2.Поверка средств измерений.
Поверка средств измерений – совокупность операций, выполняемых в целях подтверждения соответствия средств измерений метрологическим требованиям.
Поверке подвергают средства измерений, подлежащие государственному метрологическому контролю и надзору.
При поверке используют рабочий эталон. Поверку проводят в соответствии с обязательными требованиями, установленными нормативными документами по поверке. Поверку проводят специально обученные специалисты, аттестованные в качестве поверителей органами Государственной метрологической службы.
Существуют следующие виды поверок:
Первичная – поверка, выполняемая при выпуске СИ из производства или после ремонта, а также при ввозе СИ из-за границы партиями, при продаже.
Периодическая – поверка СИ, находящихся в эксплуатации или на хранении, выполняемая через установленные межповерочные интервалы времени (обычно 1, 2 или 0,5 года).
Внеочередная – поверка СИ, проводимая до наступления срока его очередной периодической поверки. Необходимость внеочередной поверки может возникнуть из-за ухудшения метрологических свойств СИ или подозрения в этом, нарушения
условий эксплуатации и др.
Выборочная – поверка группы СИ, отобранных из партии случайным образом, по результатам которой судят о пригодности к эксплуатации всей партии.
Инспекционная – поверка СИ, проводимая органом Государственной метрологической службы при проведении государственного надзора за состоянием и применением СИ.
Поверка средств измерений (приборов) включает в себя следующие операции:
1. Определение исправности прибора и наличия комплектующих.
Для этого проводят внешний осмотр прибора, проверяют наличие паспорта, технической документации, комплектующих изделий, проверяют наличие маркировки и табличек с указанием марки прибора, года изготовления, завода-изготовителя, заводского номера прибора и т.д. Проверяют отсутствие внешних повреждений, отсутствие подтёков масла и т.п. При наличии хотя бы одного из перечисленных недостатков прибор считается не прошедшим поверку.
2. После предварительного осмотра прибор подвергают собственно поверке. Целью операции поверки является проверка соответствия прибора его классу точности.
3. В протокол после поверки заносят рассчитанные значения погрешностей измерений и вариации показаний. В нижней части протокола (под таблицей) делается запись о соответствии прибора классу точности.
Прибор прошёл поверку и признан годным, если:
1) его основная приведённая (относит.) погрешность не превышает класса точности;
2) приведённая (относительная) вариация показаний не превышает ½ класса точности для приборов, класс точности которых больше чем 0,25;
3) приведённая (относительная) вариация показаний не превышает 0,2% для приборов, класс точности которых 0,25 и меньше.
Протокол подписывается лицом, выполнившим поверку. В паспорте прибора делается отметка, что прибор прошёл поверку, и ставится клеймо поверителя. Это же клеймо ставится на корпусе прибора.
3.Точность формы поверхностей
Точность формы
характеризуется величиной отклонения
реальной поверхности от номинальной.
Для количественной оценки отклонений
формы, т.е. погрешности формы, используют
принцип прилегания прямых, профилей и
поверхностей. Прилегающая линия –
прямая, соприкасающаяся с точкой
реального профиля и расположенную вне
материала детали так, чтобы наиболее
удаленная точка реального профиля в
пределах нормируемого участка длиной
L
имела бы номинальное значение. Номинальная
поверхность –
это идеальная поверхность, форма которой
задана чертежом или другой технической
документацией.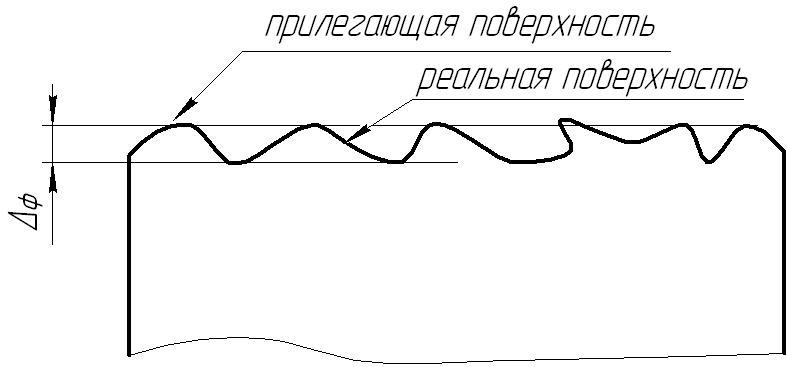
Реальная поверхность – это пов-ть, ограничивающая тело и отделяющая его от окружающей среды.
