

Мастер производственного участка
Осуществляет в соответствии с типовым положением о мастере производственного участка руководство возглавляемым участком.
Обеспечивает выполнение участком в установленные сроки плановых заданий по объему производства продукции высокого качества, в заданной номенклатуре, повышение производительности труда, соблюдение опережения темпов ее роста по сравнению с темпами роста средней зарплаты, снижение трудоемкости продукции на основе полной загрузки оборудования и использования его технических возможностей, повышение коэффициента сменности работы оборудования, рациональное использование сырья, материалов, топлива, энергии.
Своевременно подготавливает производство, обеспечивает расстановку рабочих и бригад, контролирует соблюдение технологических процессов, оперативно выявляет и устраняет причины их нарушения. Принимает участие в приемке законченных работ по реконструкции участка, ремонту технологического оборудования, механизации и автоматизации производственных процессов и ручных работ. Осуществляет формирование бригад, разрабатывает и внедряет мероприятия по рациональному обслуживанию бригад, корректирует их деятельность.
Осуществляет производственный инструктаж рабочих, проводит мероприятия по выполнению правил охраны труда, техники безопасности и производственной санитарии, технической эксплуатации оборудования и инструмента, а также контроль за их соблюдением.
Принимает участие в присвоении квалификационных разрядов рабочим участка.
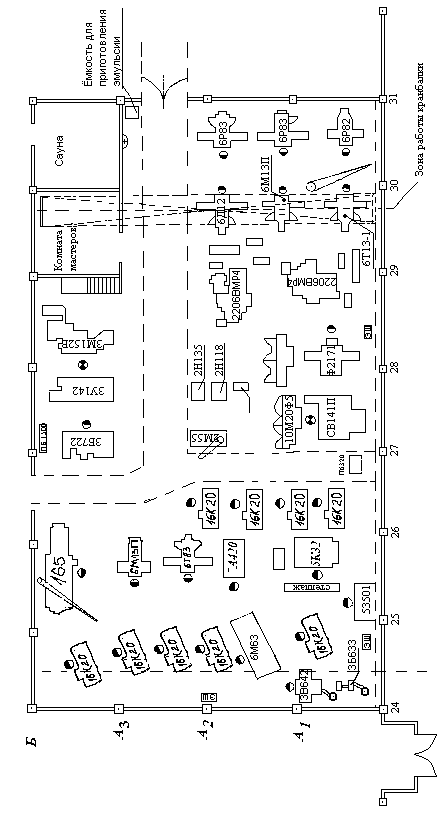
Производственные участки (план и размещение станочного оборудования в цехе, технологические возможности оборудования, технологическая оснастка)
Механозаготовительный цех делится на участки:
участок порезки круглого и листового проката
участок термообработки
участок механической обработки
гальванический участок
участок окраски
участок сборки
участок сварки.
На участке порезки круглого листового проката находятся отрезные станки, комбинированные прессножницы.
На участке термообработки находятся печи для закалки и ТВЧ.
На участке механической обработки находятся металлорежущие станки.
На гальваническом участке находятся ванны обезжиривания и оксидирования деталей (оксидирования необходимо для предохранения детали от коррозии).
На участке окраски и сборки выполняется окраска и сборка изделий.
На участке сварки производится сварка изделий.
Технологические возможности оборудования
Токарно-винторезный станок (165). Для выполнения токарных и винторезных работ в центрах или патроне. Наибольший диаметр обрабатываемого изделия, расстояние между центрами 1000х3000х5000. Наибольший диаметр обрабатываемого прутка 80 мм. Частота вращения шпинделя 5-500 об/мин. Мощность 22 кВт. Габаритные размеры (длина х ширина х высота) 5825/8050 х 3000 х 1760.
Вертикально-сверильный одно-шпиндельный станок (2Н118). Для сверления, зенкерования, развертывания отверстий, нарезания резьб метчиком и подрезания торцов ножами. Мощность 1,5 кВт. Габаритные размеры (длина х ширина х высота) 870 х 580 х 2080.
