

Metodicheskoe_posobie_po_praktike_logistika
.pdfзадач в интегрированных информационных системах управления и определения последовательности их решения.
Распределительная логистика
Распределительная логистика. Физическое распределение: основные понятия и определения. Основные функции дистрибутивного менеджмента. Дистрибутивные каналы и сети. Основные правила физического распределения. Проблема координации и интеграции логистических посредников.
Каналы распределения: основные понятия; участники каналов распределения; функции, выполняемые участниками каналов распределения. Оценка и составляющие эффективности каналов распределения. Понятие логистического канала и логистической цепи. Преобразование логистического канала в логистическую цепь. Необходимость и эффективность преобразований.
Оптимизация каналов распределения. Решение задачи распределения методом потенциалов.
Аутсорсинг в логистике и его эффективность
Аутсорсинг: основные понятия, эффективность использования. Основные решения аутсорсинга в логистике: построение транспортной системы, построение системы складирования, принятие «make or buy» решений и др. Краткосрочные и долгосрочные решения. Критерии выбора организации партнера.
5. Лабораторный практикум
Лабораторный практикум проводится по всем разделам курса с целью закрепления теоретических знаний, полученных студентами на лекциях и в результате самостоятельного изучения рекомендуемой литературы.
6. Курсовой проект
В курсовом проекте осуществляется оперативно-календарное планирование (ОКП) на условном машиностроительном заводе. Определяется оптимальная годовая производственная программа завода (ГППЗ) с ис-
пользованием ППП Quantitative Systems for Business (QSB). Улучшается ГППЗ путем ликвидации диспропорций в структуре производственной мощности предприятия. Производится расчет технико-экономических показателей ГППЗ, загрузки оборудования. Проводятся другие мероприятия по улучшению ГППЗ в процессе послеоптимизационного анализа ее решения. Годовая производственная программа завода распределяется по квар-
12
талам и месяцам. Рассчитываются календарно-плановые нормативы. Определяется подетальная месячная производственная программа цехам, строятся календарный план-график запуска и выпуска партий деталей и поде- тально-пооперационный календарный план-график обработки деталей. В процессе выполнения курсового проекта студент должен практически овладеть техникой плановых расчетов и их анализа, составления моделей планирования и их решения на ЭВМ, приобрести опыт использования нормативных, справочных и литературных данных, развить навыки самостоятельной работы.
7. Учебно-методическое обеспечение дисциплины
7.1. Рекомендуемая литература
Основная литература
1.Логистика. Управление запасами в логистических системах : учеб. пособие / В. М. Макаров. – СПб. : Изд-во СПбГПУ, 2005 . – 97 с.
2.Производственный менеджмент: Учебник/ под ред. В.А. Козлов-
ского. – М.: ИНФРА-М, 2005. – 574 с.
Дополнительная
1.Гаврилов Д.А. Управление производством на базе стандарта
MRP-II. – СПб.: Питер, 2002. – 320 с.
2.Логистика: Метод. указания / Сост. В.А. Дуболазов. СПб, Изд-во Политехн. Ун-та, 2004. – 60 с.
3.Соколицын С.А., Дуболазов В.А. Автоматизированные системы управления машиностроительным предприятием. – Л.: ЛГУ, 1980. – 284 с.
8. Материально-техническое обеспечение дисциплины
Компьютерные классы, объединенные в локальную вычислительную сеть и имеющие выход в интернет. Пакет прикладных программ WinQSB.
13

СБОРНИК ЗАДАЧ ПО ДИСЦИПЛИНЕ
Раздел 1. Организация материальных потоков во времени
Тема 1.1. Виды движения партии предметов по операциям
Задача 1.1
Аналитически и графически определить длительность обработки партии предметов по операциям при различных видах движения партии предметов по операциям (последовательном, параллельном, параллельнопоследовательном (смешанном)). Размер партии предметов n = 4 шт.; нормы штучного времени по операциям: t1 = 4 мин/шт., t2 = 6 мин/шт., t3 = 3 мин/шт.
