

11.5. Конструирование оболочек; требования,налагаемые условиями изготовления и монтажа;стыки и узлы оболочек
Оболочку следует проектировать, и к, чтобы она собиралась из малого числа разнотипных элементов примаксимальной их повторяемости, При этом элементы следует проектировать технологичными по изготовлению и габаритными для перевозки, а конструкцию в целом – простой и удобной в монтаже.
В углах сборных плит во избежание появления трещин при транспортировании и монтаже следует ставить конструктивную арматуру; ее удобно располагать в ребрах, переводя концы арматуры на 30—40 диаметров за грань угла.
Все углы и переходы следует проектировать плавными — соскосами или закруглениями.
Для упрощения формы опалубки рекомендуется очертание криволинейных элементов выбирать по дуге окружности. Нежелательно изготовление элементов двоякой кривизны – это усложняет не только изготовление опалубных форм, но и арматурные сетки, которые в этом случае нельзя делать плоскими.
Опалубные плоскости элементов, кроме наружных плоскостей, ограниченных откидывающимися бортами формы, должны отклоняться от вертикали на 10 – 15%, с тем чтобы уменьшить трение между изделием и формой и облегчить его съем.
Кривизну элементов не следует принимать слишком большой, во избежание сползания бетона при формовании. Угол наклона криволинейной поверхности к горизонту не должен превышать 25 – 30°. Желательно, чтобы изделие имело постоянную ширину. Это облегчает условия его формования с помощью специального бетонирующего агрегата, снабженного вибронасадком, виброрейкой или скользящим виброштампом.
Изготовление массовых элементов оболочки – криволинейных плит – может быть организовано на существующих заводах железобетонных изделий поточно-агрегатным или стендовым способом.
Монтаж элементов оболочек следует вести непосредственно с транспортных средств без применения лесов или подмостей. При необходимости могут быть применены простейшие вспомогательные приспособления, например временные монтажные опоры-стойки, монтажные затяжки для криволинейных плит, кондукторы для укрупнительной сборки элементов и др.
11.6. Примеры осуществления оболочек
Цилиндрические оболочки шедового типа средней длины, возведенные в Остерхуте (Голландия) в 1955 г. для покрытия промышленного здания, изображены на рис. 11.22. Оболочки многопролетные, размером в плане 12×20 м каждая.
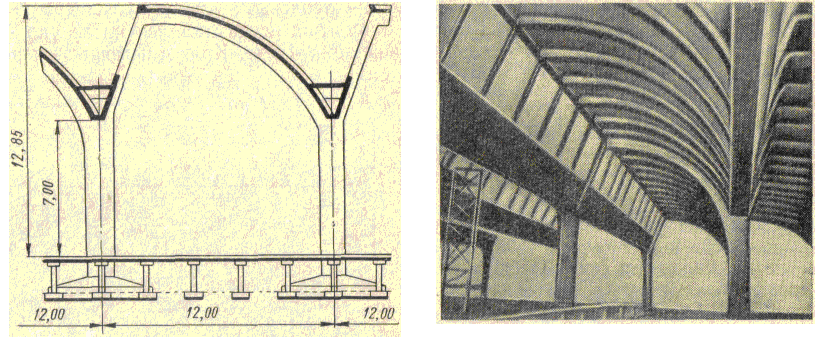
Рис. 11.22. Предварительно напряженные цилиндрической оболочки шедовые цилиндрические оболочки в Остерхуте (Голландия)

Рис. 11.23. Полигон для изготовления элементов сборных цилиндрических оболочек покрытия цеха в г. Ленинграде (Санкт-Петербурге)

Рис. 11.24. Монтаж оболочек в г. Ленинграде (Санкт – Петербурге)

Рис. 11.25. Монолитный купол рынка в Альхесирасе

Рис. 11.26. Сферический купол Карагандинского завода