

Виды паяльников, припои, флюсы Основные виды паяльников
Слово "паяльник" ассоциируется чаще всего с электрическим паяльником со спиральным нагревателем (ЭПСН), хотя на самом деле существуют различные виды паяльников, отличающиеся друг от друга видом потребляемой энергии, механизмами преобразования ее в тепловую и способами передачи тепла в зону пайки. Однако ассоциации на пустом месте не рождаются. К самым известным и наиболее широко используемым устройствам для пайки действительно относятся электрические паяльники типа ЭПСН. В качестве греющих элементов в них используется нихромовая проволока.
 Паяльник
ЭПСН
Паяльник
ЭПСН
Паяльники с нихромовым нагревателем оснащены проволочной нихромовой спиралью, через которую пропускается переменный сетевой или постоянный/переменный ток низкого напряжения (например, от трансформаторов для галогенных ламп).
У продвинутых паяльников температура нагрева наконечника контролируется встроенным термодатчиком, подающим сигнал на отключение спирали при выходе прибора на рабочий режим. В качестве термодатчика в них используется проверенная временем термопара.
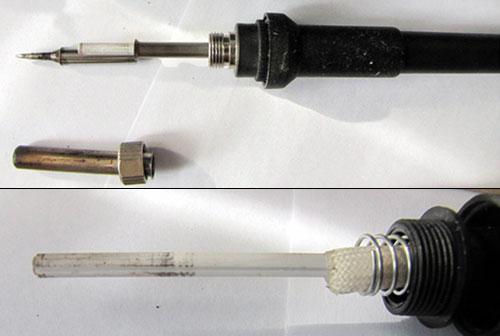
Конструктивное исполнение нихромовых электропаяльников может быть различным. Самые простые имеют нихромовую спираль, намотанную на корпус, не проводящий ток, внутрь которого вставлен наконечник. В более сложных конструкциях нихром заделывают в специальные изоляторы, снижающие потери тепла и повышающие теплопередачу.
 Устройство
паяльника с нихромовой спиралью
Устройство
паяльника с нихромовой спиралью
Иногда нихромовые нагреватели помещают внутрь белого по цвету стержневого изоляционного материала, который может быть принят за керамический нагреватель. Не исключено, что последнее как раз и входит в тайные замыслы производителей, желающих таким образом повлиять на выбор их паяльника потребителем.
В паяльниках с керамическим нагревателем используются керамические стержни, нагревающиеся при подведении к их контактам напряжения. Керамические нагреватели считаются наиболее совершенными и обладают определенными преимуществами: более быстрым нагревом, большим сроком эксплуатации (при условии бережного использования), широким диапазоном регулировки температуры и мощности.
 Устройство
керамического паяльника
Устройство
керамического паяльника
 Работа
керамического нагревателя
Работа
керамического нагревателя
В индукционном паяльнике нагрев осуществляется с помощью катушки индуктора. Наконечник имеет ферромагнитное покрытие, в котором катушкой создается магнитное поле с наведенными токами, от которых и происходит разогрев сердечника.
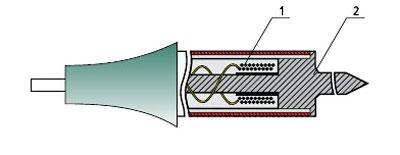 Устройство
индукционного паяльника: 1 - индуктор,
2 - наконечник.
Устройство
индукционного паяльника: 1 - индуктор,
2 - наконечник.
При достижении его температуры определенного значения (точки Кюри) ферромагнитное покрытие теряет свои магнитные свойства, и нагрев сердечника прекращается. При снижении температуры ферромагнитные свойства восстанавливаются, и нагрев возобновляется. Таким образом, происходит автоматическое поддержание температуры жала паяльника в определенном интервале без использования термодатчика и управляющей электроники.
Особую категорию электрических паяльников составляют так называемые импульсные паяльники, включение которых в работу осуществляется нажатием и удержанием в нажатом положении кнопки пуска. При этом происходит быстрый (в течение нескольких секунд) разогрев наконечника до рабочих температур. После окончания пайки кнопка отпускается и паяльник охлаждается.
 Импульсный
паяльник
Импульсный
паяльник
В отечественных импульсных паяльниках реализована схема, при которой наконечник в виде медного провода является частью электрической цепи, состоящей из частотного преобразователя и высокочастотного трансформатора. Первый повышает частоту сетевого напряжения до 18-40 КГц, второй снижает сетевое напряжение до рабочего. Жало паяльника крепится к токосъемникам вторичной обмотки трансформатора, что обеспечивает протекание в нем большого тока и быстрый разогрев. Современные импульсные паяльники имеют регуляторы уровня мощности и температуры, позволяющие производить пайку не только мелких электронных элементов, но и относительно крупных деталей.
