

Зм.
№документу
Підпис
Дата
Арк.









Арк.

ЗАВДАННЯ 4
Розрахунок та вибір посадок для з’єднання деталей із підшипниками кочення
Вихідні дані:
Номер підшипника - 317;
Номер рисунку - 27;
Номера позицій – 1,3;
Радіальне навантаження R = 94,2 кН;
Режим роботи – «важкий»;
Внутрішній діаметр d = 85 мм;
Зовнішній діаметр D = 180 мм;
Ширина B = 41 мм;
Радіус кромки r = 4,0;
Розв’язання:
Визначаємо значення мінімального розрахункового натягу циркуляційно навантаженою кільця підшипника:
 ,
,
де: Nmin – найменший натяг, мм;
R – радіальне навантаження на підшипник;
k – коефіцієнт, величина якого залежить від серії підшипника:
для легкої серії – K = 2,8;
для нормальної серії – K = 2,3;
для важкої серії – K = 2,0.
в даному випадку вибираємо K = 2,0;
 –ширина
контакту підшипника із спряженою
деталлю, мм.
–ширина
контакту підшипника із спряженою
деталлю, мм.

Посадку циркуляційно навантажених кілець підшипника вибираємо, згідно умови:

 -
найменший натяг стандартної посадки;
-
найменший натяг стандартної посадки;
а) для внутрішнього кільця підшипника на вал:
 ;
;
 ;
;
 умова
виконується;
умова
виконується;
Знаходимо основні параметри з”єднання:









Призначаємо посадку для зовнішнього кільця підшипника в корпус:

Залежно
від радіального навантаження призначаємо
посадку для зовнішнього кільця підшипника:
 ;
;
Знаходимо основні параметри з’єднання:









Перевіряємо правильність вибору посадки, виходячи з умови міцності:
Визначаємо допустимий натяг
 ,
де
,
де -
допустиме напруження при розтягуванні
(для підшипникової сталі ШХ – 15
-
допустиме напруження при розтягуванні
(для підшипникової сталі ШХ – 15 =
400 МПа);
=
400 МПа); -
номінальний діаметр спряжуваного
кільця підшипника, мм;
-
номінальний діаметр спряжуваного
кільця підшипника, мм;
Перевіряємо міцність з’єднання, дотримуючись умови:
 де
де
 -
найбільший натяг стандартної посадки.
-
найбільший натяг стандартної посадки.

Посадку перевіряємо на наявність робочого (посадочного) зазору (
 )
) ,
де
,
де -
середній початковий радіальний зазор,
що дорівнює півсумі граничних початкових
зазорів:
-
середній початковий радіальний зазор,
що дорівнює півсумі граничних початкових
зазорів:
 -
діаметральна деформація доріжки кочення
циркуляційно – навантаженого кільця
відповідно внутрішнього і зовнішнього
діаметрів після посадки його на вал чи
в корпус, мкм:
-
діаметральна деформація доріжки кочення
циркуляційно – навантаженого кільця
відповідно внутрішнього і зовнішнього
діаметрів після посадки його на вал чи
в корпус, мкм:
 ;
;
 -
дійсний натяг , мкм, визначений за
найбільшим граничним натягом:
-
дійсний натяг , мкм, визначений за
найбільшим граничним натягом:
 ;
;
 -
приведений зовнішній діаметр внутрішнього
кільця, мм;
-
приведений зовнішній діаметр внутрішнього
кільця, мм;
 ;
;

 ;
;
 ;
;
 ;
;
Визначаємо зусилля пресування
 ;
;
5.
Будуємо схему
посадок з’єднань:
 (внутрішнє кільце підшипника на вал)
(внутрішнє кільце підшипника на вал)

 (зовнішнє
кільце підшипника в корпус)
(зовнішнє
кільце підшипника в корпус)
Завдання 5 Розрахунок та вибір посадок для гладких циліндричних з’єднань методом аналогії
Вихідні дані:
Номер рисунку - 27;
Номера позицій – 2 корпус - кришка, 9 – корпус мосту – корпус напіввісі;
Номінальні розміри – 180мм, 230мм;
Розв’язання:
Щоб обрати необхідну посадку скористаємось деякими прикладами застосування посадок в машинобудуванні.
Призначимо посадку з зазором для з’єднання кришки з корпусом. Для цього використовуємо внутрішній діаметр корпусу, як номінальний діаметр з’єднання dн = 180 мм, призначаємо посадку H7/d9. Ця посадка забезпечує швидке розбирання та збирання, що необхідно для експлуатації даного редуктору:
 ;
;
Призначаємо кінцевий метод обробки:
корпус
 приймаємоRzD
= 3.2
мкм, останнім видом обробки буде –
чистове розточування;
приймаємоRzD
= 3.2
мкм, останнім видом обробки буде –
чистове розточування;кришка
 ;
приймаємоRzd
= 1,6 мкм, останнім видом обробки буде –
тонке обточування з поперечною подачею.
;
приймаємоRzd
= 1,6 мкм, останнім видом обробки буде –
тонке обточування з поперечною подачею.
Визначаємо кінцеві розміри деталей та параметри з’єднання:










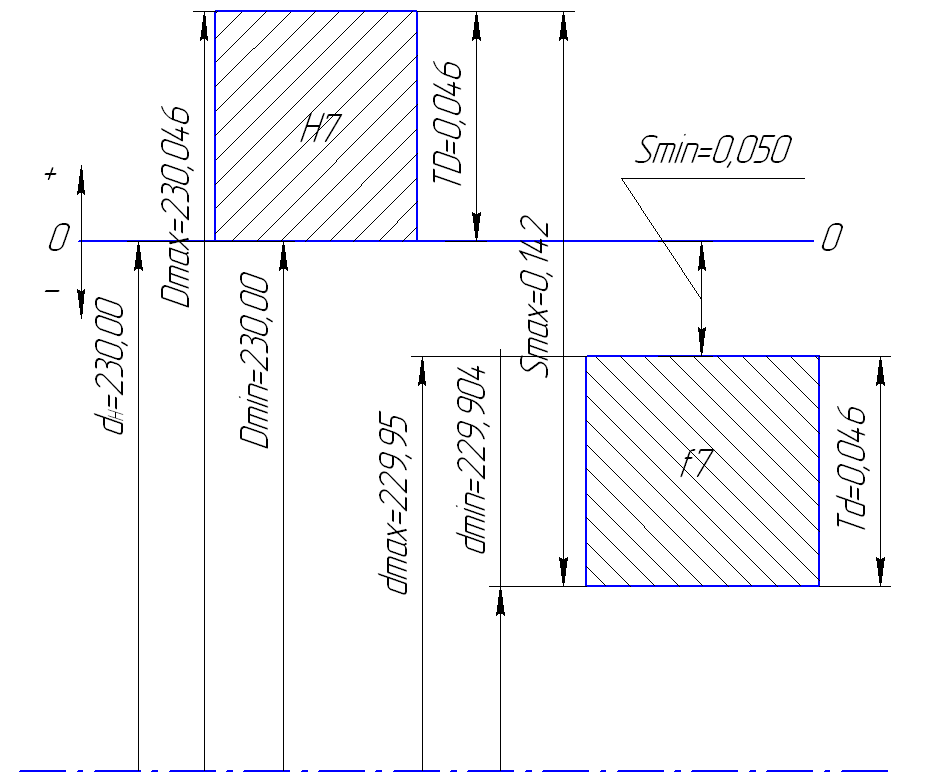
Для з’єднання корпусу мосту з корпусом напіввісі, використовуємо діаметр корпусу, як номінальний діаметр з’єднання dн = 230 мм. Призначаємо посадку H7/f7, така посадка забезпечить безпроблемне зняття та встановлення корпусу в корпус:
 ;
;
Призначаємо кінцевий метод обробки:
корпус мосту

 приймаємоRzD
= 3,2 мкм, останнім видом обробки буде –
чистове розточування;
приймаємоRzD
= 3,2 мкм, останнім видом обробки буде –
чистове розточування;корпус напіввісі
 приймаємоRzd
= 1,6 мкм, останнім видом обробки буде –
тонке обточування з поперечною подачею.
Визначаємо кінцеві розміри деталей
та параметри з’єднання
приймаємоRzd
= 1,6 мкм, останнім видом обробки буде –
тонке обточування з поперечною подачею.
Визначаємо кінцеві розміри деталей
та параметри з’єднання









Для
з’єднання типу «кришка - корпус», з
посадкою
 розрахуємо
граничні та виконавчі розміри калібрів.
розрахуємо
граничні та виконавчі розміри калібрів.
Розрахунок граничних розмірів калібру пробки, для контролю отвору
Параметри отвору:
ES = +0,040 мм; EI = 0 мм.
Dmax = D + ES = 180,040 мм;
Dmin = D + EI = 180,00 мм.
За таблицею ГОСТ 24853-81 знаходимо допуск на виготовлення калібру-пробки: Н1=8 мкм, Y1=4 мкм, Z1=6 мкм.
Розраховуємо граничні розміри прохідної сторони калібру-пробки, та найменший розмір на зношення прохідної сторони:



Виконавчий розмір вказаний на кресленні для прохідної сторони калібру:

Розраховуємо граничні розміри непрохідної сторони калібру-пробки:


Виконавчий розмір вказаний на кресленні для непрохідної сторони калібру:

Схема полів допусків представлена на рис. 5.1.
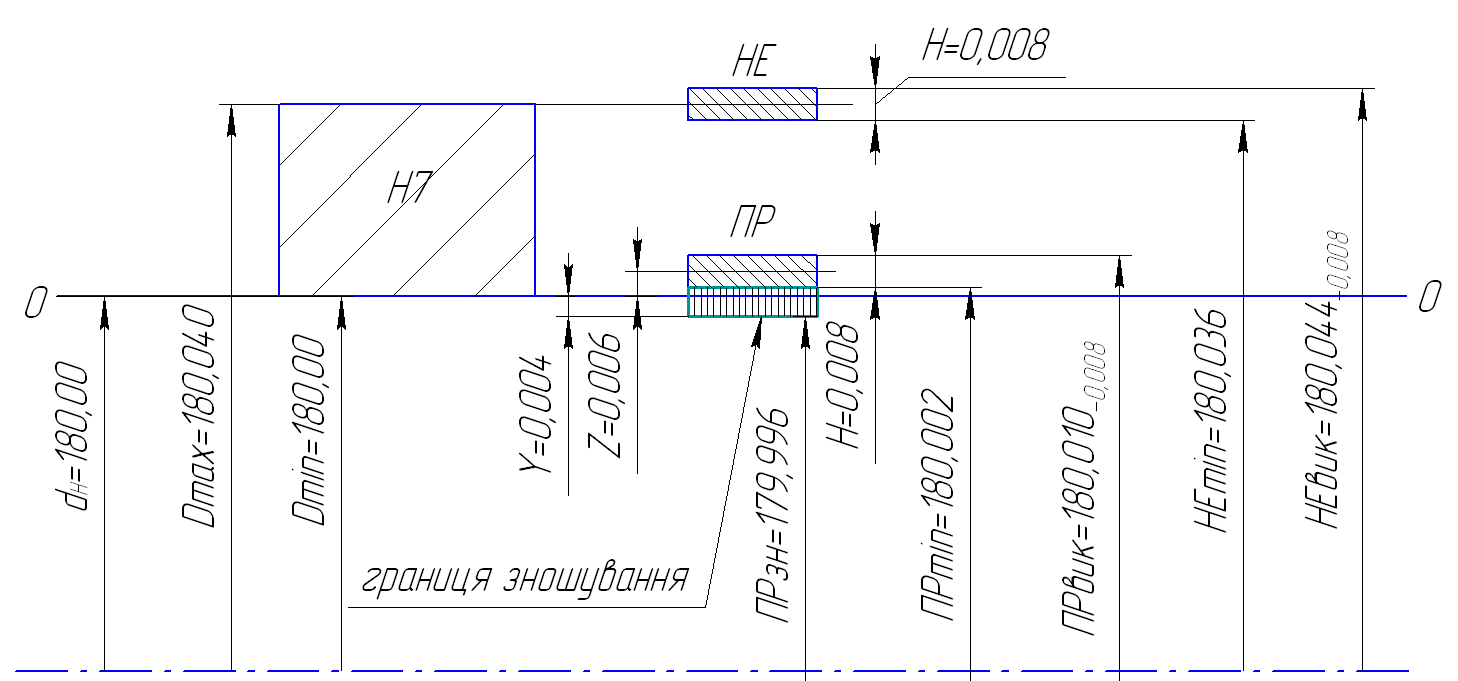
Рис.
5.1. схема полів допусків на виготовлення
калібру-пробки

Розрахунок граничних розмірів калібру – скоби для контролю вала
Параметри валу:
es= -0,145; ei = -0,245мм.
dmax = d + es = 179,855 мм;
dmin = d + ei = 179,755 мм.
За таблицею ГОСТ24853-81 знаходимо допуск на виготовлення калібру-скоби: Н1=12 мкм, Y1=0 мкм ,Z1=18 мкм.
Розраховуємо граничні розміри прохідної сторони калібру-скоби, та найменший розмір на зношення прохідної сторони:



Виконавчий розмір вказаний на кресленні для прохідної сторони калібру:

Розраховуємо граничні розміри непрохідної сторони калібру-пробки:


Виконавчий розмір вказаний на кресленні для непрохідної сторони калібру:

Схема полів допусків представлена на рис. 5.2.

Рис.
5.2. схема полів
допусків
на виготовлення
калібру-скоби
 .
.