

ОРГ срс Тарасова
.pdfдлина l'1; l'2; l'3 по отношению к ширине бойка Вб составляет величину не менее, указанной в табл. 5.
При этом:
-если высота h'1; h'2; h'3; … уступа менее значений, указанных в табл. 4, то уступ отковывают по диаметру соседнего выступа;
-если длина уступа менее значений, приведенных в табл. 5, то его отковывают в том случае, когда объем напуска при доведении его длины до выполнимой меньше, чем объем напуска при отковке его по диаметру соседнего выступа.
Таблица 5 - Минимальная длина выполнимого уступа
Ширина бойка Bб, мм |
До 150 |
Св. 150 до 300 |
Св. 300 |
Минимальная длина выполнимого уступа |
0,3 Bб |
0,4 Bб |
0,5 Bб |
(l1' ; l2'; l3'), мм |
|
|
|
Выемку (рис. 2, б) выполняют, если длина l2'' между засечками (рис. 2, в) перед ковкой выемки по отношению к ширине бойка Bб составляет величину не менее указанной в табл. 6;
- если длина l2'' участка поковки, присекаемого для получения выемки, менее указанной в табл. 6, то на диаметр выемки назначают напуск из расчета, чтобы длина присечки l2'' была равна соответствующему значению в табл. 6.
Таблица 6 - Минимальная длина участка между засечками
Ширина бойка Bб , мм |
До 300 |
Св. 300 до 400 |
Св. 400 |
Минимальная длина участка между |
0,5 Bб |
0,7 Bб |
Bб |
засечками l2'', мм |
|
|
|
Фланец (рис. 2, г) выполняют, если его длина l' более высоты выступа h'1 , взятой с коэффициентом 1,2, но не менее 0,2D' ;
- если длина l'1 фланца меньше высоты выступа h'1, взятой с коэффициентом 1,2 или меньше 0,2D', то длину фланца доводят до выполнимого размера за счет напуска со стороны торца или со стороны уступа, исходя из условий минимального объема напуска;
Бурт (рис. 2, г) выполняют, если его длина l' более высоты h'2 меньшего прилегающего уступа, но не менее 0,2D' ;
- если длина бурта l' менее высоты h'2 меньшего прилегающего уступа или менее 0,2D' , то длину бурта l' доводят до выполняемого размера за счет напуска со стороны любого из торцов из условия, чтобы объем напуска был минимальным.
11
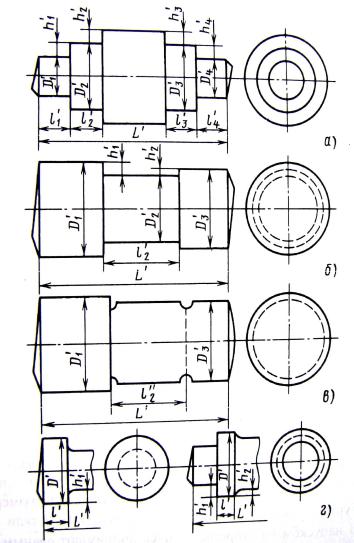
Рисунок 2 - Примеры поковок с уступами, выемками, фланцами и буртами (соответственно а - г)
4 ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
Тема: Проектирование заготовки для заданной детали из заданной марки стали методом свободной ковки на молотах (по ГОСТ 7829).
Задание: Назначить основные и дополнительные припуски предельные отклонения, проверить выполнимость концевых и промежуточных уступов, буртов, фланцев и выемок для поковки круглого сечения с уступами.
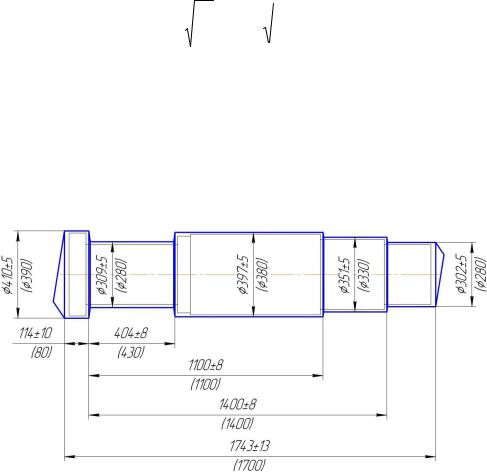
Исходные данные: Изделие «Вал с уступами» (рис. 3). Производство
– единичное. Материал – Сталь 20 ГОСТ 1050-88.
