
N006 M02
Программа обеспечивает удаление припуска на наружную обработку с 70 до
40 на длине 50 мм. Удаление припуска выполняется за пять рабочих ходов с глубиной резания 3 мм. Перед началом 1-го цикла L03 резец устанавливается в ИТ с координатами XИТ=64 мм и ZИТ=2 мм. После отработки 1-го цикла резец смещается
41
по оси X на расстоянии U=-6 мм (в диаметральном выражении), после чего процесс повторяется еще четыре раза. Выполнение программы заканчивается в точке с коор-
динатами X=34 мм и Z=2 мм.
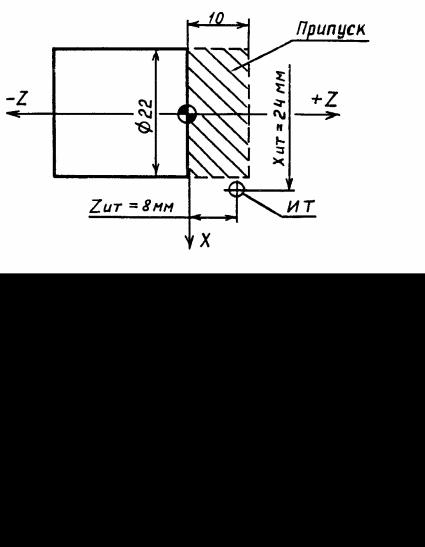
Рис. 3.13. Эскизы заготовок: а – для удаления наружного припуска; б – для удаления торцового припуска
Программа с циклом L05 ” Торцовая петля” ( рис.3.13,б):
N001 T1 S3 1000
N002 X24 Z8 E
N003 L05 X0
N004 W-2 M18
N005 L11 H3 B4
N006 M02
42
В этой программе выполняется снятие торцового припуска величиной 10 мм за пять рабочих ходов с глубиной резания 2 мм. Перед первым циклом резец уста-
навливается в ИТ с координатами XИТ=24 мм и ZИТ=8 мм. После отработки 1-го цикла резец смещается по оси Z на расстояние W=-2 мм, после чего процесс повторяется еще четыре раза. Выполнение программы заканчивается в точке с координа-
тами X=24 мм и Z=-2 мм.
43
ЛИТЕРАТУРА
1.Программное обеспечение УЧПУ 2Р22 для управления станком 16К20Ф3 С32. Руководство оператора. 1984.
44
ОГЛАВЛЕНИЕ |
|
1. Система управления станка и его наладка………………………………… |
3 |
1.1. Технические характеристики станка…………………………………... |
3 |
1.2.Режимы работы станка…………………………………………………. 6
1.3.Система координат станка……………………………………………... 7
1.4.Наладка станка………………………………………………………….. 8
2.Кодирование информации в управляющей программе…………………... 9
2.1. |
Структура управляющей программы………………………………….. |
9 |
2.2. |
Программирование технологической информации…………………... |
10 |
2.3.Программирование перемещений……………………………………... 12
2.4.Программирование команд с использованием вспомогательной
функции М………………………………………………………………. |
15 |
2.5. Использование вспомогательной функции G………………………… |
16 |
2.6. Программирование фасок, галтелей и дуг…………………………….. |
16 |
3. Программирование постоянных циклов…………………………………… |
20 |
3.1. Программирование цикла L01 нарезания резьбы резцом……………. |
20 |
3.2. Программирование цикла L02 точения канавок……………………… |
24 |
3.3. Программирование циклов L03, L04 и L05 петлеобразной |
|
обработки………………………………………………………………... |
26 |
3.4. Программирование цикла L06 глубокого сверления………………… |
28 |
3.5. Программирование цикла L07 нарезания резьбы метчиком или |
|
плашкой…………………………………………………………………. |
29 |
3.6. Программирование цикла L08 черновой обработки цилиндрической |
|
заготовки………………………………………………………………… |
31 |
3.7. Программирование цикла L09 черновой обработки поковок……….. |
35 |
45
3.8. Программирование цикла L10 |
чистовой обработки…………………. 39 |
|
3.9. Программирование цикла L11 |
повторения участка программы |
41 |
Литература……………………………………………………………………… |
|
43 |
46