Плоскошлифовальный станок с прямоугольным станом и горизонтальным шпинделем (35722). Для шлифования плоскостей различных деталей круга.
Универсальный заточный станок повышенной точности (3В642). Для заточки основных видов режущего инструмента. Мощность 1,1/1,4 кВт. Габаритные размеры (длина х ширина х высота) 2050 х 1820 х 1550.
Зубофрезерный станок (5К32). Для шлифования зубьев цилиндрических и червячных колес. Мощность 7,5 кВт. Габаритные размеры (длина х ширина х высота) 2650 х 1510 х 2000.
Горизонтально-фрезерный станок консольный универсальный станок с поворотным столом (6Р82*). Для фрезерования различных изделий цилиндрическими, дисковыми, угловыми, фасонными и торцевыми фрезами. Мощность 7,5 кВт. Габаритные размеры (длина х ширина х высота) 2305 х 1840 х 1680.
Долбежный станок (7А420). Для обработки плоских и фасонных поверхностей, различных пазов и канавок а также штампов. Мощность 3 кВт. Габаритные размеры (длина х ширина х высота) 2300 х 1270 х 2175.
Токарно-винторезный станок (1Н63). Для выполнения токарных и винторезных работ. Мощность 15 кВт. Габаритные размеры (длина х ширина х высота) 3550 х 1680 х 1290.
Настольный сверлильный вертикальный станок (2М112*). Для обработки отверстия в деталях малых размеров. Мощность 0,55 кВт. Габаритные размеры (длина х ширина х высота) 780 х 370 х 820.
Токарный станок с числовым программным управлением (ЧПУ) повышенной точности (16К20Р3). Для токарной обработки наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым ли несколько проходов по замкнутому автоматическому циклу и для нарезания резьбы. Наибольший диаметр обрабатываемого прутка 50 мм. Частота вращения шпинделя 35-1600 об/мин. Мощность 5,5/8,5 кВт.
Горизонтальный сверильно-фрезерный расточный станок с крестовым поворотным столом и с ЧПУ (2206ВМР4). Для комплексной обработки корпусных деталей средних размеров с четырех сторон. Мощность 8 кВт. Габаритные размеры 400 х 500.
Точильно-шлифовальный двухсторонний станок (3Б634). Для заточки резцов, сверл, слесарного инструмента. Наибольший диаметр обрабатываемого прутка 400 мм. Мощность 2,8/4,6 кВт.
Токарный станок с ЧПУ повышенной точности (16А20Р3). Наибольший диаметр обрабатываемого прутка 400 мм. Мощность 11 кВт.
Горизонтально-фрезерный консольный универсальный станок (6Т83). Мощность 11 кВт. Габаритные размеры (длина х ширина х высота) 1120 х 400 х 360.
Вертикально-фрезерный консольный станок (6Т13-1). Мощность 11 кВт. Габаритные размеры (длина х ширина х высота) 1120 х 400 х 430
Технологическая оснастка.
Технологическая оснастка - это комплекс приспособлений и инструментов, необходимых для обработки деталей. Приспособления бывают специальные и универсальные. Универсальные приспособления могут быть использованы для обработки различных заготовок на различных станках. К универсальным приспособлениям можно отнести патроны токарных станков, центра, делительные головки и тиски. Специальные приспособления служат для обработки на определенной операции только данной заготовки. К специальным приспособлениям относятся: кондуктора - приспособления для сверления отверстий. Приспособления установочные - для установки и закрепления детали. Оправки - приспособления для закрепления деталей или инструмента, имеющие посадочные отверстия, как правило, для обработки на станках токарной группы.
Для обработки деталей в специальном приспособлении отпадает надобность в разметке заготовки и выверки, и положение на станке, что намного облегчает её изготовление. Применение приспособления обеспечивает высокую точность обработки детали на станке.
На данном предприятии существует множество приспособлений для обработки деталей на станках.