

Сварка. Оконч
.pdfбенно криволинейные, наиболее трудоёмки, но позволяют сократить массу наплавляемого металла и время сварки.
Зазоры между соединяемыми деталями обычно невелики, в противном случае возможны вытекание расплавленного металла и прожог кромок. Это обстоятельство особенно может проявиться при автоматической сварке.
Для защиты обратной стороны шва от вытекания металла могут быть использованы ниже перечисленные приёмы:
–Замок, т. е. перекрытие одной детали другой (Рис. 5, з). Перекрытие деталей b2 составляет 3 ... 20 мм, а зазор в замке z = 0 +0,5. Способ эффективный, но дорогой.
–Остающаяся стальная подкладка (Рис. 5, ж), толщина которой t1 до-
стигает 0,5 толщины детали, но не менее 3 мм, ширина b1 = 10 ... 30 мм, а зазор между подкладкой и деталями z не должен быть более 0,5 ... 1 мм. Этот способ применяют, в частности, при сварке шаровых резервуаров, сосудов малого диаметра. Такие подкладки соответствуют соединениям С10, С 19 (см. Табл. 1).
–Съёмная технологическая подкладка из меди для стали, из графита для меди и т. п., которая не приваривается и её удаляют после сварки (С9, С18).
–Предварительная ручная, подварка корня шва (С12, С13, С21, С23, У5,
У10, Т2) является трудоёмкой, её применяют, когда свариваемое изделие невозможно кантовать или точно собрать перед сваркой.
–Заделка зазора асбестовой набивкой или флюсовой подушкой.
Сварные соединения можно выполнять автоматической, полуавтоматической или ручной сваркой. Способ сварки выбирают в зависимости от геометрических размеров изделий, свойств материалов, формы сварного шва и серийности производства.
Автоматическая и полуавтоматическая сварка обладает большой производительностью, обеспечивает высокое качество и надёжность соединения, не требует высокой квалификации сварщика, даёт наибольший эффект в серийном и массовом производстве, а также при соединении толстостенныx деталей. Недостатком этих способов является ограничение по конфигурации и положению шва. Наиболее распространенные автоматы способны сваривать прямолинейныe горизонтальные швы или соединять цилиндрические детали типа тел вращения.
Форма сварных швов после сварки видна в табл. 3. Так ширина зоны расплавленного металла несколько больше, чем исходный зазор между кромками. По высоте сварной шов больше толщины детали, т. е. имеет место так называемое усиление шва. Конструктивные элементы швов также регламентированы перечисленными ранее стандартами.
Усиление шва при необходимости снимают строганием, точением или шлифовальными кругами до требуемой шероховатости поверхности.
Условное обозначение швов сварных соединений
На чертежах сварных изделий применяется система условного изображения и обозначения швов сварных соединений по ГОСТ 2.312–72.
В планах и боковых видах чертежа место видимого шва изображают
11
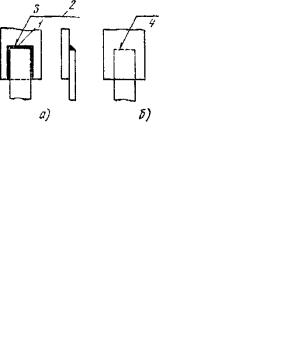
сплошной линией, а невидимого — пунктирной линией (Рис. 6, а, б). В поперечных сечениях границы шва изображают сплошными полужирными линиями, а кромки свариваемых частей — сплошными тонкими линиями (Рис. 6, в).
Обозначение шва отмечается выноской, состоящей из наклонной линии и полки. Наклонная линия заканчивается односторонней стрелкой на месте шва.
