

10. Размагничивание деталей
Намагниченные детали после осмотра и разбраковки должны быть размагничены, так как остаточная намагниченность может вызвать нежелательные последствия. Например, поверхности плохо размагниченных роликов и колец подшипников притягивают ферромагнитные продукты износа, что вызывает ускоренный износ подшипников и последующие осложнения в эксплуатации вагонов. Во избежание этого контролируемые детали тщательно размагничивают и проверяют степень размагниченности. Размагничивание как этап контроля часто присутствует в магнитном контроле, но не влияет на его достоверность, т. е. это скорее не контроль, а приведение детали в состояние, пригодное для дальнейшего использования.
Существуют следующие способы размагничивания:
нагревание объекта до точки Кюри (для ферромагнетиков она лежит в большом диапазоне, у железа – 768 С);
однократное приложение встречного поля «большой силы»;
воздействие знакопеременным полем с уменьшением его амплитуды во времени.
Первые два способа, в отличие от последнего, в практике магнитного НК не применяются в силу ряда технологических и технических ограничений.
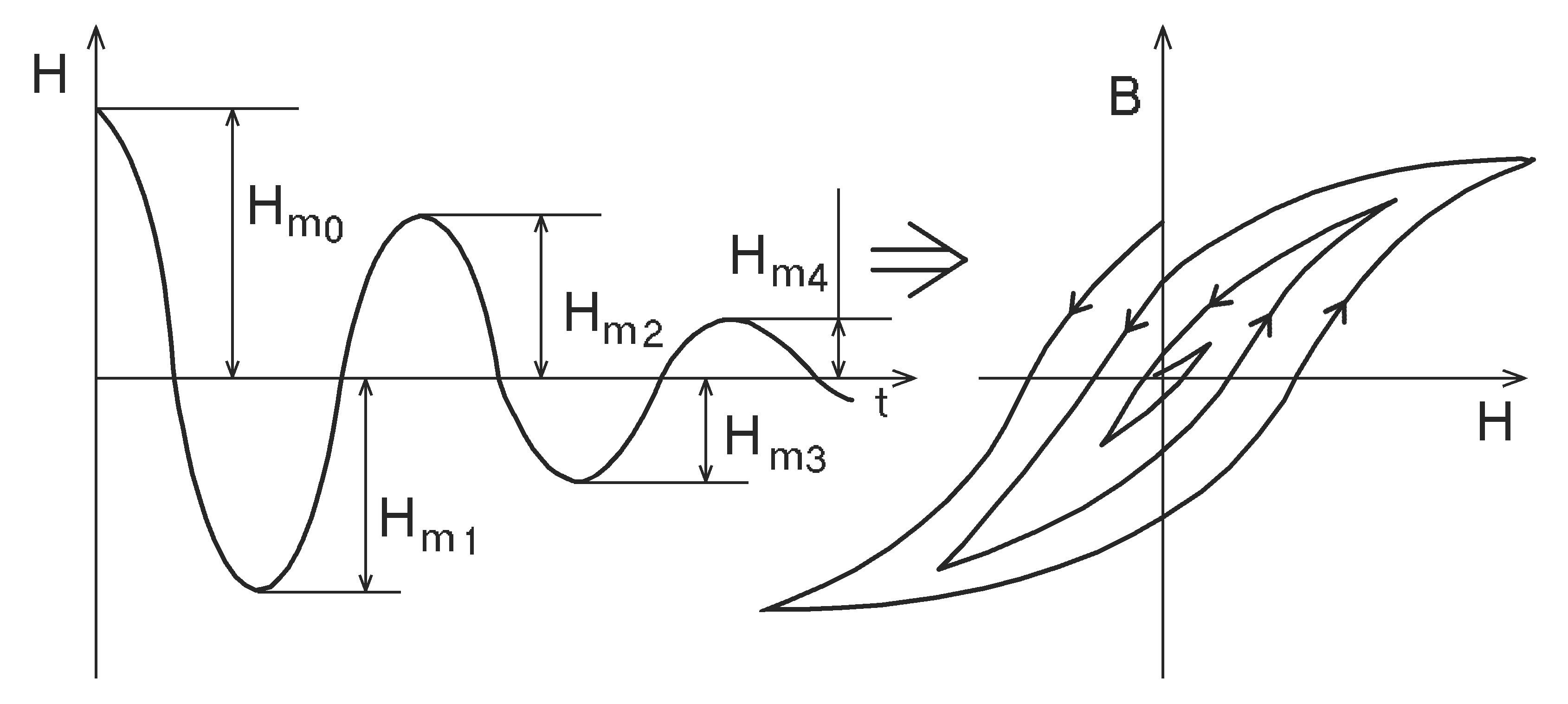
Сущность третьего способа размагничивания
состоит в следующем. Деталь подвергают
циклическому перемагничиванию переменным
полем, напряженность которого по
амплитуде с каждым полупериодом
уменьшается до нуля (рис. 39, а), т. е.
