

Лаба №5
.docФедеральное государственное бюджетное образовательное учреждение высшего профессионального образования
Санкт-Петербургский
государственный политехнический университет
Институт металлургии, машиностроения и транспорта
Кафедра «Станкостроение»
Отчёт
по лабораторной работе № 5
"Настройка зубофрезерного полуавтомата модели 5П23"
Студент гр. 43321/1 Емельянов А.С.
Преподаватель Пересадько Ю.В.
"___"_______________ 2013 г.
Санкт-Петербург
2013
-
Задание
Настроить станок 5П32 на нарезание прямозубого конического зубчатого колеса z1=z=45, которое работает в зацеплении с колесом с числом зубьев
z2= 50. Параметры фрезы: m=3 мм; Dфр=160 мм.
Режимы резания: V=22 м/мин; tц =25 с.
-
Цепь главного движения
Цепь предназначена для обеспечения необходимой окружной скорости вращения фрез - скорости резания V.
Конечные звенья: двигатель - шпиндели фрез.
Р асчетные
перемещения:
nдв=1420
[об/мин] nфр.
асчетные
перемещения:
nдв=1420
[об/мин] nфр.
Уравнение кинематического баланса:
![]()
![]() -
коэффициент, учитывающий упругое
скольжение ремней в ременной передаче;
-
коэффициент, учитывающий упругое
скольжение ремней в ременной передаче;
Расчётная
формула:
![]()
![]() ,
,
где А, В и С - сменные колеса гитары; nфр - частота вращения фрезы в об/мин;
Dфр - наружный диаметр фрезы, мм (Dфр =160 мм);
V - скорость резания, м/мин (V=22 м/мин).
При подборе сменных колес следует иметь в виду, что А+В=95.
![]()
![]()
А+В = 29 +66 = 95
![]()
Допустимая погрешность настройки гитары 10 %.
Проверка условия зацепляемости:
![]()
-
Цепь подачи
Для станка полуавтомата исходным параметром для настройки гитары подач является время цикла tц в секундах, необходимое для обработки одного зуба. За время цикла распределительный вал делает один оборот.
Конечные звенья: двигатель - распределительный вал.
Расчетные перемещения:

![]() об.
вала двигателя за время цикла 1оборот
распределительного вала.
об.
вала двигателя за время цикла 1оборот
распределительного вала.
Уравнение кинематического баланса:
![]() ,
,
где
![]() .
.
Расчетная
формула:
![]() ,
,
где а, b, с и d - сменные колеса гитары подач.
При подборе сменных колес для этой гитары должно обеспечиваться постоянство сумм a+b = c+d = 140.
![]()
![]()
46 + 94 = 31 + 109
![]()
Допустимая погрешность настройки гитары 10 %.
Проверка условия зацепляемости:
![]()
-
Цепь деления
Конечные звенья: распределительный вал - заготовка.
Р асчетные
перемещения:
1 оборот распред. вала
асчетные
перемещения:
1 оборот распред. вала ![]() об. заготовки.
об. заготовки.
Здесь Zi - число зубьев, на которое поворачивается заготовка за время цикла, принимаем Zi = 22;
Z -число зубьев нарезаемой заготовки, Z = 45.
Числа зубьев Zi и Z должны быть взаимно простыми, т. е. не должны иметь общих множителей.
Уравнение кинематического баланса:
![]()
Расчетная
формула:
![]() ,
,
где a1, b1, с1 и d1 - сменные колеса гитары деления.
![]()
Гитара настраивается точно.
Проверка условия зацепляемости:
![]()
-
Цепь обкатки
Требуемый профиль зубьев нарезаемых колес получается методом обкатки, при котором производящему колесу (люльке) и заготовке сообщаются вращательные движения, аналогичные движениям в обычной конической передаче.
Конечные звенья: производящее колесо (люлька) - заготовка.
Р асчетные
перемещения:
1 об. производ, колеса
асчетные
перемещения:
1 об. производ, колеса ![]() об. заготовки.
об. заготовки.
Уравнение кинематического баланса:
![]()
где а2, b2, c2, d2 - сменные колеса гитары обкатки;
zo - число зубьев плоского производящего колеса,
![]() (
- половина угла начального конуса
нарезаемого колеса).
(
- половина угла начального конуса
нарезаемого колеса).
Расчетная формула:
![]()

Рис. 1. Схема зацепления
Определение угла и Zo:
![]() ,
,
где z = z1 – число зубьев нарезаемого колеса;
![]() .
.
![]()
![]()
![]()
Проверка условия зацепляемости:
![]()
-
Вывод
В результате выполнения работы приобретены навыки по настройке кинематических цепей зубофрезерного полуавтомата модели 5П23.
П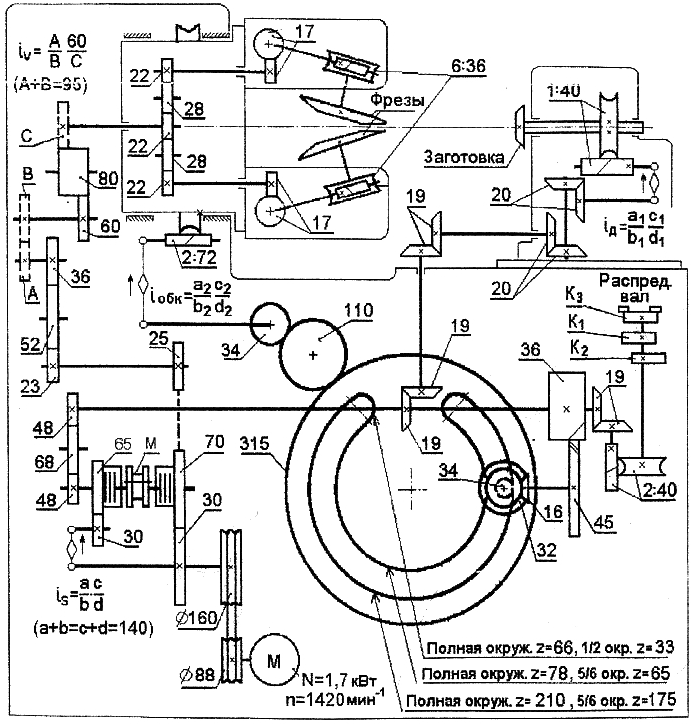 риложение
1
риложение
1
Рис. 2. Кинематическая схема зубофрезерного полуавтомата модели 5П23
- цепь главного движения;
- цепь подачи;
- цепь деления;
- цепь обкатки;