 в)
в)
Рис. 6. Условное изображение сварных швов:
а, б — видимый и невидимый швы, в — поперечное сечение; 1 — односторонняя стрелка, 2 — полка, 3 и 4 — элементы видимого и
невидимого швов
Рис. 7. Структурная схема обозначения сварных швов на чертежах по ГОСТ 2.312–72
Характеристика шва проставляется или над полкой (когда односторонней стрелкой указана лицевая сторона шва), или под полкой (когда указана обратная сторона шва) и состоит из следующих элементов:
1 — вспомогательные знаки шва по замкнутой линии или контура монтажного шва (Табл. 1);
2 — стандарт на типы и конструктивные элементы швов сварных соединений;
3— буквенно-цифровое обозначение шва по стандарту на типы и конструктивные элементы швов сварных соединений;
4— условное обозначение способа сварки по стандарту на типы и конструктивные элементы швов сварных соединений (допускается не указывать). Приняты следующие обозначения способов сварки:
Р— ручная;
АФ — автоматическая под флюсом на весу; АФФ — автоматическая под флюсом на флюсовой подушке;
АФО — автоматическая под флюсом на остающейся подкладке; АФМ — автоматическая под флюсом на медной подкладке;
АФК — автоматическая под флюсом с предварительной подваркой корня шва; АФШ — автоматическая под флюсом с предварительной подваркой шва; ПФ, ПФО, ПФШ — то же, что и выше, но полуавтоматическая сварка; ИН — электродуговая сварка в инертных газах без присадочного металла;
12
ИНП — в инертных газах с присадочным металлом; ИП — в инертных газах и их смесях с углекислым газом плавящимся электродом; УП — в углекислом газе плавящимся электродом;
ШЭ — электрошлаковая проволочным электродом и т. д.
5 — знак  и размер катета согласно стандарту на типы и конструктивные элементы швов сварных соединений (только для швов угловых, тавровых и нахлёсточных соединений);
и размер катета согласно стандарту на типы и конструктивные элементы швов сварных соединений (только для швов угловых, тавровых и нахлёсточных соединений);
6 — для прерывистого шва — размер длины провариваемого участка, знак / или Z и размер шага;
–для одиночной сварной точки — размер расчётного диаметра точки;
–для шва контактной точечной электросварки или электрозаклёпки — размер расчётного диаметра точки или электрозаклёпки, знак / или Z и размер шага;
–для шва контактной роликовой электросварки — размер ширины шва; 7 — вспомогательные знаки (тип прерывистого шва, обозначение шеро-
ховатости поверхности, знак снятия усиления шва и т. д.).
Все элементы условного обозначения располагаются в указанной последовательности и отделяются друг от друга знаком дефис (за исключением вспомогательных знаков).
