3.7. Описание приспособлений для механической обработки заготовки. Приспособление для притирки клапанов
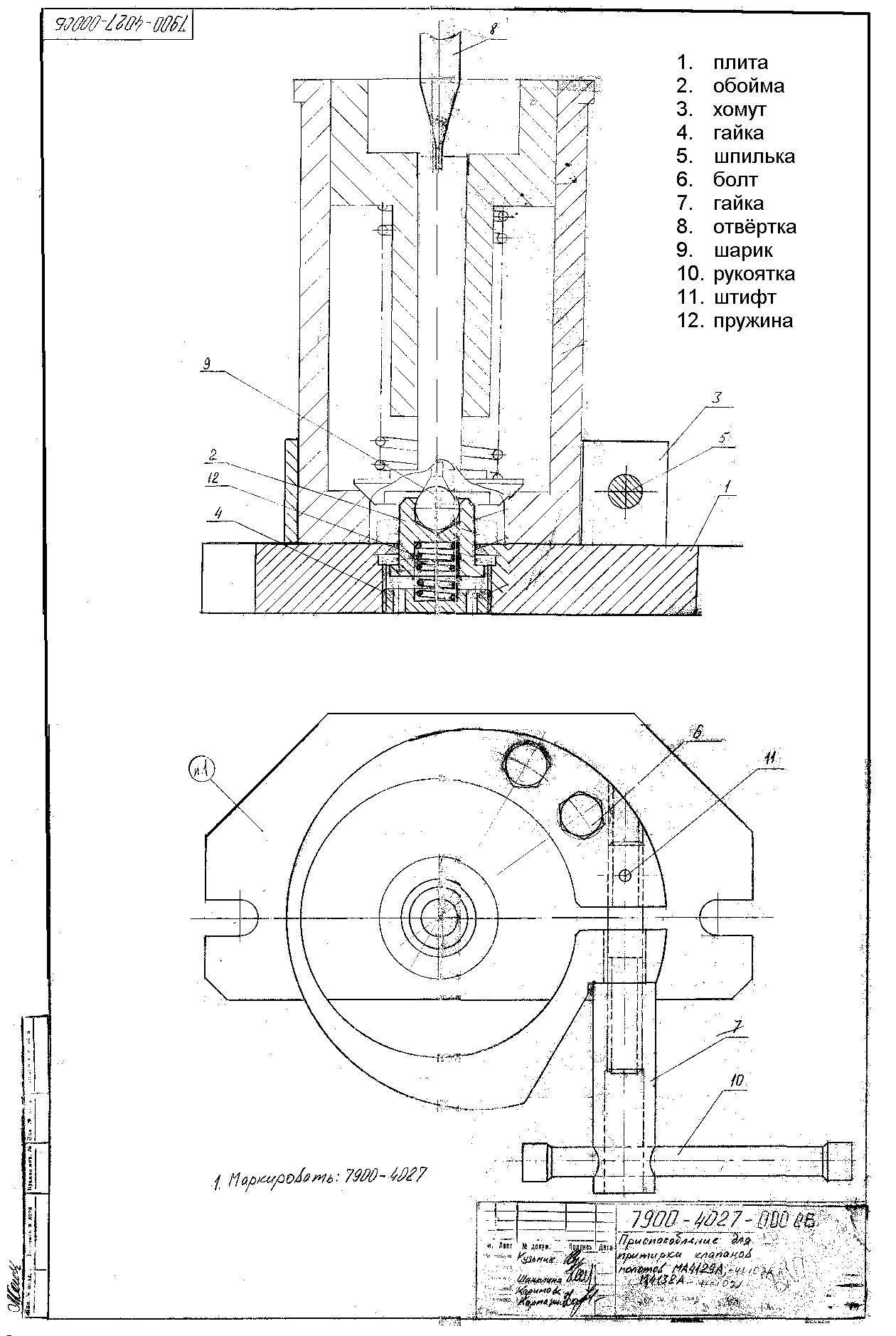
Приспособление для притирки клапанов служит для притирки рабочей поверхности клапана для обеспечения дальнейшего надёжного контакта соприкасающихся поверхностей, способных обеспечить герметичность двух изолированных друг от друга цилиндров (рабочего и компрессорного) молота.
