

Гибкие автоматизированные производства. Иерархическое представление ГАП.
В качестве средств автоматизации процессов изготовления деталей используют оборудование с ЧПУ, АЛ, РТК, ГПС. Применение тех или иных средств определяется программой выпуска, номенклатурой и конструктивными особенностями деталей.
Основным оборудованием для механической обработки различных по своему служебному назначению деталей в условиях крупносерийного и массового производства являются АЛ или состоящие из них системы. В условиях крупносерийного и массового производства АЛ выполняют от одной до десяти различных деталей. Переналадка (ручная или автоматическая) реализуется на специальных переналаживаемых АЛ для групповой обработки, предназначенных для изготовления двух и более заранее известных, аналогичных по конструкции и технологии обработки и близких по размерам деталей.
В связи с сокращением срока выпуска изделий в ряде отраслей промышленности АЛ, рассчитанные на выпуск одной детали постоянной конструкции, имеют срок окупаемости около десяти лет и более и уже не могут быть полностью использованы. Поэтому было разработано оборудование нового вида — ГАЛ, которые могут переналаживаться на обработку деталей модификаций, неизвестных при проектировании Оборудованием, применяемым в ГАЛ, а также в качестве самостоятельных средств автоматизации средне- и крупносерийного производства, являются станки со сменными шпиндельными коробками (СШК) .
В
среднесерийном производстве предъявляются
специфические требования к
металлообрабатывающему оборудованию
Обычные АЛ в среднесерийном производстве
нерентабельны вследствие малого
коэффициента загрузки, а использование
одношпиндельных многоцелевых станков
с ЧПУ невыгодно, так как для изготовления
больших партий деталей требуется
значительное количество этого
дорогостоящего 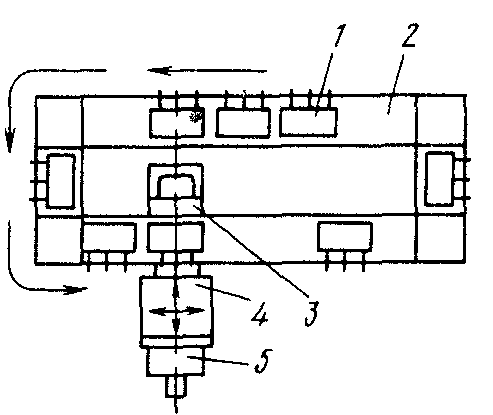 оборудования.
Поэтому производительность повышают
благодаря использованию СШК. В оборудовании
со СШК заготовка остается неподвижной
во времени всего цикла обработки, а
инструмент, установленный в СШК, подается
к заготовке в последовательности,
соответствующей ходу технологического
процесса обработки, производительность
которого определяется суммой затрат
времени на выполнение всех операций.
Число наименований деталей, изготовляемых
на ГАЛ со СШК зависит от программы их
выпуска и трудоемкости обработки и
может достигать в среднем 10—12 шт.
оборудования.
Поэтому производительность повышают
благодаря использованию СШК. В оборудовании
со СШК заготовка остается неподвижной
во времени всего цикла обработки, а
инструмент, установленный в СШК, подается
к заготовке в последовательности,
соответствующей ходу технологического
процесса обработки, производительность
которого определяется суммой затрат
времени на выполнение всех операций.
Число наименований деталей, изготовляемых
на ГАЛ со СШК зависит от программы их
выпуска и трудоемкости обработки и
может достигать в среднем 10—12 шт.
Существуют различные компоновки ГАЛ. Например, в ГАЛ со СШК, транспортируемыми по нижней плоскости (рис. 5.35), движение подачи и установочные движения получает заготовка 4, закрепленная на крестовом столе 5 Комплект СШК 1 располагается на роликовом конвейере 2 непрерывного действия в порядке технологического маршрута обработки. На силовом узле 3 входной вал СШК через автоматическую муфту входит в зацепление с приводом главного движения. Во время обработки СШК остается неподвижной.
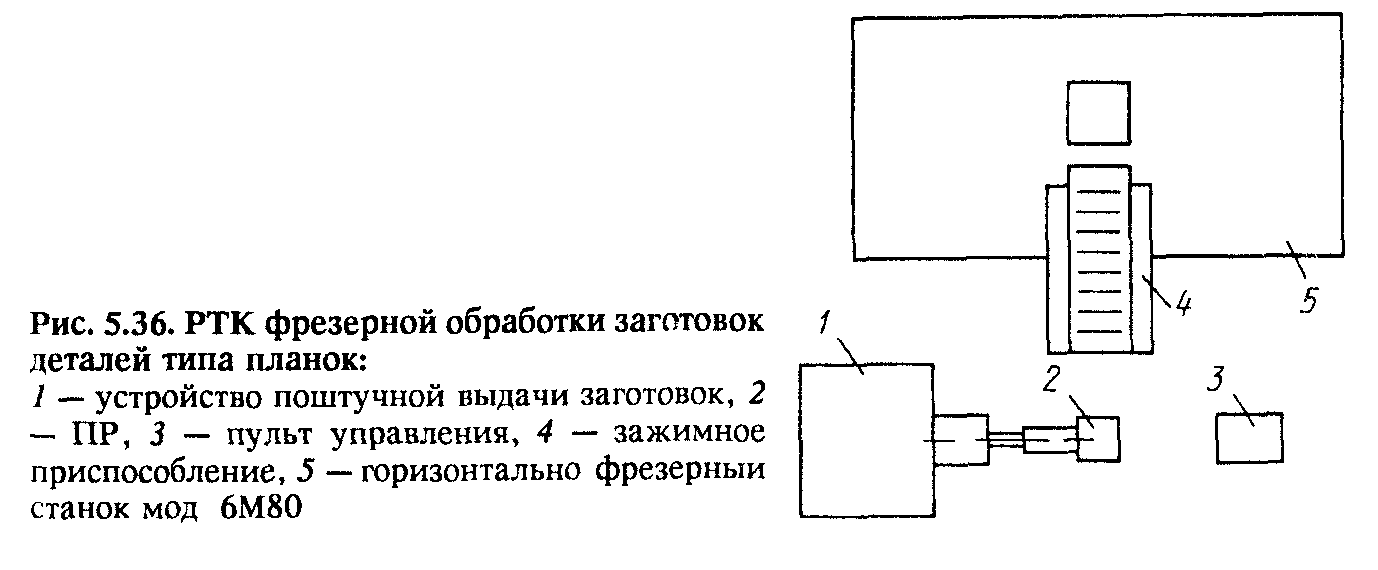
Необходимым элементом перехода от локальной автоматизации к ГПС являются РТК (рис. 5.36). Организационно РТК могут функционировать отдельно, как самостоятельный вид оборудования, или могут быть объединены в роботизированные технологические линии (РТЛ) и роботизированные технологические участки (РТУ).
Структура РТК и степень участия человека в производственном процессе зависят от уровня автоматизации, избираемого для данных конкретных условии, и характера связей с внешними и смежным производственными подразделениями. Состав РТК определяется характером выполняемого технологического процесса и формируется на основе следующих данных: числа изготовляемых деталей; заданной годовой программы выпуска; состава технологического оборудования; организации потока материалов (транспортирование, промежуточное хранение деталей и заготовок); числа подразделений обслуживания оборудования. Конструктивные, технологические, планировочные, информационные и другие связи (рис. 5.37) как внутри PTK так и между ними определяют характер выполняемого процесса.

ГАЦ (цех) входят в ГАЗы (завод). ГАЛ – для крупносерийного пр-ва (ГАЛ более жесткая, чем ГАУ) – сквозной транспортер через всю АЛ.