

Федеральное агентство железнодорожного транспорта
Государственное общеобразовательное учреждение высшего профессионального образования
Омский государственный университет путей сообщения (ОмГУПС)
Кафедра: «Вагоны и вагонное хозяйство»
Допускается к защите
_________
(с исправлениями, без исправлений)
_________Куратов А.В.
(подпись) (фамилия)
«___»____________2014г.
«Проектирование технологических процессов изготовления деталей вагонов»
Пояснительная записка к курсовому проекту
по дисциплине: «Технология производства и ремонта вагонов»
Разработчик:
студент группы 10 Б
______ Юдин Е.В.
«__»__________2014
Преподаватель:
______ Куратов А.В.
(подпись) (фамилия)
«__»__________2014
Омск 2014

Реферат
УДК 629.44 (075.6)
Пояснительная записка содержит 18 страниц, 6 рисунков, 2 таблицы, 3 чертежа, 5 источников.
Технологический процесс, силовой механизм, технологическая база, установочные элементы, фрезерование, приспособление, ушко тележки.
Цель работы: Разработать приспособление для ушка тележки, провести подбор оборудования и инструмента, выбрать базирующие и установочные элементы приспособления, определить величину сил и моментов резания, подобрать силовой механизм и выполнить эскиз приспособления.
В курсовом проекте произведен анализ технических условий на деталь, составлен процесс операций по механической обработке, произведен выбор типа станка и инструмента, выбраны базирующие и установочные элементы приспособления, рассчитаны параметры величины сил и моментов резания, произведен выбор оборудования фрезерования.
Курсовой проект выполнен в текстовом редакторе Microsoft Word 2003 и представлен на диске в конверте на обороте обложки.
Содержание
|
Введение…………………………………………………………………………... 1 Характеристика детали (назначение, основные элементы)…………..….….. 1.1 Назначение детали……………………………………………………………. 1.2 Характеристика материала изготовления………………………………….... 1.3 Технологические свойства стали марки Ст3…..……………………………. 2 Анализ технических условий на деталь, процесс выполнения операций по механической обработке, подбор типа станка и инструмента. ……………….. 2.1 Обработка детали……………………………………………………………... 2.2 Фрезерование…... ………………………………………….............................. 2.3 Сверление отверстия…………………………………………………………. 3 Выбор технологических баз и их обоснование……………...…….…………. 4 Выбор базирующих и установочных элементов приспособления, расстановка сил, действующих на деталь при закреплении…………………… 5 Определение величин сил и моментов резания…............................................ 5.1 Определение величин при фрезеровании………………………………….... 6 Выбор силового механизма и расчет его параметров…................................... 8 Описание приспособления………………………………………………….….. Заключение………………………………………………………………………... Библиографический список……………………………………………………… Приложение А – Комплект чертежей……………...…………………………….
|
5 6 6 6 6
9 9 1111 12
15 17 17 20 22 23 24 25
|
В конверте на обороте обложки:
диск. Файл Пояснительная записка к курсовому проекту по дисциплине ТПРВ.doc;
компас 3D-V12 Файл Ушко тележки КВЗ–1М в изометрии cdw;
компас 3D-V12 Файл Спецификация к сборочному чертежу cdw.
Введение
Курсовое проектирование по технологии производства и ремонта вагонов выполняется с целью закрепления знаний, полученных при изучении технологических и других дисциплин.
В процессе выполнения курсового проекта студент показывает умение пользоваться справочниками, нормативной документацией, технической литературой и инструкциями.
В качестве темы курсового проекта следует разработать приспособление для ушка тележки КВЗ-1М. Провести подбор типа станка и инструмента, провести анализ технических условий на деталь, выбрать технологическую базу, определить величину сил и моментов, подобрать силовой механизм и выполнить эскиз приспособления.
Разработка любого технологического процесса является комплексной задачей, для решения которой в конкретных условиях производства нужно найти оптимальный вариант процесса изготовления, приспособления или ремонта заданного изделия. Оптимальным является такой вариант процесса, который обеспечивает выполнение всех требований конструкторской документации на данное изделие при наименьших производственных затратах.
1 Характеристика детали (назначение, основные элементы)
1.1 Назначение детали
Ушко тележки КВЗ-1М изготавливается из стали Ст-3 – это конструкционная, углеродистая сталь обыкновенного качества, ее применяют для изготовления несущих и ненесущих элементов для сварных и не сварных конструкций, а также деталей работающих при положительных температурах.
Ушко расположено на боковой части надрессорной балки и служит для крепления триангеля тормозного оборудования.