12
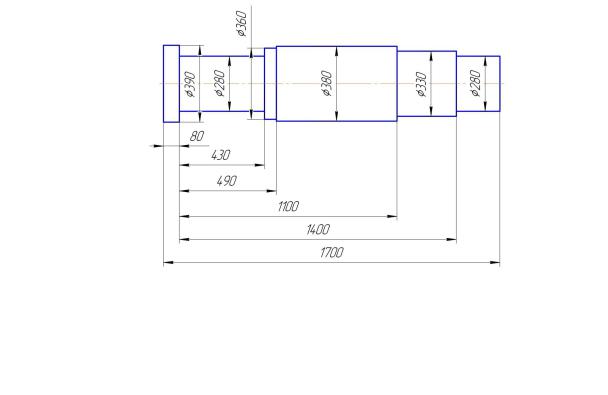
Рисунок 3 - Вал с уступами
Решение:
1) Физические, химические и механические свойства материала: Твердость: HB 159. Температура ковки 800…1280 о С.
Таблица 7 - Химический состав стали 20 ГОСТ 1050, (%)
C |
Si |
Mn |
Ni |
S |
P |
Cr |
Cu |
N |
0,17... |
0,17… |
0,5… |
до |
до |
до |
0,15… |
до |
до |
0,23 |
0,37 |
0,8 |
0,3 |
0,035 |
0,035 |
0,35 |
0,3 |
0,008 |
2) Выбор припусков и допусков поковки вала с уступами (рис. 3). Назначение основных и дополнительных припусков и предельных
отклонений:
а) Основной припуск z и предельные отклонения ±T/2 на диаметр назначают по рис. 1 и табл. 2, в зависимости от общей длины детали L и диаметра D (по табл. 1):
-на диаметр 390 мм припуск и предельное отклонение (17 ± 5) мм;
-на диаметр 280 мм припуск и предельное отклонение (16 ± 5) мм;
-на диаметр 360 мм припуск и предельное отклонение (17 ± 5) мм;
-на диаметр 380 мм припуск и предельное отклонение (17 ± 5) мм;
-на диаметр 330 мм припуск и предельное отклонение (17 ± 5) мм;
-на диаметр 280 мм припуск и предельное отклонение (16 ± 5) мм.
б) Припуски и предельные отклонения на длину уступов и общую длину детали назначают в соответствии с рис. 1, при этом длина уступов указывается от единой базы (за базу принят торец выступа диаметром 390 мм, не являющийся торцом поковки):
- на длину 80 мм припуск и предельное отклонение (34 ± 10) мм; (припуск 2·17 = 34 мм; предельное отклонение ±2·5 = ±10 мм);
13
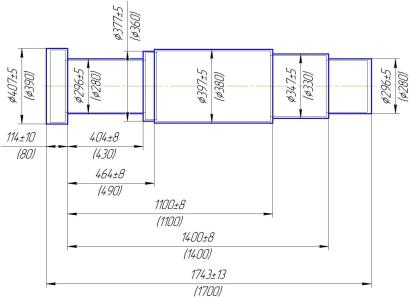
-на длину 430 мм припуск и предельное отклонение минус (26 ± 8) мм; (припуск 1,5·17 = 25,5 ≈ 26 мм; предельное отклонение ±1,5·5 = ±7,5 ≈ ±8 мм);
-на длину 490 мм припуск и предельное отклонение минус (26 ± 8) мм; (припуск 1,5·17 = 25,5 ≈ 26 мм; предельное отклонение ±1,5·5 = ±7,5 ≈ ±8 мм);
-на длину 1100 мм припуск равен нулю и предельное отклонение ±8 мм; (припуск 0 мм; предельное отклонение ±1,5·5 = ±7,5 ≈ ±8 мм);
-на длину 1400 мм припуск равен нулю и предельное отклонение ±8 мм; (припуск 0 мм; предельное отклонение ±1,5·5 = ±7,5 ≈ ±8 мм);
-на длину 1700 мм припуск и предельное отклонение (43 ± 13) мм; (припуск: 2,5·17 = 42,5 ≈ 43 мм; предельное отклонение ±2,5·5 = ±12,5 ≈
±13 мм);
Поковка с назначенными на нее основными припусками и предельными отклонениями приведена на рис. 4.