Притирка происходит за счёт трения притираемой поверхности клапана и притирающей поверхности приспособления. Клапан зажимается двумя пружинами с двух сторон посредством гайки 4, обеспечивая необходимое давление на поверхность, а также фиксируется с помощью хомута 3 (сам хомут присоединён к плите 1 приспособления двумя болтами 6), путём затягивания рукоятки 10 за счёт гайки 7. Приспособление надёжно крепится к фундаментному основанию (столу) болтами (для этого в плите 1 приспособления предусмотрены вырезы) для обеспечения неподвижности удерживающей клапан конструкции. В результате приготовительных операций клапан имеет одну степень свободы, а именно способен вращаться вокруг своей оси.
Притирка производится вручную, за счёт мускульной силы человека. Исполняющий рабочий посредством отвёртки 8, вставленной в паз клапана, совершая вращательные (или возвратно-вращательные) движения вдоль оси клапана обеспечивает трение притираемой поверхности. Контроль состояния притираемой поверхности осуществляется визуально, с помощью образцов шероховатости поверхностей по ГОСТ 9378-75.
Приспособление п335-00-г (для фрезеровки паза 5х3)
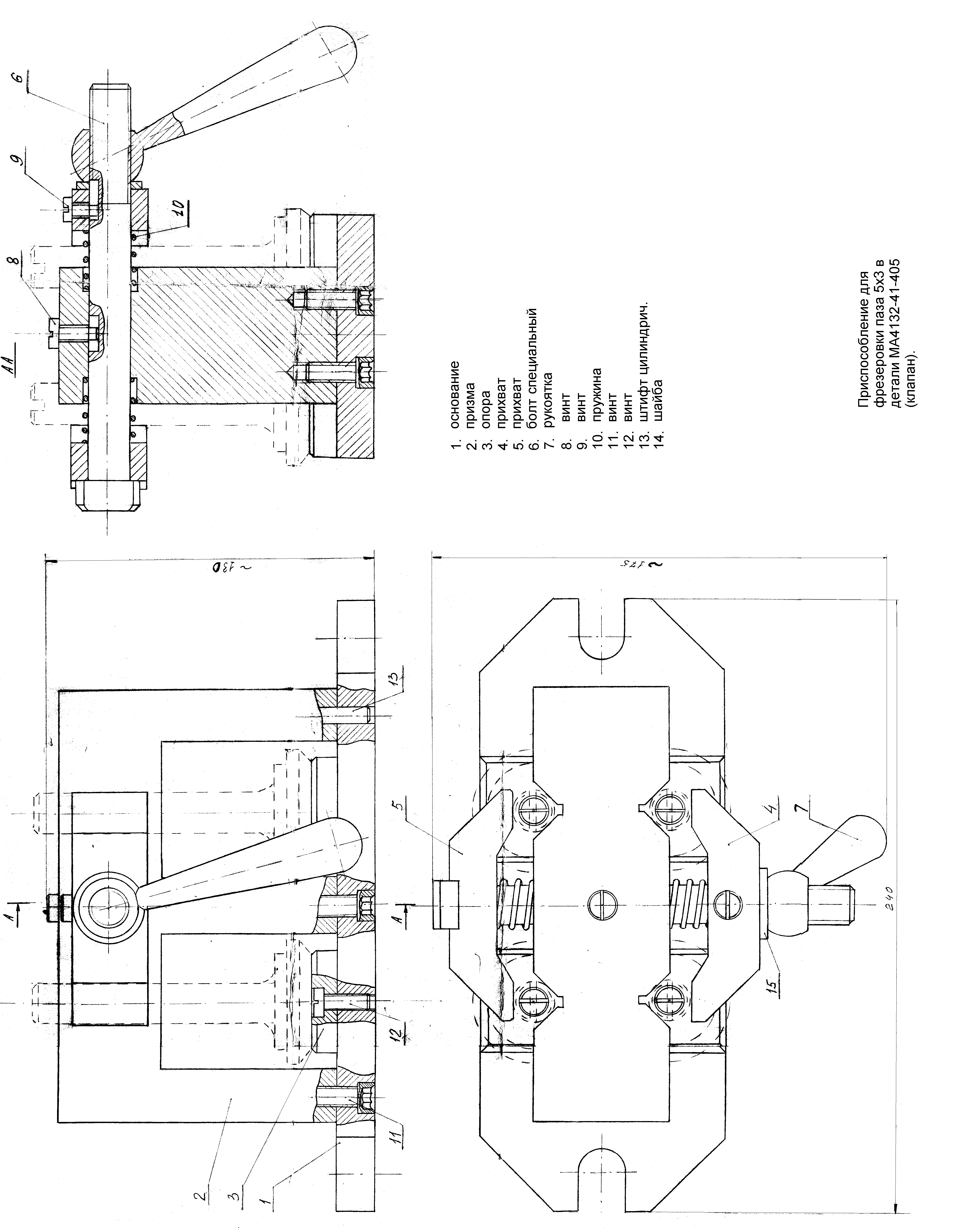
Приспособление П335-00-Г предназначено для фрезерования паза 5×3 на торце клапана. Приспособление представляет собой основание 1, на котором посредством винтов 11 и штифтов 13 закреплена призма 2. На призме 2 специальным болтом 6 закреплены два прихвата 4 и 5, также на болту находится рукоятка, вращением которой обеспечивается сближение прихватов 4 и 5 и фиксация клапанов, подлежащих фрезерованию. Пружина 10 обеспечивает удаление прихватов 4 и 5 друг от друга когда болт не стягивает их. На основании 1 винтами 12 зафиксированы опоры, на которые опираются клапаны при фрезеровании. Основание приспособления имеет вырезы для его крепления к станку 6М12П (вертикально-фрезерный).
При разведённых прихватах четыре клапана заводятся в выточки в призме 2 таким образом, чтобы торец клапана опирался на опоры 3, и рукояткой 7 происходит фиксация стержня клапана в выточке призмы за счёт прихватов 4 и 5. После фиксации клапанов в приспособлении последнее устанавливают на рабочую плоскость вертикально-фрезерного станка и закрепляют. После завершения операции фрезерования, приспособление снимается со станка и происходит его разборка в обратном порядке.
