

2.Определение конструктивно – кинематических параметров технологического оборудования линии
Фактическая продолжительность формования:
|
tф=t1+t2+t3+t4+t5, |
(2.3) |
где: t1 - продолжительность установки и снятия формы с виброплощадки, мин, t1=1,5 мин;
t2 - продолжительность холостого хода бетоноукладчика, мин, t2=1,5 мин;
t3 -продолжительность рабочего хода бетоноукладчика, мин, t3=6 мин;
t4 - продолжительность уплотнения смеси, мин, t4=5,5 мин;
t5 - продолжительность дополнительных неучтенных операций, мин, t5=2 мин.
tф=1,5+5+6+5,5+2=20 мин.
Количество форм вагонеток определяется по формуле:
|
zф=1,05*(60/24)*( tс* tоф* zy/ tф) |
(2.4) |
где: tс - количество рабочих часов в сутки, ч, tс=zсм*tсм=2*8=16 часов;
tоф - среднее время одного оборота формы, ч;
zy - количество формовочных установок (линий), zy=1.
Среднее время одного оборота формы:
|
tоф= tок+(tф/60)+( tф/60), |
(2.5) |
где: tок - среднее время оборота тепловой камеры, ч, tок=16;
tф - продолжительность операций, не вошедших в цикл формования tф (распалубки, читки и смазки форм, установки арматуры и других неучтенных работ), мин, tф=15 мин.
tоф=16+(20/60)+(15/60)=16,6 часов.
zф=1,05*2,5*(16*16,6*1/20)= 34,86 принимаем zф=35
3.Подбор оборудования и его технико-экономические характеристики. Трубоэлектросварочный агрегат
прямошовных труб Φ127мм~Φ325мм и профильных труб 100х100 до 250х250 мм (с термообработкой сварного шва).
|
1. Краткое описание: Данный агрегат предназначен для сварки стальных труб, применяемых для для транспортировки воды, газа, а также нефтегазовых труб, соответствующих стандарту API, а также выпуска сварных труб квадратного и прямоугольного сечений EN: 10219-1:2006, 10219-2:2006. 2. Технические особенности: 2.1Применение современной системы профилирования «W» позволяет обеспечить стабильность и надежность профилировки, отличное качество поверхности получаемых труб, удобство и быстроту смены режимов работы и перенастройки рабочих параметров и др. Профилировочный агрегат состоит из 2 блоков: блока грубого профилирования и блока точного профилирования; прокатные валки блока грубого профилирования предназначены для работы с трубами разных спецификаций, отличаются повышенной износоустойчивостью (на 30~60% выше по сравнению с обычными валками). |
Стенд для гидроиспытания труб ст89-114.20.1
предназначен для гидроиспытания на прочность и плотность внутренним гидравлическим давлением различных видов труб по ГОСТ 3845, APISpec5L.
Технические особенности стенда для гидроиспытания труб ст89-114.20.1
Стенд для гидроиспытания труб обеспечивает испытания труб в следующих режимах:
автоматического управления;
пооперационного ручного управления;
наладочного управления;
регистрацию процесса испытания в координатах "давление-время".
Стенд для гидроиспытания труб комплектуется:
сменными частями на различные типоразмеры труб;
запасным клапаном для выпуска воздуха;