Задача 1.2
Аналитически и графически определить длительность обработки партии предметов по операциям при различных видах движения партии предметов по операциям (последовательном, параллельном, параллельнопоследовательном (смешанном)). Размер партии предметов n = 6 шт.; размер транспортной партии деталей nтр = 2 шт.; время на транспортировку tтр= 2 мин; нормы штучного времени по операциям: t1 = 5 мин/шт., t2= 3 мин/шт., t3 = 4 мин/шт.
Задача 1.3
Аналитически и графически определить длительность обработки партии предметов по операциям при различных видах движения партии предметов по операциям (последовательном, параллельном, параллельнопоследовательном (смешанном)). Размер партии предметов n = 4 шт.; нормы штучного времени по операциям: t1 = 3 мин/шт., t2 = 8 мин/шт., t3 = 5 мин/шт. Дополнительно дано, что на второй операции обработка ведется одновременно на двух рабочих местах.
Расчетное задание 1 на тему «Виды движения партии предметов по операциям»
Исходные данные
Самостоятельно выбрать индивидуальные данные из следующих предельных значений:
размер партии предметов n = (2 ÷ 8) шт.;
14
нормы штучного времени по операциям: t1 = (2÷6) мин/шт.; t2 = (4÷8) мин/шт.; t3 = (3÷6) мин/шт.; t4 = (2÷7) мин/шт.
Требуется
1.Построить график обработки партии предметов по операциям при различных видах движения партии предметов по операциям: последовательном, параллельном, параллельно-последовательном (смешанном).
2.Определить графически и аналитически Тп – длительность обработки партии предметов по всем операциям при различных видах движения партии предметов по операциям и другие параметры графиков, например, микропростои на операциях при параллельном виде движения партии предметов по операциям.
3.Изложить достоинства и недостатки каждого вида движения партии предметов по операциям.
4.Указать области применения каждого вида движения партии предметов по операциям.
5.Выбрать для своего примера наилучший вид движения партии предметов по операциям и обосновать выбор.
6.Указать назначение выбранного вида движения партии предметов по операциям, конкретно где и для чего он применяется.
7.Определить для выбранного вида движения партии предметов по операциям календарные сроки начала и окончания обработки партии предметов на каждой операции, самостоятельно задавшись сроком начала смены (например, 8 часов утра).
Тема 1.2. Подетальные план-график запуска и выпуска партий предметов
Задача 1.4
Построить подетальный план-график запуска и выпуска партий предметов на месяц по следующим данным (табл. 1).
|
|
|
Таблица 1 |
|
|
Исходные данные |
|
|
|
|
|
Предмет |
Размер пар- |
Ритм запуска и вы- |
Длительность производст- |
|
тии предме- |
пуска партии пред- |
венного цикла обработки |
|
тов n, шт. |
метов R, раб.дн. |
партии предметов Тц, |
|
|
|
раб.дн. |
А |
50 |
5 |
3 |
В |
20 |
3 |
3 |
С |
30 |
4 |
6 |
15
|
|
|
|
Расчетное задание 2 |
|
|
|
|||
|
|
на тему «Подетальный план-график запуска |
|
|||||||
|
|
|
и выпуска партий предметов» |
|
|
|||||
|
|
|
|
|
Исходные данные |
|
|
|
|
|
Самостоятельно выбрать для предметов А и В значения n, R, и Тц из |
||||||||||
следующих их предельных значений: n = (20 ÷ 60) шт.; R = (3 ÷ 6) раб. дн.; |
||||||||||
Тц = (2 ÷ 8) раб. дн. Причем для предмета А должно быть R ≥ Тц, а для |
||||||||||
предмета В: R < Tц. |
|
|
|
|
|
|
|
|
||
|
|
|
|
|
Требуется |
|
|
|
|
|
1. Построить подетальный план-график запуска и выпуска партий |
||||||||||
предметов на выбранный горизонт планирования (обосновать горизонт |
||||||||||
планирования) по форме, приведенной в табл. 2. |
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
Таблица 2 |
|
|
|
|
Подетальный план-график |
|
|
|
|||
Предмет |
Календарно- |
Рабочие дни |
|
|
|
|
||||
|
плановые |
нор- |
|
|
|
|
|
|
|
|
|
мативы |
|
|
|
|
|
|
|
|
|
|
R, |
Тц, |
n, |
1 |
2 |
3 6 7 |
8 |
9 |
10 |
… |
|
раб. раб. шт. |
|
|
|
|
|
|
|
||
|
дн. |
дн. |
|
|
|
|
|
|
|
|
A |
6 |
5 |
50 |
|
|
R |
|
|
|
|
|
|
|
|
|
|
50/50 |
|
|
50/100 |
|
|
|
|
|
|
|
Тц |
|
|
|
|
|
|
|
|
|
|
|
|
|
R |
|
B |
|
|
|
|
|
|
|
|
|
|
2.Привязать подетальный план-график к реальному календарю (исключив нерабочие дни) и определить календарные сроки запуска и выпуска каждой партии предметов.
