

3.Контроль размеров отверстий и валов предельными калибрами
Калибры - бесшкальные измерительные инструменты, предназначенные для контроля размеров элементов деталей, их геометрической формы и взаимного расположения.
С помощью калибров нельзя определить действительные размеры элементов деталей. Задачей контрольных функций калибров является установление соответствия действительных размеров элементов деталей их предельным значениям, проставленным в рабочих чертежах, на основе чего делаются выводы о годности или негодности детали по ее контролируемому параметру. Предельные гладкие калибры получили широкое применение в серийном и массовом производстве.
Контроль размеров элементов деталей с помощью предельных гладких калибров сводится к следующему выполняют по диаметру, близкому к наименьшему предельному размеру контролируемого отверстия Dmin, а другой калибр - непроходной (НЕ) - по диаметру, близкому к наибольшему предельному размеру отверстия Dmax.
Вывод о годности детали, когда действительный размер контролируемого отверстия находится в пределах заданного поля допуск делают на основании того, что калибр ПР должен проходить, калибр НЕ не должен проходить в контролируемое отверстие.
Для контроля валов изготавливают два предельных калибра-скобы. Калибр-скоба ПР имеет размер, близкий к наибольшему предельному размеру вала dmax, а калибр-скоба НЕ - размеру близкий к наименьшему предельному размеру вала dmin.
Если
калибр-скоба ПР свободно пройдет по
диаметру вала, а калибр-скоба НЕ не
пройдет, то деталь признается годной
по контролируемому размеру вала.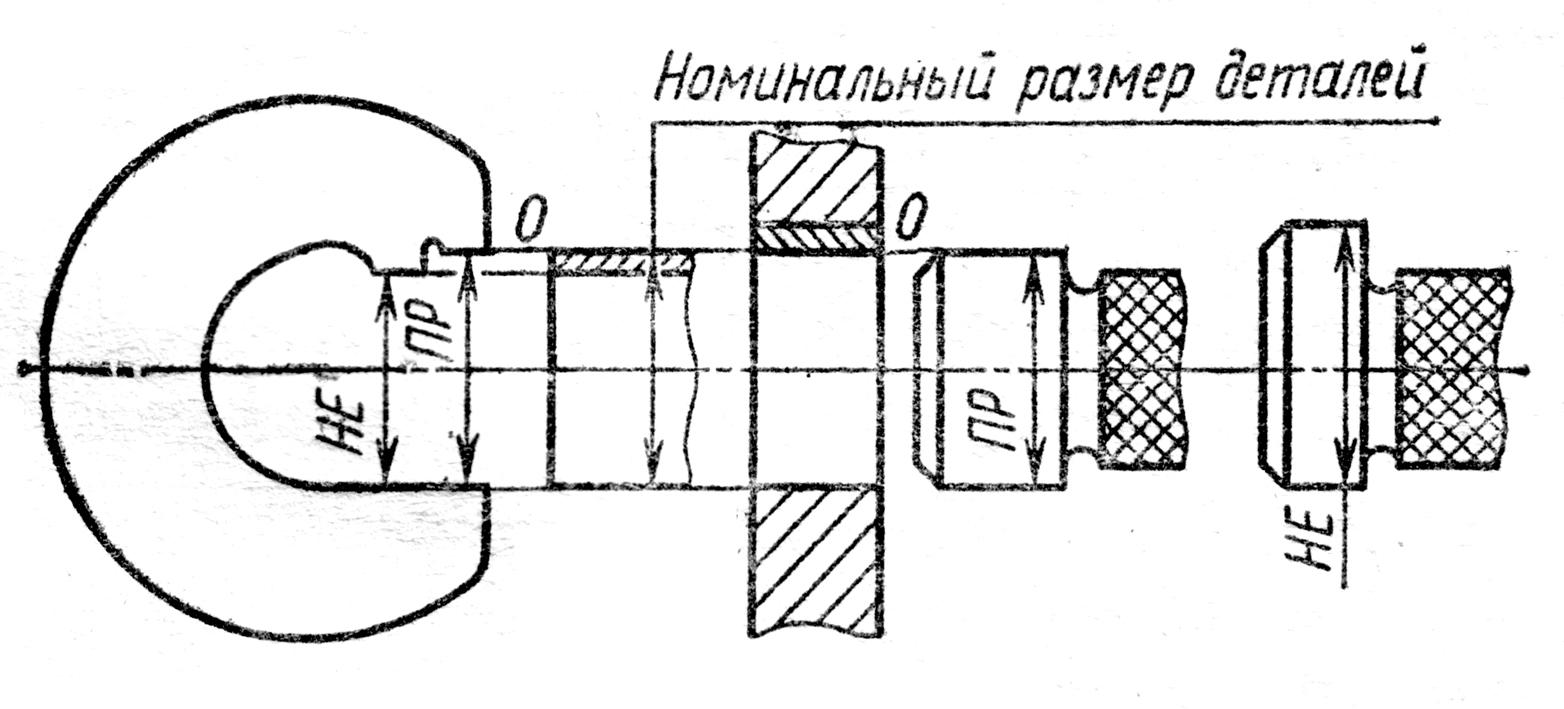
Любое нарушение названных условий годности при контроле отверстий и валов деталей предельными калибрами, например' калибр-скоба ПР не проходит по валу, а калибр-пробка НЕ проходит в контролируемое отверстие, является основанием для вывода о негодности (исправимый или неисправимый брак) деталей по контролируемым размерам.