Газовые паяльники относятся к автономным устройствам, их можно использовать в любом месте, в чем и состоит их главное и единственное достоинство. Источником тепла для нагрева жала является пламя от сгорания газа, который заправляется в паяльник от обычного газового баллончика. Без насадки, такой паяльник превращается в газовую горелку.
 Газовый
паяльник
Газовый
паяльник
К автономным устройствам относятся и аккумуляторные паяльники. Они имеют небольшую мощность (обычно 15 Вт) и предназначены для пайки мелких электронных компонентов.
 Аккумуляторный
паяльник
Аккумуляторный
паяльник
Термовоздушные и инфракрасные паяльные станции не могут соперничать в популярности с обычными электропаяльниками. Но и они имеют свои достоинства и заслуживают упоминания.
При использовании термовоздушных паяльных станций нагрев зоны пайки осуществляется струей горячего воздуха, выходящего из сопла паяльника. По своей сути - это фены, в которых выходящий горячий воздух (с температурой 100-500°C) сфокусирован с помощью сопла. По способу создания воздушного давления термовоздушные паяльные станции подразделяются на турбинные и компрессорные. У первых в ручке паяльника находится электродвигатель с крыльчаткой, создающий воздушный поток. В компрессорных станциях давление воздуха создается диафрагменным компрессором, находящимся в корпусе станции.
 Термовоздушная
паяльная станция
Термовоздушная
паяльная станция
Инфракрасные паяльные станции осуществляют нагрев инфракрасным излучением с длиной волны 2-10 мкм. Зона нагрева может колебаться от 10-ти до 60-ти мм. Ее прямоугольные размеры задаются системой регулировки окна ИК-излучателя. Произвольную форму можно получить, используя отражающую ленту из фольги, которая закрывает те области электронной платы, которые не подлежат нагреву.
 Инфракрасная
паяльная станция
Инфракрасная
паяльная станция
Нужно упомянуть и старые паяльники, нагреваемые на открытом огне. Они служили человеку тысячи лет и с появлением электрических собратьев были забыты. Однако в ситуации пайки массивных деталей, такой паяльник, сделанный из имеющихся железяк, может заменить недешевые электрические паяльники большой мощности.
Припои
Припой – это материал, с помощью которого производится пайка.
Выбор припоя производят в зависимости от соединяемых металлов или сплавов, от способа пайки, температурных ограничений, размера деталей требуемой механической прочности и коррозионной стой кости и др.
В зависимости от химического состава и температуры плавления припоев различают пайку твердыми и мягкими припоями. К твердым относятся припои с температурой плавления выше 400°С, к легким — припои с температурой плавления до 400°С.
Основные материалы, применяемые для пайки.

Олово — мягкий, ковкий металл серебристо-белого цвета. Удельный вес при температуре 20°С - 7,31. Температура плавления 231,9°С. Хорошо растворяется в концентрированной соляной или серной кислоте. Сероводород на него почти не влияет. Ценным свойством олова является его устойчивость во многих органических кислотах. При комнатной температуре мало поддается окислению, но при воздействии температуры ниже 18°С способен переходить в серую модификацию (“оловянная чума”). В местах появления частиц серого олова происходит разрушение металла. Переход белого олова в серое резко ускоряется при понижении температуры до —50°С. Для пайки может применяться как в чистом виде, так и в виде сплавов с другими металлами.
Свинец — синевато-серый металл, мягкий, легко поддается обработке, режется ножом. Удельный вес при температуре 20°С 11,34. Температура плавления 327qC. На воздухе окисляется только с поверхности. В щелочах, а также в азотной и органических кислотах растворяется легко. Стоек против воздействий серной кислоты и сернокислых соединений. Применяется для изготовления припоев.
Кадмий — серебристо-белый металл, мягкий, пластичный, механически непрочный. Удельный вес 8,6. Температура плавления 321°С. Применяется как для антикоррозийных покрытий, так и в сплавах со свинцом, оловом, висмутом для легкоплавких припоев.
Сурьма — хрупкий серебристо-белый металл. Удельный вес 6,68. Температура плавления 630,5°С. На воздухе не окисляется. Применяется в сплавах со свинцом, оловом, висмутом, кадмием для легкоплавких припоев.
Висмут — хрупкий серебристо-серый металл. Удельный вес 9,82. Температура плавления 271°С. Растворяется в азотной и горячей серной кислотах. Применяется в сплавах с оловом, свинцом, кадмием для получения легкоплавких припоев.
Цинк — синевато-серый металл. В холодном состоянии хрупок. Удельный вес 7,1. Температура плавления 419°С. В сухом воздухе окисляется, во влажном воздухе покрывается пленкой окиси, которая предохраняет его от разрушения. В соединении с медью дает ряд прочных сплавов.. Легко растворяется в слабых кислотах. Применяется для изготовления твердых припоев и кислотных флюсов.