Буквенные обозначения способа сварки необходимо проставлять на чертеже только в случае применения нескольких видов сварки в данном изделии, например, П — полуавтоматическая дуговая сварка, Г — газовая, У — дуговая в углекислом газе, А — автоматическая дуговая и др., ручная дуговая сварка не имеет буквенного обозначения. Можно не указывать на полке линии-выноски обозначения стандарта, если все швы в изделии выполняются по одному стандарту. В этом случае следует сделать соответствующее указание в примечаниях на чертеже (Табл. 2).
Таблица 1
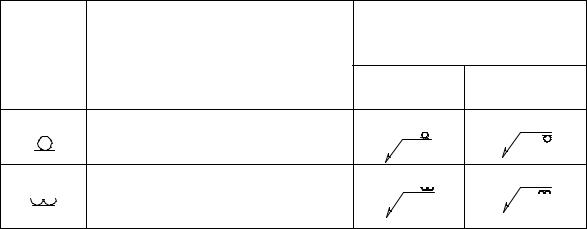
Вспомогательные знаки в обозначении сварных швов
Знак |
Значение знака |
Расположение знака |
|
|
|
относительно полки |
|
|
|
линии-выноски |
|
|
|
с лицевой |
с обратной |
|
Усиление шва снять |
стороны |
стороны |
|
|
|
|
|
Наплывы и неровности шва |
|
|
|
обработать с плавным перехо- |
|
|
|
дом к основному металлу |
|
|
13
Окончание. Таблица 1
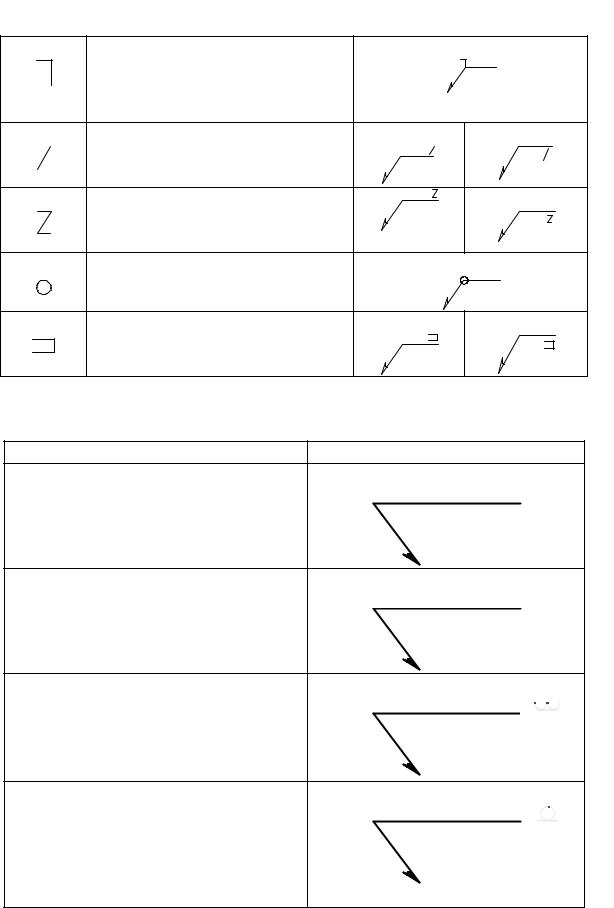
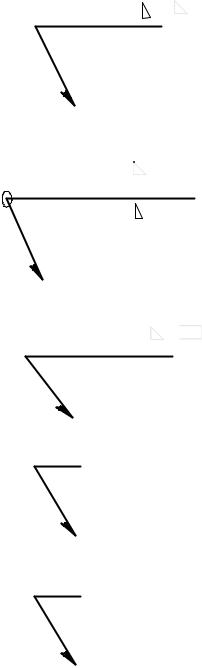
Шов выполнить при монтаже изделия, т. е. при установке по монтажному чертежу на месте
применения Шов прерывистый или точеч-
ный с цепным расположением. Угол наклона линии 60 °
Шов прерывистый или точечный с шахматным расположением
Шов по замкнутой линии.
Диаметр знака — 3–5 мм
Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа
Таблица 2
Примеры условного обозначения сварных швов
Наименование шва Стыковой односторонний на оста-
ющейся подкладке, со скосом двух кромок, выполненный дуговой
сваркой
Стыковой двусторонний с криволинейным скосом двух кромок, выполненный дуговой сваркой
Стыковой двусторонний с двумя симметричными скосами кромок, выполненный дуговой сваркой. Участки перехода от шва к основному металлу обработаны Стыковой односторонний со скосом двух кромок, замковый. Усиление шва снято механической обработкой
14
Окончание. Таблица 2
Шов углового соединения односто- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5264–80–У4 |
|
5 |
|
|||
|
|
|
|
|
|
|
|
|
|
|
|||||
ронний, без скоса кромок, выпол- |
|
|
|
|
|
|
|
ГОСТ5264-80 -У4 |
5 |
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ненный дуговой сваркой покрыты- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ми электродами на монтаже. Катет |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
шва 5 мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Шов таврового соединения неви- |
ГОСТ 14771–76–Т4–УП 6–50 Z150 |
||||||||||||||
димый односторонний, выполнен- |
|||||||||||||||
ный по замкнутому контуру дуго- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ГОСТ14771-76-Т4-УП |
6-50 Z 150 |
|
|
||||||||||
вой сваркой в углекислом газе. |
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Шов прерывистый с шахматным |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