3.Указать области применения и назначение подетальных плановграфиков: где и для чего они используются.
16

Тема 1.3. Определение оптимальной последовательности запуска партий предметов в обработку
Задача 1.5
Определить оптимальную последовательность запуска партий предметов в обработку методом Джонсона. Рассчитать цепным методом совокупную длительность производственного цикла обработки партий предметов всех наименований при оптимальной последовательности. Данные, необходимые для решения задачи, представлены в табл. 3. Маршрут обработки для всех предметов одинаков: токарная операция – сверлильная операция. На каждой операции одно рабочее место.
Таблица 3
Исходные данные
Предмет |
Длительность обработки |
|
|
партии предметов по опе- |
|
|
рациям tni, ч/парт. |
|
|
токарная |
сверлильная |
A |
2,0 |
1,5 |
B |
1,8 |
3,0 |
C |
0,5 |
2,5 |
D |
3,2 |
0,2 |
E |
1,0 |
2,5 |
F |
1,0 |
1,2 |
Задача 1.6
Самостоятельно установить индивидуальные исходные данные, необходимые для решения задачи определения оптимальной последовательности запуска партий предметов в обработку методом Джонсона, ориентируясь на их предельные значения, приведенные в табл. 4. Рассчитать цепным методом совокупную длительность производственного цикла обработки партий предметов всех наименований при оптимальной последовательности. Для расчета длительности обработки партий предметов по операциям tпij используйте формулу
t |
|
|
ni |
tij |
, |
пij |
j |
|
|||
|
|
Тсм |
|||
|
|
|
|||
где i = 1, I – индекс наименования предмета; j = 1, J – индекс операции; ni – размер партии предметов i-го наименования, шт.; tij – норма штучного
17
времени обработки предмета i-го наименования на j-й операции, ч/шт.; γj – коэффициент выполнения норм времени по j-й операции; Тсм – продолжительность смены, ч/см.
Величина tij определяется до десятых.
|
|
|
|
Таблица 4 |
|
Трудоемкость обработки предметов по операциям |
|||
|
|
|
|
|
Предмет |
|
Размер партии |
Нормы штучно-калькуляционного вре- |
|
|
|
предметов, шт. |
мени по операциям, ч/шт. |
|
|
|
|
токарная |
сверлильная |
A |
|
10 ÷ 30 |
0,2 ÷ 0,4 |
1,5 ÷ 1,7 |
B |
|
20 ÷ 40 |
0,3 ÷ 0,8 |
0,2 ÷ 0,3 |
C |
|
50 ÷ 80 |
0,5 ÷ 0,9 |
1,2 ÷ 1,5 |
D |
|
10 ÷ 20 |
0,7 ÷ 0,9 |
0,2 ÷ 0,5 |
E |
|
5 ÷10 |
0,2 ÷ 0,6 |
0,7 ÷ 0,9 |
F |
|
30 ÷ 40 |
1,2 ÷ 1,8 |
0,3 ÷ 0,8 |
G |
|
20 ÷ 30 |
0,5 ÷ 0,7 |
0,6 ÷ 0,8 |
H |
|
10 ÷ 15 |
0,9 ÷ 1,1 |
0,3 ÷ 0,8 |
I |
|
50 ÷ 70 |
0,2 ÷ 0,8 |
0,5 ÷ 1,2 |
Коэффициент выполнения норм вре- |
0,8 ÷ 1,1 |
1,2 ÷ 1,5 |
||
мени по операциям |
|
|
||
Задача 1.7
Определить оптимальную последовательность запуска предметов в обработку методом Петрова-Соколицына. Рассчитать цепным методом Тц.с
– совокупную длительность производственного цикла обработки партий предметов всех наименований для каждого варианта последовательности запуска предметов в обработку. Для оптимального варианта с минимальным Тц.с построить подетально-пооперационный календарный план-график обработки партий предметов в масштабе и определить графически Тц.с. Данные, необходимые для решения задачи, представлены в табл. 5. Маршрут обработки партий предметов задан в следующем порядке для всех предметов: токарная операция – сверлильная операция – фрезерная операция – шлифовальная операция. Предметы с одинаковыми или сходными технологическими маршрутами.