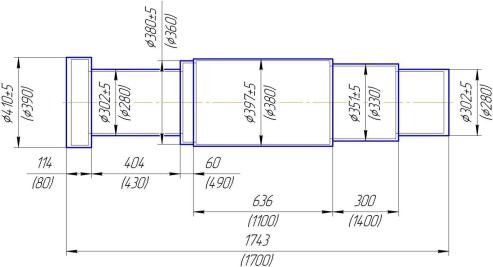
в) Дополнительный припуск S на несоосность назначается предварительно на все диаметры поковки (рис. 4), кроме наибольшего диаметра 407 мм. Величина припуска определяется по табл. 3:
- на диаметр 296 мм припуск 6 |
мм; - на диаметр 377 мм припуск 3 мм; |
|
- на диаметр 397 мм припуск |
3 |
мм; - на диаметр 347 мм припуск 4 мм; |
- на диаметр 296 мм припуск |
6 |
мм. |
Рисунок 4 - Поковка с назначенными на нее основными припусками и предельными отклонениями
г) Для определения основного сечения, рассчитывают площади продольных сечений ступеней (по рис. 4).
D'max . l ' = 407 . 114 = 4,64 . 104 мм2; D'1 . l '1 = 296 . 404 = 11,96 . 104 мм2;
D'2 . l '2 = 377 . (464 - 404) = 2,26 . 104 мм2;
14
D'3 . l '3 = 397 . (1100 - 464) = 25,25 . 104 мм2;
D'4 . l '4 = 347 . (1400 - 1100) = 10,41 . 104 мм2;
D'5 . l '5 = 296 . (1743 - 1400) = 10,15 .104 мм2.
Для ступеней, площадь продольного сечения которых больше сечения ступени наибольшего диаметра D'max.l'=4,64·104 мм2 рассчитываются произведения Аi , для диаметров, по формуле:
|
A = S |
i |
×(D '×l '- D' |
×l ') |
|
|
|
|||||
|
i |
|
i |
i |
|
max |
|
|
114) = 43,9·104 |
мм2; |
||
- для диаметра 296 |
мм: А1 = 6·(296 · |
404 |
– 407 · |
|||||||||
- для диаметра 397 |
мм: А2 = 3·(397 |
· |
636 |
– 407 · |
114) |
= 61,8·104 |
мм2; |
|||||
- для диаметра 347 |
мм: А3 |
= 4·(347 |
· |
300 |
– 407 |
· |
114) |
= 23,1·104 |
мм2; |
|||
- для диаметра 296 |
мм: А4 |
= 6·(296 |
· |
343 |
– 407 |
· |
114) |
= 33,1·104 мм2. |
||||
За основное сечение принимается ступень диаметром 397 мм, для |
||||||||||||
которой произведение Аi является наибольшим. |
|
|
|
|
|
|||||||
В связи с тем что за |
основное |
сечение |
принят выступ |
не с |
||||||||
наибольшим диаметром, назначаем на диаметр 407 мм дополнительный припуск 3 мм с диаметра основного сечения.
Поковка с назначенными на нее основными и дополнительными припусками приведена на рис. 5.
Рисунок 5 - Поковка с назначенными основными и дополнительными припусками
3. Проверка выполнимости концевых и промежуточных уступов, фланца и выемки.