расположением участков. Катет |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
шва 6 мм, длина провариваемого |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
участка 50 мм, шаг 150 мм. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Шов таврового соединения двусто- |
|
|
|
|
|
|
|
|
|||||||
|
ГОСТ 5264–80–Т1–П 4 |
|
|||||||||||||
ронний, без скоса кромок, выпол- |
|
|
|
|
|
ГОСТ 5264-80 - С16 |
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|||||
ненный полуавтоматической свар- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
кой по незамкнутому контуру. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Катет шва 4 мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Стыковой двусторонний шов с |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
СС21 |
|
|
|
|
|
|
|||
двумя симметричными скосами |
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
||||
двух кромок, выполненный ручной |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
дуговой сваркой. Обозначение |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
упрощенное, если стандарт указан в |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
примечаниях чертежа |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Упрощённое обозначение при |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
№ 1 |
|
|
|
|
|
|
|
|
наличии на чертеже одинаковых |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
С21 |
|
|
|
|
|
|
|
||
швов и при указании обозначения |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
одного из них на № 1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
15

|
|
|
|
|
|
Таблица 3 |
|
|
Основные типы сварных соединений |
||||||
Услов- |
Форма поперечного сечения |
Толщина |
Способ сварки |
|
|||
ное обо- |
подготовленных кромок и |
сварива- |
|
|
|||
значение |
сварного шва |
емых |
|
|
|||
соедине- |
|
|
|
элемен- |
|
|
|
ния |
|
|
|
тов, мм |
Р, |
|
|
С1 |
|
|
|
1 … 4 |
|
||
|
|
|
|
1,5 … 3 |
АФ, ПФ |
|
|
|
|
|
|
0,5 … 2 |
ИН, |
|
|
|
|
|
|
0,5 … 4 |
ИН, УП |
|
|
С2 |
|
|
|
1 … 4 |
Р, |
|
|
|
|
|
|
||||
|
|
|
|
0,5 … 4 |
ИН, |
|
|
|
|
|
|
0,8 … 6 |
ИНП, ИП, УП |
|
|
|
|
|
|
|
|||
С7 |
|
|
|
2 … 5 |
Р, |
|
|
|
|
|
|
3 … 6 |
ИП, ИН, ИНП |
|
|
|
|
|
|
2 …. 12 |
УП, АФШ, ПФШ |
|
|
|
|
|
|
2 |
… 20 |
АФ, ПФ |
|
С8 |
|
|
|
3 |
… 10 |
ИП, ИНП |
|
|
|
|
|
3 |
… 60 |
Р, УП |
|
С9 |
|
|
|
3 |
… 10 |
ИП, ИНП |
|
|
|
|
|
8 |
… 30 |
АФФ, АФМ |
|
|
|
|
|
3 |
… 60 |
Р, УП |
|
С10 |
|
|
|
3 |
… 10 |
ИП, ИНП |
|
|
|
|
|
8 |
… 30 |
АФО, АФО |
|
|
|
|
|
3 |
… 60 |
Р, УП |
|
С11 |
|
|
|
3 |
… 10 |
ИП, ИНП |
|
|
|
|
|
8 |
… 30 |
АФО, ПФО |
|
|
|
|
|
3 |
… 60 |
Р, УП |
|
С12 |
|
|
|
3 |
… 10 |
ИП, ИПН |
|
|
|
|
|