Задача 1.8
Самостоятельно установить индивидуальные исходные данные, необходимые для решения задачи определения оптимальной последователь-
18
ности запуска партий предметов в обработку методом ПетроваСоколицына, ориентируясь на их предельные значения, приведенные в табл. 6. Предметы с одинаковыми или сходными маршрутами обработки по операциям.
Рассчитать цепным методом Тц.с – совокупную длительность производственного цикла обработки партий предметов всех наименований для каждого варианта последовательности запуска предметов в обработку. Для оптимального варианта с минимальным Тц.с построить подетальнопооперационный календарный план-график обработки партий предметов в масштабе, определить графически Тц.с., и длительность производственного цикла обработки каждой партии предметов (Тц.А,Тц.В, Тц.С).
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 5 |
||
|
|
|
Трудоемкость обработки предметов по операциям |
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
Предмет |
Длительность обработки партии предметов по операциям |
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
tпj, ч/парт. |
|
|
|
||||
|
|
|
|
токарная |
|
сверлильная |
|
фрезерная |
шлифовальная |
|
|
|||||
|
|
|
|
(Т) |
|
|
|
(С) |
|
|
(Ф) |
|
(Ш) |
|
|
|
|
А |
|
2,8 |
|
|
|
2,2 |
|
- |
|
1,6 |
|
|
|||
|
B |
|
3,2 |
|
|
|
4,8 |
|
4,5 |
|
3,9 |
|
|
|||
|
C |
|
8,0 |
|
|
|
2,6 |
|
9,2 |
|
- |
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 6 |
||
|
|
|
Трудоемкость обработки предметов по операциям |
|||||||||||||
|
|
|
|
|
|
|
|
|
||||||||
Предмет |
|
Размер |
|
Нормы штучно-калькуляционного времени по операци- |
|
|||||||||||
|
|
|
партии |
|
|
|
|
|
|
ям, ч/шт. |
|
|
|
|||
|
|
|
предме- |
|
токарная |
сверлильная |
фрезерная |
шлифовальная |
|
|||||||
|
|
|
тов, шт. |
|
|
(Т) |
(С) |
|
(Ф) |
(Ш) |
|
|||||
А |
|
30÷50 |
|
0,2 ÷ 0,4 |
0,3 ÷ 0,5 |
|
0,15 ÷ 0,3 |
0,2 ÷ 0,4 |
|
|
||||||
B |
|
20÷40 |
|
0,6 ÷ 0,9 |
0,6 ÷ 0,8 |
|
0,9 ÷ 1,1 |
0,4 ÷ 0,6 |
|
|
||||||
C |
|
30÷40 |
|
0,5 ÷ 1,0 |
0,4 ÷ 0,8 |
|
0,2 ÷ 0,3 |
0,6 ÷ 0,7 |
|
|
||||||
D |
|
40÷60 |
|
0,3 ÷ 0,5 |
0,2 ÷ 0,4 |
|
0,8 ÷ 1,2 |
0,4 ÷ 0,6 |
|
|
||||||
Коэффициент вы- |
|
|
|
|
|
|
|
|
|
|
|
|
||||
полнения норм |
|
1,1 ÷ 1,4 |
0,9 ÷ 1,2 |
|
1,3 ÷ 1,6 |
1,2 ÷ 1,4 |
|
|
||||||||
времени по опера- |
|
|
|
|
|
|
|
|
|
|
|
|
||||
циям |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
19

Тема 1.4. Цикловой график
Задача 1.9
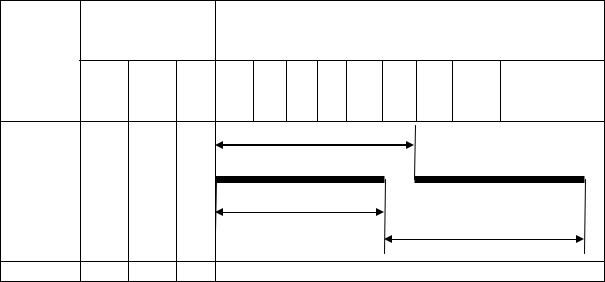
Построить цикловой график сборки изделия и определить сроки начала и окончания сборки каждой сборочной единицы и изделия в целом. Исходные данные представлены на рис. 1 и в табл. 7.
