

3.Нормирование точности метрической резьбы.
Резьбы делятся по назначению на крепежные и специальные. Крепежные резьбы используют для соединения деталей, подлежащих периодическому разъему. Специальные резьбы могут быть кинематическими (для передачи движения и усилий), упорными (для восприятия односторонних больших нагрузок), трубными (для герметичных соединений) и др. Общими требованиями для всех резьбовых соединений является обеспечение взаимозаменяемости и свинчиваемости, т.е. соединение гайки и болта без ощутимого люфта (зазора).
Осн. параметры – общие для наружной (болта) и внутренней (гайки) резьбы: номин. наружный диаметр d (D) (указывается в условном обозначении резьбы), номинальный внутренний диаметр d1 (D1), номинальный сре. диаметр d2 (D2), шаг резьбы Р, угол профиля α = 60°, высота исходного треугольника витка H; рабочая высота витка Н1.
Форма впадины у наружной резьбы может быть плоскосрезанной (по диаметру d1) или радиусной (по диаметру d3). Во втором случае резьба более прочная.
По ГОСТ 16093 установлены степени точности на средний диаметр резьбы с 3-й по 10-ю в порядке убывания точности. В качестве основного принят допуск 6-й степени точности. Резьбы 6-й степени могут быть получены фрезерованием, нарезанием резцом, гребенкой, метчиком, плашкой, при накатывании роликом. Степени 3,4,5 используются для коротких резьб с мелким шагом. Для резьб с крупным шагом, при увеличенной длине свинчивания, рекомендуется применять 7-ю или 8-ю степень точности.
Вводится понятие – приведенный средний диаметр – диаметр условной идеальной резьбы. Это значение измеренного среднего диаметра d2изм (D2изм), увеличенное для наружной резьбы (или уменьшенное для внутренней) на суммарную диаметральную компенсацию погрешностей по шагу и погрешностей половины угла профиля: d2пр = d2изм + (fp + fα); D2пр = D2изм + (fp + fα).
Условия годности резьбы по среднему диаметру:
условие прочности условие свинчиваемости
для болта d2изм ≥ d2min, d2пр ≤ d2max
для гайки D2изм ≤ D2max D2пр ≥ D2min
Положение полей допусков определяется значением основных отклонений. Для наружной резьбы предусмотрено пять верхних отклонений – еs – («в тело»), обозначаемых в порядке возрастания зазора буквами – h; g; f; е; d. Для внутренней резьбы предусмотрено четыре нижних отклонения E1 – («в тело»), обозначаемых – H; G; F; Е. Поле допуска метрической резьбы состоит из обозначения поля допуска среднего диаметра (d2 или D2), указанного на первом месте, и обозначения поля допуска наружного диаметра для болта d и поля допуска внутреннего диаметра для гайки D1 например: 7g6g; 5Н6Н.
Если
обозначение поля допуска диаметра
выступов совпадает с обозначением поля
допуска среднего диаметра, то оно в
обозначении поля допуска резьбы не
повторяется: 6g;
6Н.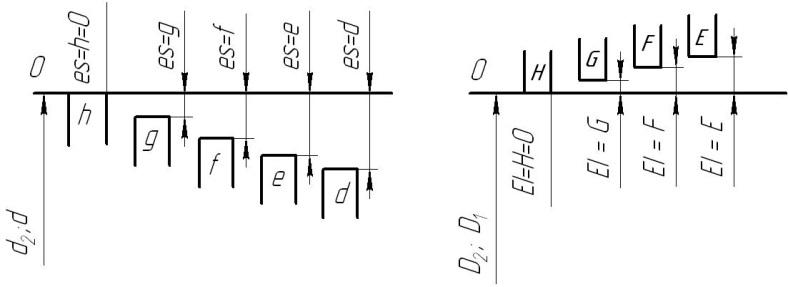
Точность резьбы зависит от длины свинчивания, (длины участка взаимного перекрытия наружной и внутренней резьбы в осевом направлении), так как чем длиннее резьба, тем больше накопленная погрешность шага. Три группы длин свинчивания устанавливает ГОСТ 16093: S – короткие; N – нормальные; L – длинные.
Нормальная длина свинчивания в обозначении резьбы не указывается, в остальных случаях необходимо указывать длину свинчивания, например:
- М18×1,5–4H5H–LH – гайка, шаг р = 1,5; D = 18; TD2 по 4Н, TD1 по 5H, резьба левая; (завинчивают против часовой стрелки);
В соответствии со сложившейся ранее практикой поля допусков условно сгруппированы в три класса точности и рекомендованы к применению в зависимости от длины свинчивания. Точный класс применяется для резьбы с мелким шагом, для точной кинематической резьбы приборов и для резьбообразующего инструмента.
Средний класс получил наибольшее применение. В машиностроении наиболее часто для резьбы с мелким шагом используют поля допусков: для болтов – 5g6g, а для гайки – 5Н.
Грубый класс применяется для резьбы в длинных глухих отверстиях, при пониженных требованиях к точности.