14 … 20 |
АФ, |
|
|
|
|
|
|
3 |
… 60 |
Р, УП |
|
С13 |
|
|
|
15 |
… 100 |
Р, ИП, УП |
|
|
|
|
|
|
|
ИНП, |
|
С15 |
|
|
|
6 |
… 20 |
|
|
|
|
|
|
20 … 30 |
Р, ИП |
|
|
|
|
|
|
8 … 100 |
АФ, УП |
|
|
С16 |
|
|
|
30 |
… 120 |
Р, ИП, УП |
|
|
|
|
|
|
|
ИП, ИНП |
|
С17 |
|
|
|
3 |
… 10 |
|
|
|
|
|
|
3 |
… 60 |
Р, УП |
|
С18 |
|
|
|
3 |
… 10 |
ИП, ИНП |
|
|
|
|
|
10 … 30 |
АФМ |
|
|
|
|
|
|
3 |
… 60 |
Р, УП |
|
|
16 |
|
|
|
|
||
|
|
|
|
Продолжение. Таблица 3 |
|||
|
|
|
|
|
ИП, ИНП, |
|
|
С19 |
|
|
3 |
… 10 |
|
||
|
|
|
3 |
… 60 |
УП, |
|
|
|
|
|
10 … 30 |
АФО, ПФО |
|
|
|
С20 |
|
|
3 |
… 10 |
ИП, ИНП, |
|
|
|
|
|
10 … 30 |
АФО, |
|
|
|
|
|
|
3 |
… 60 |
Р, УП |
|
|
С21 |
|
|
3 |
… 10 |
ИП, ИНП |
|
|
|
|
|
10 … 30 |
АФШ, ПФШ |
|
|
|
|
|
|
3 |
… 60 |
Р, УП |
|
|
С23 |
|
|
15 |
… 100 |
Р, |
|
|
|
|
|
24 |
… 100 |
ИН, УП, |
|
|
|
|
|
24 |
… 160 |
АФО |
|
|
С25 |
|
|
6 |
… 20 |
ИНП, |
|
|
|
|
|
6 … 120 |
Р, УП, ИП, |
|
|
|
|
|
|
18 …60 |
АФ, ПФ, АФК, |
|
|
|
С26 |
|
|
20 …120 |
ИП, УП, |
|
|
|
|
|
|
30 |
… 175 |
Р, |
|
|
|
|
|
50 |
… 160 |
АФ |
|
|
У1 |
|
|
0,5 … 3 |
ИН, ИНП |
|
|
|
|
|
|
0,5 … 4 |
ИП, УП, |
|
|
|
|
|
|
1 … 4 |
Р, |
|
|
|
|
|
|
1,5 … 3 |
АФ, ПФ |
|
|
|
У4 |
|
|
0,8 … 4 |
ИНП, |
|
|
|
|
|
|
0,8 … 8 |
УП, ИП, |
|
|
|
|
|
|
1 … 6 |
Р |
|
|
|
|
|
|
0,8 … 10 |
ИНП, |
|
|
|
|
|
|
1 |
… 30 |
Р, УП, ИП |
|
|
|
|
|
|
ИНП, |
|
|
|
У5 |
|
|
0,8 … 4 |
|
|
||
|
|
|
2 … 8 |
Р, |
|
|
|
|
|
|
0,6 … 12 |
ИП, УП |
|
|
|
|
|
|
0,8 … 10 |
ИНП, |
|
|
|
|
|
|
0,8 …30 |
УП, ИП, |
|
|
|
|
|
|
2 |
… 30 |
Р, |
|
|
|
|
|
4 |
… 14 |
АФШ, ПФШ |
|
|
У6 |
|
|
3 |
… 10 |
ИНП, ИП |
|
|
|
|
|
3 |
… 60 |
Р, УП, |
|
|
У7 |
|
|
3 |
… 10 |
ИП, ИНП |
|
|
|
|
|
3 |
… 60 |
Р, УП, |
|
|
|
|
|
8 |
… 20 |
АФШ, ПФШ |
|
|
У8 |
|
|
6 |
… 20 |
ИНП, |
|
|
|
|
|
8 … 100 |
Р, УП |
|
|
|
|
|
|
|
|
ИНП, ИП, |
|
|
У9 |
|
|
3 |
… 20 |
|
|
|
|
|
|
3 |
… 60 |
Р, УП |
|
|
|
17 |
|
|
|
|
|
|
У10
Т1 Т3
Т6
Т7
Т2
Т8
Т5
Н1 Н2
Окончание. Таблица 3
|
3 |
… 20 |
ИНП, ИП, |
|
3 |
… 60 |
Р, УП, |
|
1 |
… 40 |
Р, ИНП, |
|
|
|
УП, ИП, |
|
|
|
|
|
|
|
АФ, ПФ, |
|
|
|
АФШ, ПФШ |
|
3 |
… 10 |
ИНП, |
|
3 |
… 60 |
Р, УП |
|
|
|
ИНП, |
|
3 |
… 10 |
|
|
3 |
… 60 |
Р, АФШ, ПФШ |
|
16 … 30 |
АФШ, |
|
|
15 |
… 100 |
Р |
|
6 |
… 20 |
ИНП |
|
6 |
… 80 |
УП, ИП, |
|
8 … 100 |
Р, |
|
|
16 … 40 |
АФ, ПФ |
|
|
30 … 60 |
АФ, |
|
|
30 |
… 120 |
Р |
|
0,8 … 4 |
ИН, |
|
|
0,8 … 10 |
ИПП, |
|
|
|||
|
1 |
… 20 |
АФ, ПФ, |
|
2 |
… 60 |
Р, ИП, УП |
18
Порядок выполнения работы
Нарисовать все возможные варианты подготовки кромок под сварку двух листов одинаковой толщины. К каждому варианту написать обозначение сварного шва на чертеже, учитывая способ сварки, вид сварки и дополнительные условия. Исходные данные указаны в табл. 4.