Отсчет отклонений формы пов-ти производится по нормали к прилегающей пов-ти как наиб. расстояние от точек реальной поверхности до прилегающей, которая расс/ся как номинальная.
Прилегающая поверхность – поверхность, имеющая форму номинальной поверхности, соприкасающаяся с реальной поверхностью и расположенная вне материала детали так, чтобы отклонение от неё наиболее удаленной точки реальной поверхности в пределах нормируемого участка имело минимальное значение.
Форма номинальной поверхности определяет ее номинальный профиль.
Профиль – линия пересечения секущей поверхности с заданной поверхностью.
Показатели точности формы могут быть комплексными и частными. Комплексные показатели более полно характеризуют точность формы. Для плоской поверхности комплексным показателем являются – плоскостность и прямолинейность в плоскости или в пространстве. Для цилиндрической поверхности комплексным показателем являются цилиндричность, круглость.
Частными показателями для плоской поверхности – выпуклость и вогнутость.
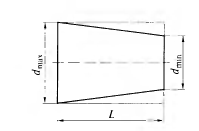
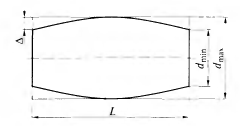
Частными показателями для цилиндрической поверхности в поперечном сечении овальность и огранка, в продольном – конусообразность, бочкообразность, седлообразность, для поверхностей вращения в пространстве – прямолинейность оси.
Допуск формы – это наибольшее допускаемое значение отклонения формы.
Допуски формы могут быть: - комплексными (плоскостность, цилиндричность, круглость, допуск формы заданного профиля). - частными (выпуклость, вогнутость, овальность, огранка, конусообразность, седлообразность, бочкообразность).
|
Отклонения формы |
|
Допуск
плоскостности (частные отклонения:
вогнутость, выгнутость) – хар-ся
совокупностью всех отклонений реальной
формы пов-ти от номинальной и численно
равна наибольшему из них |
|
Допуск
прямолинейности (для плоскостей, осей,
цилиндрических поверхностей) – хар-ся
наибольшим отклонением от точек
реального профиля до прилегающей
прямой. |
|
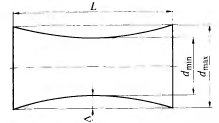
Допуск
цилиндричности (частные отклонения:
конусообразность, бочкообразность,
седлообразность)- наиб. Отклонение
профиля продольного сечения от точек
реальной поверхности до прилегающего
цилиндра. |
|
Допуск
плоскостности (частные вогнутость,
выгнутость) – наиб. отклонение реального
профиля сечения от профиля сечения
прилегающего цилиндра. |
Круглость в поперечном сечении как комплексный показатель цилиндричности хар-ся наибольшим отклонением реального профиля сечения от профиля сечения прилегающего цилиндра.
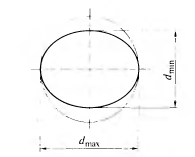
Овальность – частный показатель цилиндричности.
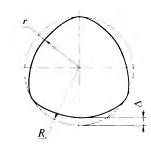
Огрнака частный показатель цилиндричности, хар-ся отклонением от круглости, при котором реальный профиль изображается многогранной фигурой.
Конусообразность частный показатель цилиндричности в продольном сечении хар-ся отклонением реального профиля продольного сечения от прилегающего цилиндра в пределах нормируемого участка.
Бочкообразность частный показатель цилиндричности в продольном сечении.
Седлообразность частный показатель цилиндричности в продольном сечении.