Поковка будет изготовляться на молоте, имеющем бойки шириной Вб = 350 мм, тогда:
- промежуточный уступ диаметром 380 мм и длиной 60 мм невыполним, так как его длина менее величины l = 0,5Вб = 175 мм, регламентируемой табл. 5. Доведение уступа до выполнимых размеров за
15
счет напуска по длине нецелесообразно, так как при этом прилегающая к нему выемка будет невыполнимой. Поэтому уступ ликвидируют за счет напуска по диаметру. Принимают диаметр уступа равным диаметру соседнего выступа 397 мм;
-промежуточный уступ диаметром 351 мм и длиной 300 мм выполним, так как высота уступа h' = 0,5 . (397 - 351) = 23 мм больше минимальной высоты 7 мм, регламентируемой табл. 4, а его длина больше
минимальной длины l' = 0,5 . Вб = 0,5 . 350 = 175 мм, регламентируемой табл. 5;
-концевой уступ диаметром 302 мм и длиной 229 мм выполним, высота его h' = 0.5 . (351 - 302) = 24,5 мм более минимальной высоты 7 мм,
регламентируемой табл. 4, а длина более минимальной длины l = 0,5 . Вб = 0,5 . 350 = 175 мм, регламентируемой табл. 5;
-выемка диаметром 302 мм и длиной 404 мм невыполнима, так как
согласно табл. 6 минимальная длина засечки l''2 = 0,7 . Вб = 245 мм, а минимальный диаметр выполнимой выемки длиной l'2 = 404 мм при присекании ее от диаметра D3= 397 мм из условия постоянства объема ступени равен:
D |
|
= D × |
l2// |
= 397 × |
|
245 |
|
= 309мм |
min |
|
|
||||||
|
3 |
l2/ |
|
|
404 |
|
|
|
|
|
|
|
|
|
|
выемка доводится до выполнимых размеров за счет напуска по диаметру и диаметр выемки принимается 309 мм;
- фланец диаметром 410 мм и длиной 114 мм при диаметре соседнего уступа 309 мм, выполним, длина его больше минимальной 0,2·410=82 мм.
Окончательные размеры поковки с назначенными на нее основными и дополнительными припусками после проверки выполнимости уступов, фланца и выемки приведены на рис. 6.
Рисунок 6 - Поковка вала
16
Семестровое задание №2
Проектирование заготовки для заданной детали из заданной марки стали методом свободной ковки на прессе (ГОСТ 7062)
1 ЦЕЛЬ РАБОТЫ
Изучение методики назначения припусков, допусков и определения напусков поковок, изготовляемых ковкой на прессах.
2 СОДЕРЖАНИЕ РАБОТЫ
1.Освоение методики назначения припусков и допусков;
2.Определение возможности выполнения на поковках концевых и промежуточных уступов, выемок, фланцев и буртов.
3.Выполнение расчетного задания.
3 ТЕОРЕТИЧЕСКАЯ ЧАСТЬ
3.1 Ковка на прессах
Процесс обработки давлением, при котором для получения изделия заданных форм и размеров по заготовке наносится ряд последовательных нажимов пресса, называется ковкой на прессах.
Прессы развивают усилия от 5 до 100 МН.
На ковочных гидравлических прессах - машинах статического действия, где деформирование заготовки может продолжаться десятки
секунд, - |
перерабатывают |
крупные |
заготовки, в |
основном |
слитки |
различной |
формы массой |
до 320 |
т. Основной |
параметр |
машин |
статического действия - номинальная сила.
Термины и определения, применяемые в методических указаниях, приведены на странице 5.
3.2 Методика назначения припусков, допусков и определения напусков поковок, изготовляемых ковкой на прессах
Припуски и допусков на поковки из углеродистой и легированной сталей (содержание легирующих элементов до 10%), изготовляемые ковкой на прессах, регламентируются ГОСТ 7062-90. ГОСТ распространяется на поковки общего назначения массой до 130 тонн.
Припуски назначают на номинальные размеры, указанные на чертеже детали.