полиуретановыми уплотнительными элементами высокой износостойкости;
приспособлениями для установки полиуретановых манжет;
устройством для зарядки пневмогидроаккумуляторов инертным газом;
инструментом и принадлежностями.
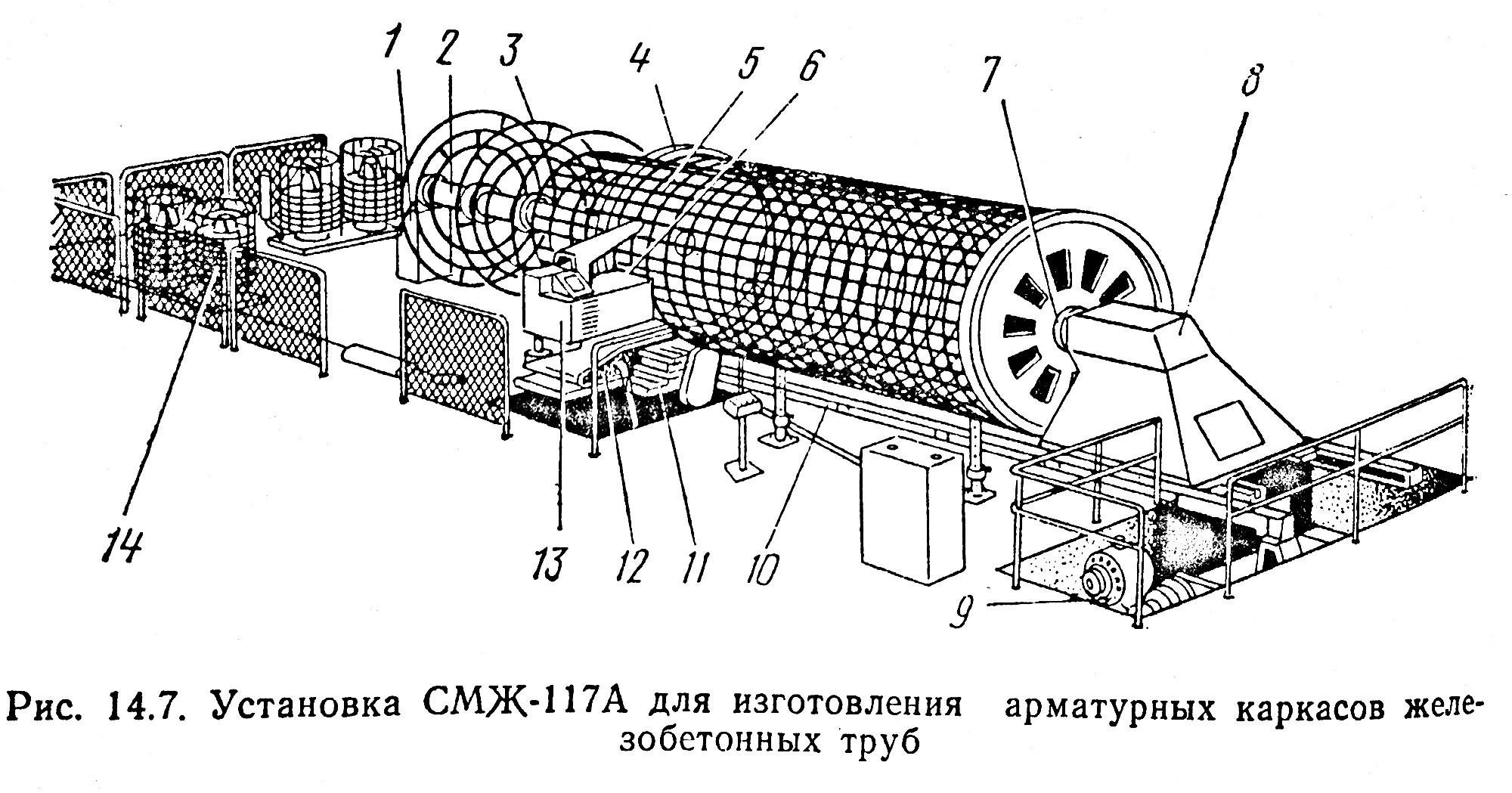
Установка СМЖ-117А предназначена для изготовления арматурных каркасов безнапорных железобетонных труб длиной 5 м с раструбом ионической формы и диаметром 400... 1500 мм. На ней используют продольную арматуру в виде мерных прутков, а поперечную—в виде проволоки, сматываемой с мотков. Установка (рис. 14.7) включает в себя приводную планшайбу 4, те- лежку 8 с конической оправкой, привод тележки 9, синхронизатор планшайбы, сварочный агрегат 13, бухтодержатели 14 для поперечной арматуры и электрооборудование. Планшайба выполнена в виде диска, установленного на роликовые опоры и соединенного с валом 2, задний конец которого опирается на подшипник стойки 1. Привод планшайбы осуществляется от четырехскоростного электродвигателя через промежуточные передачи и зубчатый венец. На приводной планшайбе закреплена сменная цилиндрическая оправка 5, имеющая направляющие для ориентации продольных арматурных стержней, которые поддерживаются так- же распределительными кольцами 3, установленными на валу планшайбы. Тележка перемещается на катках в продольных направляющих 10 установки. На шпинделе 7 установлены сменные тянущие конические оправки с быстродействующими шариковыми зажимами для закрепления концов продольных стержней каркаса. Для предотвращения скручивания свариваемого каркаса вращение с приводной планшайбы передается на конусную оправку с помощью синхронизирующего вала. Привод тележки осуществляется от электродвигателя постоянного тока и асинхронного электродвигателя для ускоренного возврата тележки в исходное положение. Сварочный агрегат 13 состоит из трансформатора, сварочной головки 6, суппорта 11 продольной подачи головки, поворотной платформы 12, суппорта поперечной подачи с приводом и механизма поворота. Сварочная головка имеет два точечных электрода сопровождения, закрепленных на концах штоков плун- жерных гидроцилиндров. Механизм приема каркасов представляет собой две стойки с поворотными рычагами, несущими приемные штанги. Бухтодержатель для поперечной арматуры имеет вертикальную ось, на которую надевается съемная вертушка, и тормозное устройство.
Выбор крана.
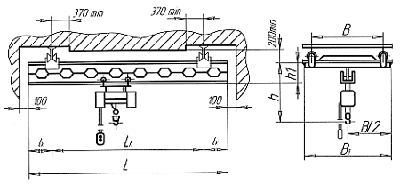
С учетом массы готового изделия, для его перемещения внутри цеха следует применять мостовой кран, (рис. 3,2), грузоподъемностью (10 т) работающий в паре с траверсой марки СМЖ-376. Траверса выполнена в виде балки с подвесками, монтируемой на крюке крана.
Технические характеристики траверсы СМЖ-376:
-Назначение - Для Ж/б панелей
-Грузоподъемность, кг 10000
-Габариты, мм 3100×562×782
- Масса,
кг 445
Масса,
кг 445
Рис. 3.2. мостовой кран с траверсой СМЖ-376