|
|
|
|
|
Таблица 4 |
|
№ |
Вид со- |
Тол- |
Выполне- |
Вид |
Дополнитель- |
|
вариан- |
единения |
щина |
ние шва |
сварки |
ные условия |
|
та |
|
ли- |
|
|
|
|
|
|
стов, |
|
|
|
|
|
|
мм |
|
|
|
|
1 |
Стыко- |
100 |
При мон- |
АФ |
Шероховатость |
|
|
вое |
|
таже |
|
шва Ra6,3 |
|
2 |
Стыко- |
70 |
По зам- |
ИП |
Усиление шва |
|
|
вое |
|
кнутому |
|
снять |
|
|
|
|
контуру |
|
|
|
3 |
Стыко- |
160 |
При мон- |
ИН |
Зачисть шов |
|
|
вое |
|
таже |
|
Ra12,5 |
|
4 |
Стыко- |
1 |
Прерывис- |
Р |
Усиление шва |
|
|
вое |
|
тый участ- |
|
снять |
|
|
|
|
ки длиной |
|
|
|
|
|
|
50, шаг |
|
|
|
|
|
|
100 мм |
|
|
|
5 |
Стыко- |
0,5 |
При мон- |
УП |
Зачисть шов |
|
|
вое |
|
таже |
|
Ra6,3 |
|
6 |
Стыко- |
2 |
По зам- |
ИП |
Усиление шва |
|
|
вое |
|
кнутому |
|
снять |
|
|
|
|
контуру |
|
|
|
7 |
Угловое |
0,8 |
При мон- |
АФ |
Шероховатость |
|
|
|
|
таже |
|
шва Ra12,5 |
|
8 |
Угловое |
80 |
По зам- |
Р |
Шероховатость |
|
|
|
|
кнутому |
|
шва Ra6,3 |
|
|
|
|
контуру |
|
|
|
9 |
Угловое |
1 |
Прерывис- |
АФ |
Зачисть шов |
|
|
|
|
тый участ- |
|
Ra6,3 |
|
|
|
|
ки длиной |
|
|
|
|
|
|
20, шаг 60 |
|
|
|
|
|
|
мм |
|
|
|
10 |
Тавровое |
80 |
При мон- |
ИП |
Шероховатость |
|
|
|
|
таже |
|
шва Ra6,3 |
|
11 |
Тавровое |
120 |
По зам- |
Р |
Усиление шва |
|
|
|
|
кнутому |
|
снять |
|
|
|
|
контуру |
|
|
|
|
|
|
|
|
|
|
|
|
|
19 |
|
|
|
|
|
|
|
Окончание. Таблица 4 |
|
|
|
|
|
|
|
12 |
Тавровое |
5 |
Прерывис- |
УП |
Шероховатость |
|
|
|
тый участ- |
|
шва Ra12,5 |
|
|
|
ки длиной |
|
|
|
|
|
150, шаг |
|
|
|
|
|
100 мм |
|
|
13 |
Нахлё- |
0,8 |
При мон- |
ИН |
Усиление шва |
|
сточное |
|
таже |
|
снять |
Содержание отчёта
1.Нарисовать и описать основные виды сварных соединений.
2.Привести классификацию сварных швов.
3.Чертежи возможных вариантов подготовки кромок под сварку двух листов одинаковой толщины согласно заданию в табл. 4.
4.К каждому варианту написать обозначение сварного шва на чертеже, учитывая способ сварки, вид сварки и дополнительные условия.
Контрольные вопросы
1.Что называется сварным соединением?
2.Какие существуют основные виды сварных соединений?
3.В чем преимущества и недостатки стыкового соединения?
4.В чем недостатки нахлёсточного соединения?
5.Какими параметрами характеризуются сварные швы?
6.Какова классификация сварных швов по геометрическому очертанию сечения?
7.Какова классификация сварных швов по положению в пространстве?
8.Как проводится подготовка кромок под сварку?
9.Какие существуют основные способы подготовки кромок под сварку?
10.Каково условное обозначение швов сварных соединений?
11.Какова структурная схема обозначения сварных швов на чертежах?
Лабораторная работа № 2 ОСНОВЫ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧНЫХ СВАРНЫХ
КОНСТРУКЦИЙ
Цель работы: Изучить основные принципы конструирования и технологические требования к форме и размерам сварной конструкции. Приобрести навыки проектирования технологичных сварных изделий с малой трудоёмкостью и себестоимостью их производства.
Создание рациональных сварных конструкций является комплексной задачей. Одновременно с проектированием конструктор обязан выбрать вид заготовок, материал, наиболее приемлемый способ сварки и т. д.
Разнообразие назначений, форм и размеров машиностроительных конструкций, прогресс техники и технологии сварочного производства не позво-
20