Медь — красноватый металл, тягучий и мягкий. Удельный вес 8,6 - 8,9. Температура плавления 1083 С. Растворяется в серной и азотной кислотах и в аммиаке. В сухом воздухе почти не поддается окислению, в сыром воздухе покрывается окисью зеленого цвета. Применяется для изготовления тугоплавких припоев и сплавов.
Наиболее широко применяются в любительской практике легкоплавкие припои. Рекомендации по их применению, на основании которых можно выбрать припой приведены в таблице 1. Буквы ПОС в марке припоя означают припой оловянно-свинцовый, цифры — содержание олова в процентах. Для получения специальных свойств в состав оловянно-свинцовых припоев вводя сурьму, кадмий, висмут и другие металлы. Например ПОССу 4—6 — оловянно-свинцовый припой с добавлением сурьмы, ПОСК 50—кадмия, ПОСВ 33—висмута.
Выпускают легкоплавкие припои в виде литых чушек, прутков, проволоки, лент фольги, порошков, трубок диаметром от 1 до 5 мм, заполненных канифолью, а также в виде паст, составленных из порошка припоя и жидкого флюса.
|
Марка припоя |
Температура плавления, °С |
Область применения |
|
||
|
Авиа-1 Авиа-2 Сплав Розе Сплав д'Арсе Сплав Вуда |
200 250 97,3 79,0 60,5 |
Пайка тонкостенных деталей из алюминия и его сплавов
Пайка и лужение, когда требуется особо низкая температура плавления припоя |
|
||
|
Марка припоя |
Температура плавления, °С |
Область применения |
|||
|
ПОС90 |
222 |
Пайка деталей и узлов, подвергающихся в дальнейшем гальванической обработке (серебрение, золочение) |
|||
|
ПОС 61 |
190 |
Пайка тонких спиральных пружин в измерительных приборах и других ответственных деталей из стали, меди, латуни, бронзы, когда недопустим или нежелателен высокий нагрев в зоне пайки. Пайка тонких (диаметром 0,05—0,08 мм) обмоточных проводов, в том числе высокочастотных (литцендрата), выводов обмоток, радиоэлементов и микросхем, монтажных проводов в полихлорвиниловой изоляции; а также пайка в тех случаях, когда требуется повышенная механическая прочность и электропроводность |
|||
|
ПОС 50 |
222 |
То же, но когда допускается высокая температура нагрева |
|||
|
ПОС 40 |
235 |
Пайка толстых проводов токопроводящих деталей неответственного назначения, наконечников, соединений проводов с лепестками, когда допускается более высокий нагрев, чем для ПОС 61 или ПОС 50 |
|||
|
ПОС 30 |
256 |
Лужение и пайка механических деталей неответственного назначения из меди и ее сплавов, стали и железа |
|||
|
ПОС 18 |
277 |
Пайка при пониженных требованиях к прочности шва, лужение перед пайкой. Пайка деталей неответственного назначения из меди и ее сплавов, оцинкованного железа и стали |
|||
|
ПОССу 4—6 |
265 |
Пайка погружением в ванну с расплавленным припоем |
|||
|
ПОСК 50 |
145 |
Пайка деталей из меди и ее сплавов, не допускающих местного перегрева. Пайка полупроводниковых приборов |
|||
|
ПОСВ 33 |
130 |
Пайка плавких предохранителей |
|||
|
ПОСК 47—17 180 Пайка проводов и выводов элементов к слою серебра, нанесенного на керамику методом вжигания |
|||||
Таблица 1 – Легкоплавкие припои
Флюсы
Во время пайки, при нагревании, происходит окисление деталей, прекращается их смачивание припоем. Во избежание этого используют флюс – вещество или смесь веществ, с помощью которых удаляют окислы с поверхности металлов, также флюсы снижают поверхностное натяжение, улучшают растекание припоя, защищают от влияния окружающей среды, увеличивают прочность соединения. По необходимости можно применять флюсы в виде порошков, пасты или жидкости. Также при пайке используют паяльные пасты, в составе которых порошкообразный припой и флюс.
Чтобы получилось прочное паяное соединение, следует убрать с поверхностей оксидную пленку и предотвратить дальнейшее окисление металла во время пайки. С этой целью используют флюс. Условно флюсы подразделяют на химически активные и пассивные. В составе активных флюсов есть вещества, взаимодействующие с металлом: кислоты, хлористый цинк, нашатырь, органические амины. К пассивным флюсам относятся: канифоль, парафин, глицерин, масла и жирные кислоты. Пассивные флюсы удаляют оксидные пленки, улучшают растекание припоя.