а) б) в) г)
Схемы расположения полей допусков калибров-пробок для контроля отверстий:
а) до 180 мм, квалитеты 6…8 б) свыше 180 мм, квалитеты 6…8
в) до 180 мм, квалитеты 9…17 г) свыше 180 мм, квалитеты 9…17

а) б)
Схемы расположения полей допусков калибров-скоб для контроля валов квалитетов 6…8, а) до 180 мм б) свыше 180 мм
4.Определение причин несоответствия продукции и процессов. Диаграмма Исикавы.
С помощью этой диаграммы можно определить и представить в систематизированном виде все факторы и причины, влияющие на какой либо показатель, характеристику процесса. Диаграмма Исикавы решает задачу определения причин, влияющих на проблемы реализации процесса. В рамках управления процессом после составления причинно-следственной диаграммы определяют степень влияния этих причин с помощью других методов: диаграмма Парето, корреляционный, дисперсионный анализ и др., намечают мероприятия по устранению или уменьшению влияния причин несоответствий. Причинно-следственную диаграмму из-за ее формы имеет такие названия как : «рыбья кость» или «рыбий скелет». Объектом исследования может быть проблема (например, «потребители не удовлетворены») или искомый результат (например, «полное удовлетворение потребителей»).
При построении причинно-следственной диаграммы необходимо подобрать максимальное число факторов, имеющих отношение к характеристике, которая вышла за пределы допустимых значений. При этом для исследования причин явления необходимо привлекать и третьих лиц, не имеющих непосредственного отношения к работе, так как у них может оказаться неожиданный подход к выявлению и анализу причин, которого могут не заметить лица, привычные к данной рабочей обстановке. Самый эффективный метод это «мозговой штурм». При использовании метода мозгового штурма для выявления причин возникновения проблемы обращают внимания на моменты:
Атмосфера, в которой каждый член группы свободно высказывает все, что он думает в отношении причины возникновения проблемы.
В выступлениях не одобряются бесплодные разговоры, ценятся идеи и сознательное оперирование фактами.
Руководящий состав никогда не высказывается первым, так как после его выступления простому рабочему трудно свободно высказать свое мнение.
При анализе причин часто приходится пользоваться другими статистическими методами, и прежде всего – методом расслоения.
Чаще всего причинно-следственная диаграмма строится для отдельной проблемы (результата). Здесь характеристики качества, являющиеся следствием, определяются различными причинами – А,В,… - обозначенными стрелками. Эти причины являются, в свою очередь, следствием других причин: А1, А2,…(для причины А); В1, В2,…(для причины В) и т.д.. Все они также обозначены стрелками, направленными к соответствующим следствиям. Вторичными причинам могут соответствовать третичные причины – А1’ и т.д.
Порядок
построения причинно-следственной
диаграммы
Создается команда, уточняется формулировка проблемы.
Прежде чем приступать к построению диаграммы, все участники должны прийти к единому мнению относительно формулировки проблемы. Изучаемая проблема записывается с правой стороны в середине чистого листа бумаги и заключается в рамку, к которой слева подходит основная горизонтальная стрелка - "хребет" (диаграмму Исикавы из-за внешнего вида часто называют "рыбьим скелетом").
Наносятся главные причины (причины уровня 1), влияющие на проблему, - "большие кости". Они заключаются в рамки и соединяются наклонными стрелками с "хребтом".
Далее наносятся вторичные причины (причины уровня 2), которые влияют на главные причины ("большие кости"), а те, в свою очередь, являются следствием вторичных причин. Вторичные причины записываются и располагаются в виде "средних костей", примыкающих к "большим". Причины уровня 3, которые влияют на причины уровня 2, располагаются в виде "мелких костей", примыкающих к "средним", и т. д. (Если на диаграмме приведены не все причины, то одна стрелка оставляется пустой).
При анализе должны выявляться и фиксироваться все факторы, даже те, которые кажутся незначительными, так как цель схемы - отыскать наиболее правильный путь и эффективный способ решения проблемы.
Причины оцениваются и ранжируются по их значимости, выделяя особо важные, которые предположительно оказывают наибольшее влияние на показатель качества.
В диаграмму вносится вся необходимая информация: ее название; наименование изделия; имена участников; дата и т. д.
при составлении причинно-следственной диаграммы последней стрелкой среди причин обязательно следует обозначить «и прочие», так как всегда могут остаться неучтенные факторы.
К недостаткам данного метода можно отнести то, что сложная и не всегда четко структурированная диаграмма не всегда позволяет делать правильные выводы. Кроме того, отсутствуют правила проверки цепочки причин в обратном направлении от первопричины к результатам.