17
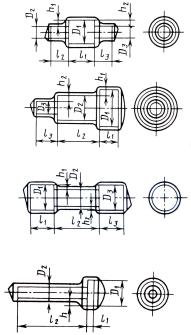
Таблица 1 – |
Основные типы поковок |
|
|
|
|
|
|
|
|
|
|
|
|
Номер |
Тип поковки |
|
Эскиз поковки |
Соотношение |
таблиц |
|
|
|
размеров |
припусков |
|
|
|
|
и допусков |
Круглого сечения с |
|
|
|
|
уступами (эскизы 1, |
|
l1 ≥ 0,3D1 |
2, 3, 4 |
|
2) |
|
|
||
|
|
|
h1,2 ≥ 12 мм |
|
|
|
|
|
|
Круглого сечения с |
|
|
|
|
выемкой (эскиз 3) |
|
|
h1,2 ≥ 12 мм |
2, 3, 4, 5, 6 |
|
|
|
|
|
Круглого сечения с |
|
l 1 ≤ 0,3 D1 |
|
|
фланцем (эскиз 4) |
|
|
2, 3, 4, 6 |
|
|
|
|
h ≥ 12 мм |
|
|
|
|
|
|
Допускается расчетные номинальные размеры поковок округлять до чисел, оканчивающихся на 5 или 0. Номинальные размеры округляют в меньшую сторону, если они оканчиваются на 1, 2, 6 и 7, и в большую сторону, если они оканчиваются на 3, 4, 8 и 9.
Выбор величины допусков, припусков и напусков проводят в зависимости от типа поковок и соотношения из размеров согласно табл. 1.
Припуски и предельные отклонения для поковок круглого сечения с
уступами и выемками назначаются основные и дополнительные и
определяют следующим образом.
1. Основные припуски z и предельные отклонения ±Т/2 на диаметр выбирают по табл. 2, исходя из полной длины вала и диаметра рассматриваемого сечения.
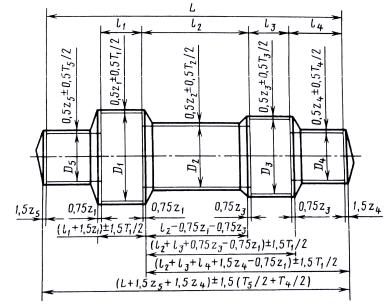
2.Припуски и предельные отклонения на общую длину и размеры от единой базы до выступов и уступов выбирают в соответствии с рис. 1.
За базу принимают торец выступа наибольшего сечения, не являющегося торцом поковки.
3.Дополнительный припуск выбирают по табл. 3 на диаметры всех сечений, кроме основного, в зависимости от разности диаметров основного
ирассматриваемого сечения детали;
18
Таблица 2 - Припуски и предельные отклонения, мм, для гладких поковок круглого сечения по ГОСТ 7062-90
|
|
|
|
|
Диаметр детали D, мм |
|
|
|
|
|
||
Длина |
|
|
|
|
|
|
|
|
|
|
|
|
|
до |
св.140 |
св.150 |
св.180 |
св.200 |
св.224 |
св.250 |
|
св.280 |
|
св.315 |
|
детали, |
|
|
|
|||||||||
|
140 |
до 150 |
до180 |
до 200 |
до 224 |
до 250 |
до 280 |
|
до 315 |
|
до 355 |
|
L |
|
|
|
|||||||||
|
|
|
Припуски z и предельные отклонения ±T/2 |
|
|
|
||||||
мм |
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
До 1000 |
|
20±4 |
20±5 |
20±5 |
20±5 |
20±6 |
20±6 |
20±6 |
|
20±7 |
|
20±7 |
Св. 1000 |
|
|
|
|
|
|
|
|
|
|
|
|
до 1250 |
|
20±5 |
20±5 |
20±5 |
20±6 |
20±6 |
20±6 |
20±7 |
|
20±7 |
|
20±7 |
Св. 1250 |
|
|
|
|
|
|
|
|
|
|
|
|
до 1600 |
|
20±5 |
20±5 |
20±6 |
20±6 |
20±6 |
20±7 |
20±7 |
|
20±7 |
|
21±7 |
Св. 1600 |
|
|
|
|
|
|
|
|
|
|
|
|
до 2000 |
|
20±5 |
20±6 |
20±6 |
20±7 |
20±7 |