Активные флюсы способствуют пайке металлов с прочной оксидной пленкой, большинство таких флюсов вызывают коррозию. Простой и эффективный флюс для пайки – хлористый цинк (травленая кислота). Получают его, добавляя цинк (5 частей) к разбавленной соляной кислоте (50 частей), пока не прекратится растворение цинка. Спай нужно промывать горячей водой. Не применяется в пайке радио и электроэлементов.
Широко распространен флюс – соляная кислота, которую применяют для пайки деталей из стали при помощи мягких припоев. Кислота остается на поверхности металла, из-за чего места спайки ржавеют. Спай следует промыть горячей водой. В радиомонтаже применение соляной кислоты запрещено.
Порошок нашатыря применяют для очистки паяльника перед лужением.
Канифоль —продукт переработки смолы хвойных деревьев Более светлые сорта канифоли (более тщательно очищенные) считаются лучшими. Температура размягчения канифоли от 55 до 83°С. Применяется как флюс для пайки мягкими припоями. Перед началом пайки разогретый паяльник сначала "макают" в канифоль, затем жалом паяльника дотрагиваются до припоя, после чего уже прикасаются к месту спаивания деталей. Количество канифоли здесь играет немаловажную роль и жалеть ее не надо Есть и другие способы нанесения канифоли, например, поднося кусочек к месту пайки, так например лудят вывода радиоэлементов или залуживают провода, всё зависит от конкретного случая.

С пиртоканифольный флюс
для пайки –
классический флюс, эффективен в
радиомонтаже. В его состав входят 10-60%
канифоли и спирт. Это нейтральный флюс,
его можно не смывать. Повысить эффективность
этого флюса можно, добавив глицерин
(14% глицерина, 6% канифоли и спирт). В этом
случае флюс нужно будет смыть.
пиртоканифольный флюс
для пайки –
классический флюс, эффективен в
радиомонтаже. В его состав входят 10-60%
канифоли и спирт. Это нейтральный флюс,
его можно не смывать. Повысить эффективность
этого флюса можно, добавив глицерин
(14% глицерина, 6% канифоли и спирт). В этом
случае флюс нужно будет смыть.
Используя любой флюс для спайки, поверхности следует сначала зачистить. При пайке твердыми припоями используют смесь из равных частей буры и борной кислоты или чистую буру, в сухом виде или водную кашицу.
Сейчас широко применяются флюсы ЛТИ, удобные для пайки металлов при помощи мягких припоев. Флюс ЛТИ не вызывает коррозию, он также способствует пайке металлов, не поддававшихся пайке ранее. Применяют для пайки деталей из меди, железа, их сплавов, а также металлов, имеющих высокое удельное сопротивление. Если использовать флюс ЛТИ, то с мест спайки следует удалить загрязнения, масла, ржавчину. Пайка латунных изделий не нуждается в предварительном травлении. Этот вид флюса наносится кисточкой, не требует смыва. Есть у этих флюсов и недостатки – образование темных пятен в местах спайки. ЛТИ-120 не оставляет пятен, его применение довольно обширно. Готовят его в деревянной или же стеклянной посуде из спирта и канифоли, добавляя активные добавки и триэтаноламин. Смесь перемешивают 20-25 минут, флюс ЛТИ-120 имеет нейтральную среду. Хранят около полугода.
П аяльная
паста представляет собой смесь
измельченного припоя и флюса с добавками.
Часто используется паяльная
паста, в составе которой 62% олова и
36% cвинца. Может присутствовать до 2%
серебра для уменьшения поднятия
компонентов во время спайки. Широко
распространены такие методы ее нанесения:
дозирование и трафаретная печать. Все
большей популярностью пользуются пасты
без свинца, так как без него продукция
получается экологически более чистая.
Работая с такими пастами, необходимо
применять вентиляцию с целью удаления
паров от флюса, использовать специальные
очки, чтобы защищать глаза от паров
флюса во время пайки. Хранить паяльную
пасту в холодильнике с продуктами не
рекомендуется, так как в пасте может
быть свинец.
аяльная
паста представляет собой смесь
измельченного припоя и флюса с добавками.
Часто используется паяльная
паста, в составе которой 62% олова и
36% cвинца. Может присутствовать до 2%
серебра для уменьшения поднятия
компонентов во время спайки. Широко
распространены такие методы ее нанесения:
дозирование и трафаретная печать. Все
большей популярностью пользуются пасты
без свинца, так как без него продукция
получается экологически более чистая.
Работая с такими пастами, необходимо
применять вентиляцию с целью удаления
паров от флюса, использовать специальные
очки, чтобы защищать глаза от паров
флюса во время пайки. Хранить паяльную
пасту в холодильнике с продуктами не
рекомендуется, так как в пасте может
быть свинец.