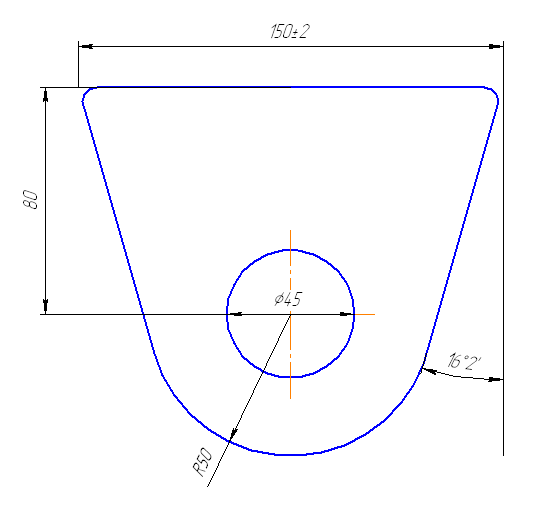
Рисунок 1 - Ушко тележки КВЗ-1М
1.2 Характеристика материала изготовления
Конструкционную углеродистую сталь обыкновенного качества Ст3 применяют для изготовления несущих и ненесущих элементов для сварных и несварных конструкций, а также деталей, работающих при положительных температурах. Листовой и фасонный прокат 5 категории (до 10мм) - для несущих элементов сварных конструкций предназначенных для эксплуатации в диапазоне от -40 до +425 °С при переменных нагрузках.
Сплав Ст3 содержит: углерода - 0,14-0,22%, кремния - 0,05-0,17%, марганца - 0,4-0,65%, никеля, меди, хрома - до 0,3% , мышьяка до 0,08%, серы и фосфора - до 0,05 и 0,04% соответственно.
1.3 Технологические свойства стали марки Ст-3
Сталь Ст-3 не склонна к отпускной хрупкости, нефлокеночувствительна, свариваемость без ограничений.
Качество конструкционной стали определяется коррозионной стойкостью, механическими свойствами и свариваемостью. По своим механическим характеристикам стали делят на группы: сталь обычной, повышенной и высокой прочности.
Основные свойства стали непосредственно зависят от химического элементов, входящих в состав сплава и технологических особенностей
производства.
Основой структуры стали является феррит. Он является малопрочным и пластичным, цементит напротив, хрупок и тверд, а перлит обладает промежуточными свойствами. Свойства феррита не позволяют применять его в строительных конструкциях в чистом виде. Для повышения прочности феррита сталь насыщают углеродом (стали обычной прочности, малоуглеродистые), легируют добавками хрома, никеля, кремния, марганца и других элементов (низколегированные стали с высоким коэффициентом прочности) и легируют с дополнительным термическим упрочнением (высокопрочные стали)
К вредным примесям относятся фосфор и сера. Фосфор образует раствор с ферритом, таким образом, снижает пластичность металла при высоких температурах и повышает хрупкость при низких. Образование сернистого железа при избытке серы приводит к красноломкости металла. В составе стали Ст-3 допускается не более 0,05% серы и 0,04 % фосфора.
При температурах, недостаточных для образования ферритной структуры возможно выделение углерода и его скопления между зернами и возле дефектов кристаллической решетки. Такие изменения в структуре стали понижают сопротивление хрупкому разрушению, повышают предел текучести и временного сопротивления. Это явление называют старением, в связи с длительностью процесса структурных изменений. Старение ускоряется при наличии колебаний температуры и механических воздействиях. Насыщенные газами и загрязненные стали подвержены старению в наибольшей степени.
Конструкционные стали производят мартеновским и конвертерным способами. Качество и механические свойства сталей кислородно-конвертерного и мартеновского производства практически не отличаются, но кислородно-конвертерный способ проще и дешевле.
По степени раскисления различают спокойные, полуспокойные и кипящие стали. Кипящие стали - нераскисленные. При разливке в изложницы они кипят и насыщаются газами. Для повышения качества малоуглеродистых сталей используют раскислители - добавки кремния (0,12 - 0,3%) или алюминия (до 0,1 %). Раскислители связывают свободный кислород, а образующиеся при этом алюминаты и силикаты увеличивают количество очагов кристаллизации, способствуя образованию мелкозернистой структуры. Раскисленные стали называют спокойными, т.к. они не кипят при разливке. Спокойные стали более однородны, менее хрупкие, лучше свариваются и хорошо противостоят динамическим нагрузкам. Их применяют при изготовлении ответственных конструкций. Ограничивает применение спокойной стали высокая стоимость и по технико-экономическим соображениям наиболее распространенным конструкционным материалом является полуспокойная сталь. Для раскисления полуспокойной стали используется меньшее количество раскислителя, преимущественно кремния. По качеству и цене полуспокойные стали занимают промежуточное положение между кипящими и спокойными.
Таблица 1 − Механические свойства стали Ст3 при t 20 °С
|
Предел прочности Ϭв, МПа |
Предел текучести ϬT, МПа |
Относительное удлинение при разрыве , % |
Твердость материала, НВ |
Относительное сужение, % |
Ударная вязкость, кДж/м² |
|
370-480 |
245 |
26 |
>140
|
27 |
500 |
Таблица 1.1 – Химический состав материала Ст3
|
Химический элемент |
|
% |
|
Углерод (С) |
|
0.14–0.22 |
|
Кремний (Si) |
|
0.15–0.3 |
|
Медь (Cu), до |
|
0.3 |
|
Марганец (Mn) |
|
0.4–0.65 |
|
Никель (Ni),до |
|
0.3 |
|
Фосфор (P), до |
|
0.04 |
|
Хром (Cr), до |
|
0.3 |
|
Сера (S),до |
|
0.05 |