Такое приспособление способно закрепить сразу четыре клапана, что позволяет ускорить общее время фрезерования паза за счёт уменьшения потерь времени на закрепление клапана в приспособлении.
3.8. Маршрутный технологический процесс механической обработки клапана м4132-41-402
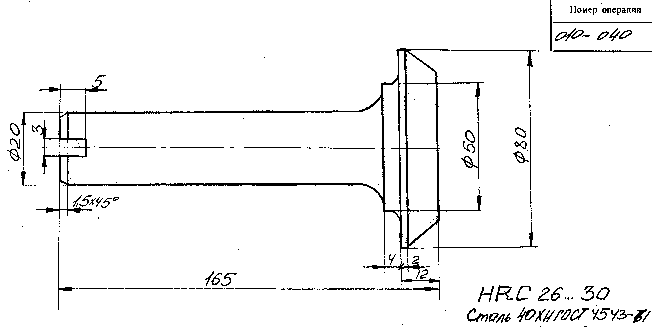
Сталь 40ХН ГГОСТ4543-71, масса детали: 0,65 кг., вид: поковка, профиль и размеры: Ø 85×125, масса: 1,553, норма расхода: 1,764, коэффициент использования материала: 0,37
|
Номер операции |
Наименование и содержание операции |
Оборудование |
Приспособление и инструмент |
|
005 |
Заготовительная |
|
|
|
010 |
Кузнечная |
|
|
|
015 |
Термическая HRC28 – 31,8 |
|
|
|
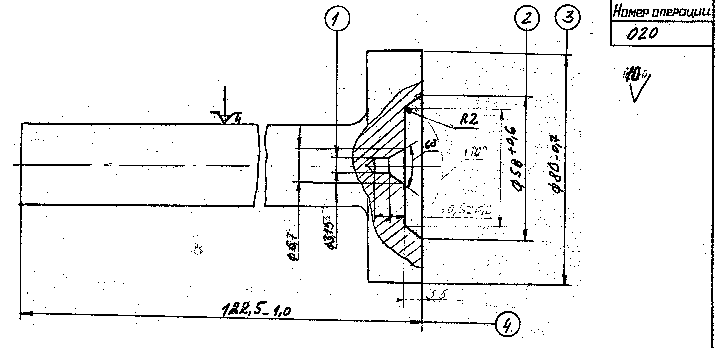
020 |
Токарно-винторезная Подрезание торца, растачивание выточки, центрование, обтачивание головки начисто |
16К20 |
|
|
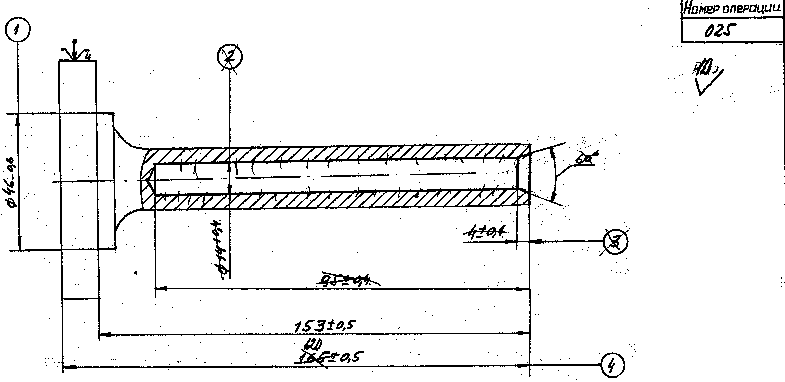
025 |