Таблица 7
Длительность сборки изделия и сборочных единиц
Изделие и |
И |
С1 |
|
С2 |
С3 |
С11 |
С12 |
С13 |
С31 |
|
С32 |
|
|
С111 |
|
С112 |
С113 |
|
|
С114 |
|||||||||||||||
сборочные |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
единицы |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
Длительность |
5 |
|
4 |
|
|
6 |
2 |
|
3 |
|
4 |
8 |
|
2 |
1 |
|
5 |
4 |
|
3 |
|
6 |
|||||||||||||
сборки, раб.дн. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
И |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
С1 |
|
|
|
|
|
|
|
|
С2 |
|
|
|
|
|
|
|
С3 |
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
С11 |
|
|
|
|
С12 |
|
|
|
|
|
|
С13 |
|
|
|
|
|
С31 |
|
|
|
|
|
С32 |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
С111 |
|
С112 |
|
С121 |
|
С122 |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 1. Схема сборки изделия Здесь И - изделие; С - сборочная единица.
Расчетное задание 3 на тему «Цикловой график»
1.Выбрать комплекс взаимосвязанных работ, имеющих «структуру дерева» (изготовление и сборка изделий, составление бухгалтерского баланса, строительство какого-либо объекта и т.п.).
2.Задаться длительностью каждой работы по форме, приведенной в
табл. 7.
20

3.Построить в масштабе цикловой график выполнения этого комплекса работ.
4.Привязать срок окончания всех работ к конкретной календарной дате и обратно ходу производственного процесса определить календарные сроки начала и окончания каждой работы.
5.Указать области применения и назначение цикловых графиков.
Тема 1.5. Построение подетально-пооперационного календарного плана-графика
Задача 1.10
Используя данные табл. 6, построить КПГ для двух любых вариантов запуска предметов в обработку по форме, приведенной в табл. 8. На КПГ указать Тц.с – совокупную длительность производственного цикла обработки партий предметов всех наименований и Тцi – длительность производственного цикла обработки партии предметов i-го наименования (ТцА, ТцВ,
ТцС, ТцD). На основе КПГ определить в сменах Тц.с, ТцА, ТцВ, ТцС, ТцD, время пролеживания партии предметов каждого наименования в межоперацион-
ном пролеживании, время простоя каждого станка. Рассчитать Тц.с цепным (табличным) методом, сравнить результат с величиной Тц.с по КПГ. Выбрать из двух вариантов КПГ лучший, обосновать выбор.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 8 |
|
Подетально-пооперационный календарный план-график |
|
|
||||||||||||||
|
|
обработки предметов |
|
|
|
|
|
|
|
|
||||||
Операции |
Рабочие дни и смены |
|
|
|
|
|
|
|
|
|
||||||
(рабочие места) |
|
1 |
|
2 |
|
3 |
4 |
|
|
5 |
6 |
|
… |
|
|
|
|
I |
II |
I |
II |
I |
II |
I |
II |
I |
II |
I |
II |
I |
II |
I |
II |
Токарная |
А1 |
|
В2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
А2 |
|
|
|
|
|
|
|
|
|
|
|
|
||
Сверлильная |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
В1 |
|
|
А3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Фрезерная |
|
|
|
|
|
|
А4 |
|
|
В3 |
|
|
|
|
|
|
|
|
|
|
tпр |
|
|
|
|
|
|
|
|
|
|||
Шлифовальная |
|
|
|
|
|
tпрол |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ТцА |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ТцВ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Тц.с |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
t |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
21 |