![]() .
К моменту, когда она достигнет почти
нулевого значения, остаточная индукция
также будет близка к нулю
(рис. 39, б).
.
К моменту, когда она достигнет почти
нулевого значения, остаточная индукция
также будет близка к нулю
(рис. 39, б).
Имеют место две процедуры исполнения данного способа размагничивания, когда величину размагничивающего поля уменьшают либо удаляя соленоид от ОК, либо снижая ток в его обмотке. Некоторые дефектоскопы имеют режимы автоматического снижения тока в намагничивающих устройствах, но в большинстве случаев детали помещают в соленоид, включают его и плавно в течение 5 с, не менее, осуществляют их относительное удаление на расстояние не менее 0, 5 м, после чего соленоид выключают. Независимо от путей исполнения данного способа процесс размагничивания идет по частным петлям гистерезиса, видно (см. рис. 39, б), что остаточная индукция уменьшается от цикла к циклу. Число периодов размагничивания обычно не менее 40 – 50, т. е. уменьшение амплитуды напряженности должно быть достаточно плавным. Полного размагничивания достичь, конечно, не удается, поскольку все детали находятся в магнитном поле Земли. детали необходимо размагничивать до уровня, при котором остаточная намагниченность не нарушает нормальной работы машин и механизмов.
а б
Рис. 39. Иллюстрация сущности размагничивания: а – изменение
напряженности магнитного поля; б – частные петли гистерезиса
Для размагничивания используют демагнитизаторы – соленоиды, питаемые переменным током различной частоты. Однако можно применять те же устройства, что и для намагничивания. Размагничивание объектов подвижного состава железнодорожного транспорта производится дефектоскопами МД-12ПШ, МД-12ПЭ, МД-12ПС и МД-12ПР. размагничивание в них осуществляется удалением детали или дефектоскопа на расстояние, где напряженность поля можно считать равной нулю. Удаление производится в течение (205) с на расстояние более 0,5 м. Контроль размагниченности осуществляют миллитесламетром ТП2-2У или измерителями напряженности МФ-107А, МФ-109.
На подвижном составе железнодорожного транспорта установлены предельные уровни остаточного поля: для колец буксовых подшипников – не более 3 А/см; для всех остальных деталей – не более 5 А/см.
При размагничивании больших партий деталей качество размагничивания определяют следующим образом. Одну из деталей нагревают до точки Кюри и охлаждают в отсутствие внешних магнитных полей (кроме магнитного поля Земли). Затем чувствительным измерителем магнитной индукции оценивают максимальную намагниченность хотя бы в относительных единицах. Если показания при этом – некоторое число , то считают детали достаточно размагниченными при 3. Обычно в качестве индикатора применяют МФ-23, МФ-23И и МФ-23М. Оценка осуществляется по модулю и знаку разности значений остаточной магнитной индукции в зоне контроля и на базовом расстоянии 20 мм. Диапазон измерения разностей значений магнитной индукции составляет2мТл.
Библиографический список
ГОСТ 18353-79. Контроль неразрушающий. Классификация видов и методов. М.: Изд-во стандартов, 1979. 18 с.
ГОСТ 21104-75. Контроль неразрушающий. Феррозондовый метод. М.: изд-во стандартов, 1975. 12 с.
ГОСТ 21105-87. Контроль неразрушающий. Магнитопорошковый метод. М.: Изд-во стандартов, 1987. 20 с.
Щербинин В. Е. Магнитный контроль качества металлов / В. Е.Щербинин, Э. С. Горкунов/ УрОРАН. Екатеринбург, 1996. 263 с.
ШелиховГ. С. Магнитная дефектоскопия деталей и узлов: Практ. пособие / Г. С.Шелихов / Науч.-техн. центр «Эксперт». М., 1995. 224 с.
Герасимов В. Г. Неразрушающий контроль: В 5 кн. Кн. 3. Электромагнитный контроль: Практ. пособие / В. Г.Герасимов, А. Д.По-кровский, В. В.Сухоруков. М.: Высшая школа, 1992. 312 с.
АхмеджановР. А. Магнитопорошковый метод неразрушающего контроля: Конспект лекций / Р. А.Ахмеджанов, С. В.Вебер, Н. В.Ма-карочкина/ Омский гос. ун-т путей сообщения. Омск, 2004. 80 с.
Ершов С. Г. Современные автоматизированные установки магнитопорошкового контроля концов и торцов труб / С. Г.Ершов// В мире неразрушающего контроля. 2004. № 3 (25). С. 32 – 34.