Токарно-винторезная Подрезание торца, центрование, сверление отверстия, обтачивание поверху, зенкование фаски ∟60˚(техн.) |
16К20 |
|
|
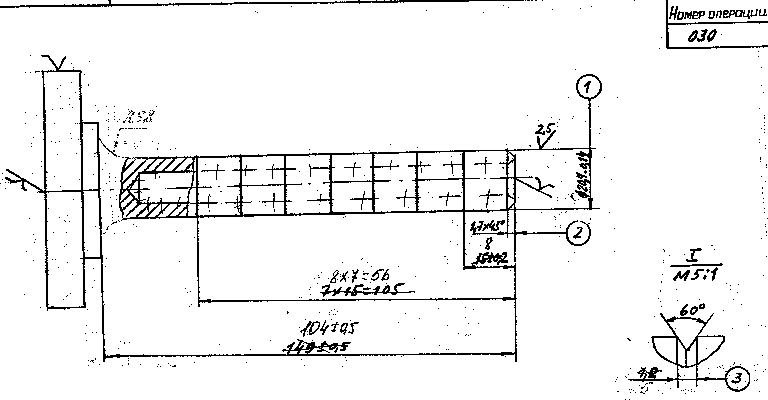
030 |
Токарно-копировальная Обтачивание поверхностей и R10 с припуском под шлифование, протачивание канавок окончательно |
1713 |
Копир 7194-4026 Наладка 7910-4004 |
|
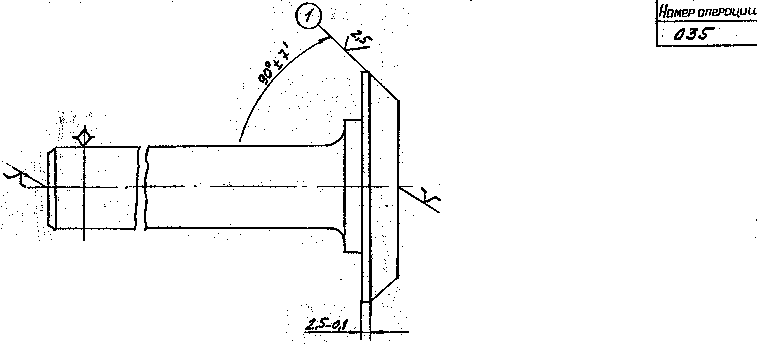
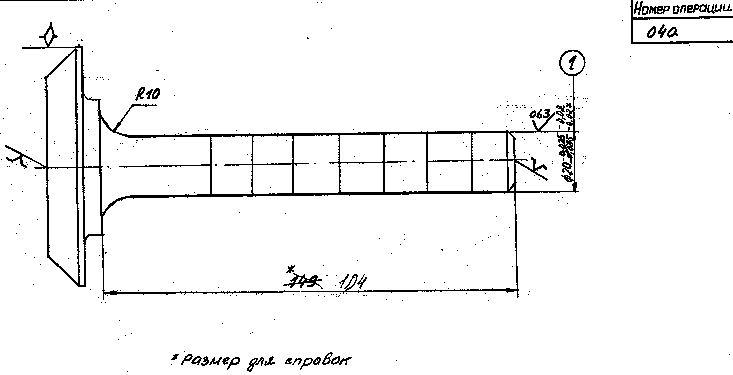
035 |
Токарно-винторезная Обтачивание конуса ∟90˚ с припуском под шлифование |
16К20 |
|
|
040 |
Круглошлифовальная Шлифование наружной поверхности и R10 |
3Б151 |
|
|
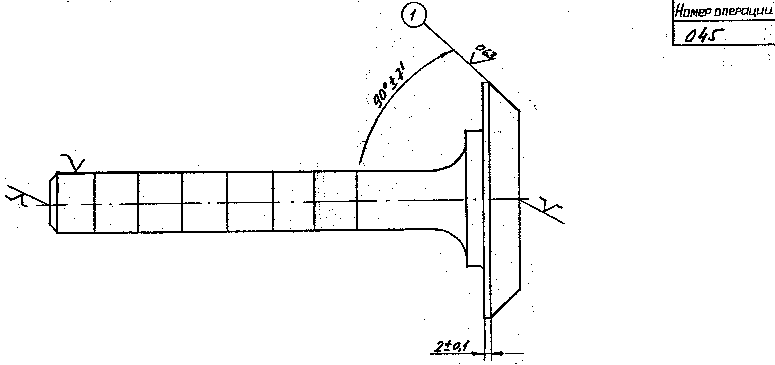
045 |
Круглошлифовальная Шлифование конуса ∟90˚±7' |
3А64Д |
|
|
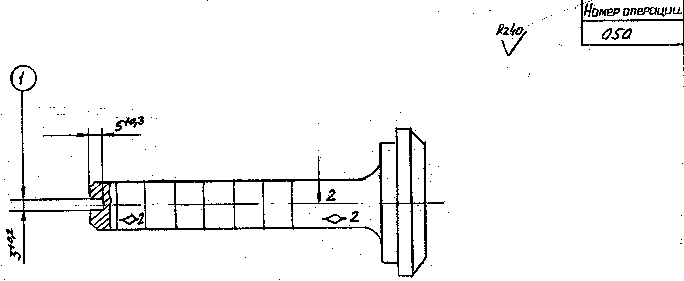
050 |
Вертикально-фрезерная Фрезерование паза |
6М12П |
Приспособление П335-00-Г |
|
055 |
Слесарная Опиливание заусенцев, маркирование детали |
Верстак |
|
|
060 |
Моечная |
|
|
|
Примечание: Притирание поверхности Б с деталью М4132-41-402 при сборке | |||
|
№операции |
Деталь на данной стадии изготовления |
|
020 |
|
|
025 |
|
|
030 |
|
|
035 |
|
|
040 |
|
|
045 |
|
|
050 |
|
|
Термообработка |
|