

ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ОБРАБОТКИ ЮБКИ
Начальная обработка деталей юбок
К начальном обработке будет относится обработка вытачек, складок, соединение деталей с кокетками , обметывание срезов деталей и др.
Юбки могут изготавливать на подкладке для предохраняя от вытягивания заднего полотнища. В подкладке юбки первоначально стачивают вытачки ( вытачки могут заменяться мягкими складками), стачивают и обметывают боковые срезы. В левом боковом шве подкладки обметывают и застрачивают края под застежку. Низ подкладки обрабатывают швом вподгибку с закрытым срезом.
Обработанную подкладку вкладывают в юбку, в которой обработана застежка, совмещают вытачки и надсечки, уравнивают верхние срезы и соединяют на стачивающей машине на расстоянии 5 мм от верхних срезов.
Обработка застежки в юбках
Застежки в юбках располагаются на переднем, заднем полотнище или в левом боковом шве, складке.
Наиболее распространена застежка на молнию обрабатываемая двумя способами: на одинаковом расстоянии с двух сторон от линии бокового шва и на различном расстоянии. Звенья застежки-молнии при соединении должны быть скрыты под припусками шва. Обработку застёжки выполняют со стачанными, обметанными, разутюженными боковыми швами и с заутюженными срезами застежки.
Обработка застежки - молнии при закреплении на одинаковом расстоянии от сгибов. При притачивании застежки - молнии на одноигольной машине со специальной лапкой строчку располагают ни расстоянии 4-7 мм от края застежки в зависимости от размеров звеньев. В конце застёжки строчку прокладывают перпендикулярно разрезу на расстоянии 1-5 мм от конца звеньев застежки-молнии или под углом (рис. 17.15,а).
Обработка застежки-молнии при закреплении её со смещением звеньев под переднее полотнище юбки. Под заутюженный сгиб заднего полотнища юбки подкладывают правую часть тканой ленты застежки-молнии и раскрытом виде так, чтобы сгиб припуска на застежку располагался встык к звеньям молнии, а замок был на расстоянии 15 мм от верхнего среза юбки. После закрепления правой стороны булавками застежку-молнию закрывают, сгиб припуска на застежку со стороны переднего полотнища подводят встык к сгибу припуска на застежку со стороны заднего полотнища юбки и скалывают тремя-четырьмя булавками в поперечном направлении, закрепляя переднее полотнище и застежку-молнию. При скалывании уравнивают верхние срезы переднего и заднего полотнищ юбки и создают единую линию бокового шва. Затем застежку-молнию раскрывают и с изнаночной стороны уточняют параллельность расположения звеньев относительно сгиба.
Притачивание выполняют с лицевой стороны за один прием от верхнего среза переднего полотнища до верхнего среза заднего полотнища Переднюю часть застежки-молнии закрепляют на расстоянии 8-10 мм, На заднем полотнище юбки строчку прокладывают на расстоянии 2 мм от сгиба.
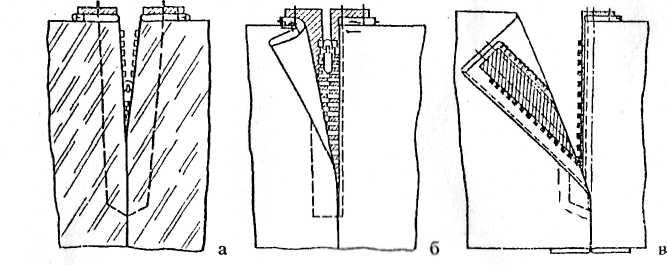
Рис. 17.15- Обработка застежки молнии на юбках
Обработка застежки-молнии с полным закрыванием звеньев. Особенностью обработки такой застежки является закрепление частежки-молнии со смещением под переднее положите звеньев правой части тканой ленты (на 3-5 мм относительно линии бокового шва). Припуски боковых срезов на участке застежки увеличивают до .10-35 мм. Во время разутюживания боковых швов заутюживают только срез застежки переднего полотнища по линии бокового шва. Срез застежки заднего полотнища подгибают в сторону изнанки, выпуская припуск относительно линии бокового шва на 3-5 мм, и заутюживают. Под сгиб подкладывают правую часть тканой ленты застежки-молнии в раскрытом виде так, чтобы сгиб подходил встык к звеньям.
Правую часть тканой ленты застежки-молнии притачивают па расстоянии 2 мм от сгиба обеспечивая свободное движение замка застежки. Застежку-молнию закрывают, и заутюженный сгиб припуска на застежку к переднему полотнищу юбки подводят к линии бокового шва, уравнивая верхние срезы и скалывая их булавками.
Притачивают левую сторону тканой ленты по лицевой стороне переднего полотнища сверху. Заканчивают двойной - тройной поперечной строчкой перпендикулярно линии бокового шва или под углом к ней (рис. 17.15. в). Для устойчивости застежки и улучшения внешнего вида вдоль сгиба её передней части выполняют отделочную строчку на расстоянии 2 мм от края.