

Глава 6 Расчёт литниково - питающей системы
Литниковая система - это система каналов, предназначенная для заполнения литейной формы жидким металлом, в определённом режиме.
Требование к литниковой системе:
минимальная протяжённость литниковых каналов;
одностороннее направление потока жидкого металла внутри формы;
к особо тонкостенным деталям не один питатель, а два, три и т.д.
Так
как данная отливка изготавливается из
серого чугуна, то литниково-питающая
система будет сужающаяся, значит расчёт
будет сводиться к расчёту площади
сечения питателя. 
Рисунок 6.1--Монтаж модели «верха».
Расчёт ведётся для одной отливки:
Масса отливки – 12,4 кг.
Сечение питателя находим по формуле ([6], п. 1.1):
где G – масса жидкого металла на отливку, кг;
 –коэффициент
расхода, зависящий от внутреннего
сопротивления формы,
–коэффициент
расхода, зависящий от внутреннего
сопротивления формы,
 =
0,42 ([6], табл. 1.3);
=
0,42 ([6], табл. 1.3);
 –оптимальная
продолжительность заливки формы, с;
–оптимальная
продолжительность заливки формы, с;
Hр – расчетный металлостатический напор, см.
Масса жидкого металла на отливку:

где Go – черновой вес отливки, Go=12,4кг;
n – количество отливок в форме, n=4;
 –коэффициент
использования металла,
–коэффициент
использования металла,
 =0,8
([6], табл.1.1).
=0,8
([6], табл.1.1).

Оптимальная продолжительность заливки может быть определена следующим образом ([6], п.1.4): для отливок массой до 500 кг:

где S – эмпирический коэффициент, зависящий от толщины стенки отливки; S = 1,5, т.к. средняя толщина стенки отливки составляет 20 мм ([6], табл. 1.2);
G – масса жидкого металла на отливку, кг.
Следовательно,
τ= S∙√G =1,5∙√49,6=10,5 с,
Расчетный
металлостатический напор зависит от
размера отливки и его определяют по
формуле: 

где Но – полный напор, Но=30 см;
С – общая высота отливки, С=260 см;
Р – высота отливки в верхней полуформе, Р=130см.
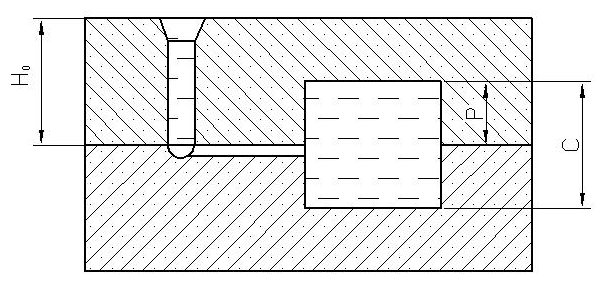
Рисунок 6.2-- Схема к расчёту Hp.


Так как для одной отливки необходимо 2 питателя, то площадь одного питателя равна1.95
Площадь шлаковиловика Fшл и площадь стояка Fст находится по соотношению: Fп : Fшл : Fст= 1,0 : 1,05 : 1,1.
Fшл=4,1см²;
Fст=4,3
см².
Сечения питателя б-б и шлакоуловителя г-г представлены на рисунке 6.3.
Диаметр верхнего сечения стояка (см. рис. 6.3, а-а):



Расчет чаши произведем по формуле:


где Dв– верхний диаметр чаши, см;
Hв – высота чаши, см.


Рисунок 6.3 -- Сечения элементов литниковой системы.
Глава 7 Расчет веса груза
При заполнении
формы жидкий металл создает давление
на стенки формы, пропорциональное
плотности и высоте его столба. Это может
привести к тому, что под давлением
расплава верхняя опока приподнимиться,
в результате между верхней и нижней
полуформами образуется щель, через
которую расплав может вытечь.Сила
действия на верхнюю опоку определяется
из выражения:
 ,
,
где Q – масса верхней полуформы, кг;
Vст – объём стержня без знаков, Vст = 38,9дм3
ст – плотность стержневой смеси, ст = 1,4 кг/дм3
м – плотность жидкого металла, м = 7,2 кг/дм3
К – коэффициенты учитывающий гидравлический удар, К=1,3;
h – высота столба над верхним уровнем отливки, h = 2, 7 дм;
F – горизонтальная проекция отливки в плоскости разъёма, F=3,5дм2.

В результате расчета выясняется, что перед заливкой необходимо обязательно пригружать собранную форму весом не менее 12кг, но так как отливка изготавливается на автоматической линии АЛИФ и пригруз данных форм не предусмотрен конструкцией линии, применяем скрепление опок при помощи стальной струбцины, которая с запасом обеспечивает удержание полуформы верха во время заливки от гидравлического удара.