

Глава 8 Расчет продолжительности затвердевания
отливки
При
заливке металла в сырую форму в зоне
контакта металл-форма происходит
интенсивное испарение влаги, перемещение
пара вглубь формы, конденсация его на
непрогретых участках. В связи с этим
эффективная теплопроводность формы
заметно возрастает по сравнению с сухой.
Расчёт ведётся для плоской отливки.
Для сырой формы удельная теплота течения:

где b2 – коэффициент аккумуляции тепла материалом формы,

Qтеч – разность между температурой заливки и температурой кипения воды,
Qтеч = 1300 – 100 = 1200 °С;
R – половина толщины стенки, R = 0,003 м;
ρ – плотность жидкого металла; для чугуна 7000 кг/м3 ;
n – показатель степени параболы.
Для сырой формы:

где, Uo – исходная влажность формы в сотых долях, Uo=0,05;
 - время
течения, с;
- время
течения, с;

A – параметр, определяемый по формуле:
 ,
,

где
U1
– влажность на границе сухой – влажный
участок формы, в сотых долях.

 ;
;
С2 – удельная теплоемкость сухой формы, С2=1250 Дж/кг∙град;
rи
– удельная теплота испарения влаги, rи
= ;
;
Qп – разность температур на границах сухой – влажной зоны,
 .
.

Отвод теплоты перегрева
Время отвода теплоты перегрева:

где
 – плотность жидкого металла,
– плотность жидкого металла,
 –плотность
жидкого металла,
–плотность
жидкого металла,




Затвердевание отливки
Полное время затвердевания:


где
 – удельная теплота кристаллизации с
учетом понижения температуры;
– удельная теплота кристаллизации с
учетом понижения температуры;

 ;
;
 ;
;
 ;
;

 температура
заливки;
температура
заливки;
 температура
кристаллизации;
температура
кристаллизации;
 ,
,


Общее время кристаллизации:

Принимаем общее время кристаллизации 747 с.
Глава 9 Проверка правильности расчета продолжительности заливки и затвердевания отливки с использованием программы lvm Flow
С помощью компьютерной программы Solid Works была разработана объемная отливка «Корпус», а также литниковая система (литниковая чаша, стояк, зумпф, шлакоуловители, питатели). Получившуюся сборку сохранили в формате stl. Далее из Solid Works сборку транспортировали в компьютерную программу «LVM FLOW». Установили параметры заливки: тип литья, марку и температуру заливаемого металла, установили подвод металла (точку через которую будет заливаться расплавленный металл, т.е. точку на литниковой чаше). Только потом в программе «LVM FLOW» начали заливать полость формы расплавленным серым чугуном марки СЧ20.
В данной программе просмотрели весь режим заполнения формы в реальном времени, скорость заполнения полости формы металлом, выяснили время затвердевания отливки, увидели динамику изменения температуры отливки после заполнения формы, а также возможные узлы подверженные образованию усадочных раковин. Результаты моделирования представлены на рисунках 9.1-9.4.
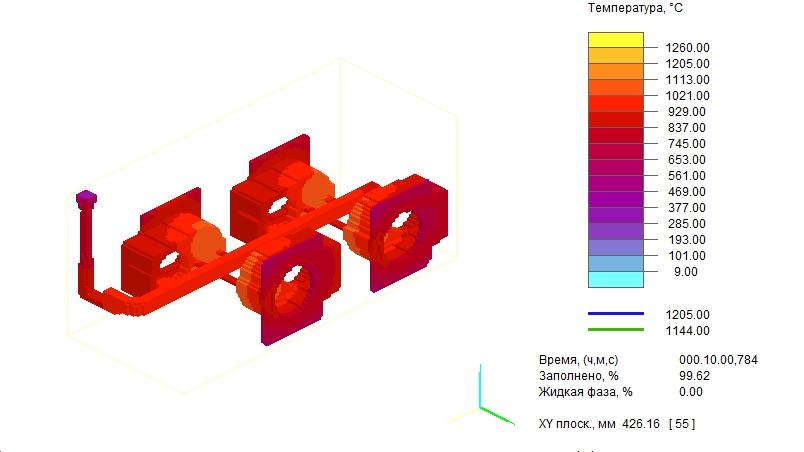
Рисунок 9.1 -- Динамика изменения температуры отливки.
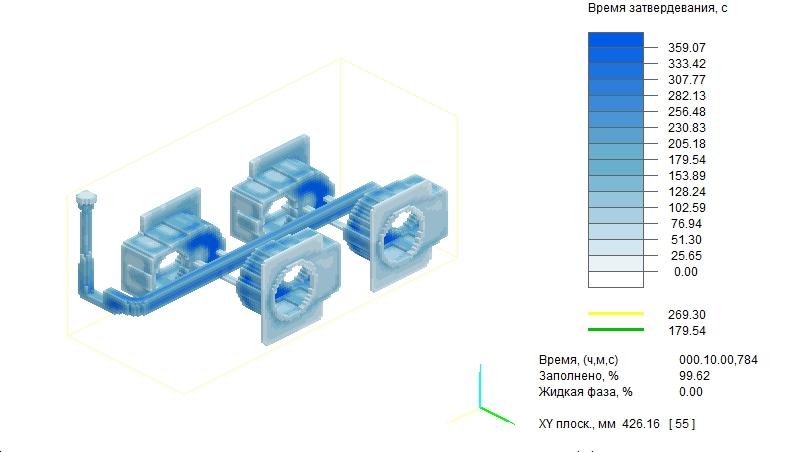
Рисунок 9.2 -- Время затвердевания отливки.
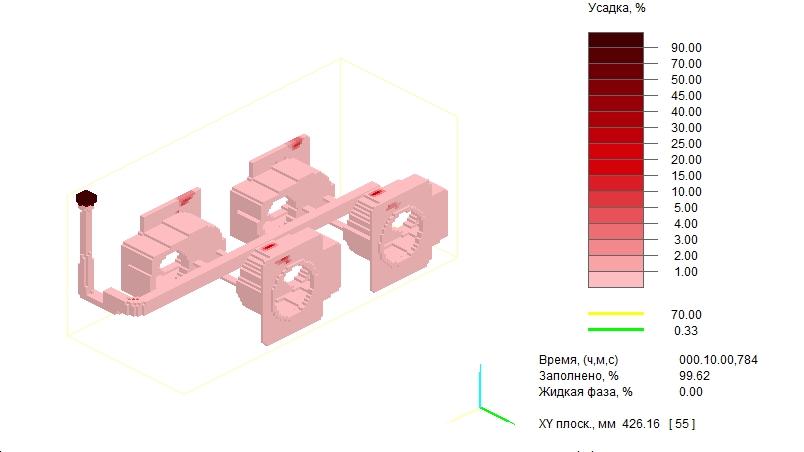
Рисунок 9.3 -- Узлы подверженные образованию
усадочных раковин.

Рисунок 9.4 -- Влияние температуры на форму
(вид сверху).
Было
произведено сравнение реального времени
затвердевания и расчетного. Установлено,
что реальное время составляет 510 сек.,
а расчетное – 747 сек.
ЗАКЛЮЧЕНИЕ
За время выполнения курсовой работы был проведён анализ конструкции отливки: выбрано положение отливки в форме, плоскость разъема модели, подобраны формовочная и стержневая смеси, обоснован выбор способа изготовления форм и стержней.
В данной курсовой работе были разработаны чертежи детали с нанесёнными элементами литейной технологии, монтажа моделей “верха”, “низа” и чертёж формы в сборе, а также полученными знаниями за период обучения при помощи компьютерной программы LVMFLOW была смоделирована отливка.
ЛИТЕРАТУРА
1. Балабин, В. В. Модельное производство/ В. В. Балабин. – Ленинград: Машиностроение, 1970.
2. Власов, А. Ф. Справочник конструктора модельной оснастки/ А. Ф. Власов, П. В. Васильев. – Ленинград: Машиностроение, 1980.
3. «Справочник по чугунному литью» под редакцией Н. Г. Гиршовича, М., «Машиностроение», 1978.
4. Майоров В. Н. Модельщик по деревянным моделям/ В. Н. Майоров, Г. Г. Абрамов. – Москва: Высшая школа, 1990.
5. ГОСТ 26645-85 «Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку».
Практическое руководство к выполнению курсового проекта для студентов специальности Т.02.02.01 «Технология, оборудование и автоматизация литейного производства».
7. ГОСТ 3212-92 «Комплекты модельные, уклоны формовочные».
8. «Литейное производство» под редакцией А. М. Михайлова, М., «Машиностроение», 1987.