20±7 |
20±7 |
|
21±7 |
|
22±8 |
Св.2000 |
|
|
|
|
|
|
|
|
|
|
|
|
до 2500 |
|
20±6 |
20±6 |
20±6 |
20±7 |
20±7 |
20±7 |
20±7 |
|
22±8 |
|
22±8 |
Св.2500 |
|
|
|
|
|
|
|
|
|
|
|
|
до 3150 |
|
20±6 |
20±6 |
20±7 |
20±7 |
20±7 |
21±7 |
22±8 |
|
22±8 |
|
23±8 |
Св.3150 |
|
|
|
|
|
|
|
|
|
|
|
|
до 4000 |
|
20±6 |
20±7 |
20±7 |
20±7 |
21±7 |
22±8 |
22±8 |
|
23±8 |
|
24±9 |
|
|
|
|
|
|
|
|
|
|
|
||
Длина |
|
|
|
|
Диаметр детали D, мм |
|
|
|
|
|
||
детали, |
|
|
|
|
|
|
|
|
|
|
||
св.355 |
св.400 |
св.450 |
св.500 |
св.560 |
св.630 |
св.710 |
|
св.800 |
|
св.900 |
||
L |
|
до400 |
до 450 |
до500 |
до 560 |
до 630 |
до 710 |
до 800 |
|
до 900 |
|
до1000 |
мм |
|
|
|
|||||||||
|
|
|
Припуски z и предельные отклонения ±T/2 |
|
|
|
||||||
|
|
|
|
|
|
|
||||||
До 1000 |
20±7 |
21±7 |
22±8 |
22±8 |
23±8 |
24±9 |
25±9 |
|
26±10 |
|
28±10 |
|
Св. 1000 |
|
|
|
|
|
|
|
|
|
|
|
|
до 1250 |
21±7 |
22±8 |
22±8 |
23±8 |
24±9 |
25±9 |
26±10 |
|
27±10 |
|
28±10 |
|
Св. 1250 |
|
|
|
|
|
|
|
|
|
|
|
|
до 1600 |
22±8 |
22±8 |
23±8 |
24±9 |
25±9 |
26±10 |
27±10 |
|
28±10 |
|
29±11 |
|
Св. 1600 |
|
|
|
|
|
|
|
|
|
|
|
|
до 2000 |
22±8 |
23±8 |
24±9 |
25±9 |
26±10 |
27±10 |
28±10 |
|
29±11 |
|
30±11 |
|
Св.2000 |
|
|
|
|
|
|
|
|
|
|
|
|
до 2500 |
23±8 |
24±9 |
25±9 |
26±10 |
27±10 |
28±10 |
29±11 |
|
30±11 |
|
31±11 |
|
Св.2500 |
|
|
|
|
|
|
|
|
|
|
|
|
до 3150 |
24±9 |
25±9 |
26±10 |
27±10 |
28±10 |
29±11 |
30±11 |
|
31±11 |
|
32±12 |
|
Св. 3150 |
|
|
|
|
|
|
|
|
|
|
|
|
до 4000 |
25±9 |
26±10 |
27±10 |
28±10 |
29±11 |
30±11 |
31±11 |
|
32±12 |
|
33±12 |
|
Основное сечение определяется следующим образом:
-для валов с одним уступом (табл. 1, эскиз 4) основным сечением считают сечение, произведение DL которого имеет максимальное значение;
-для валов с двумя уступами (табл. 1, эскизы 1, 2) за основное принимают сечение с максимальным диаметром D1 при условии, что D1l1 >
19
D2 (l2 + l3). В противном случае основным считают сечение, имеющее средний диаметр D2;
- для валов с выемкой (табл. 1, эскиз 3) основным считают сечение, имеющее максимальный диаметр D1 при условии D1(l1 + l3) > D2l2. В противном случае за основное принимают сечение с минимальным диаметр D2 - диаметром выемки.
Для валов, имеющих более двух уступов или сочетание уступов и выемок, основным считают сечение, имеющее максимальный диаметр.
Рисунок 1 – Поковка вала с уступами и выемками круглого сечения
Таблица 3. |
Дополнительный припуск на диаметры всех сечений, |
|||||||||||||
кроме основного |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Разность |
|
До |
Св. 56 |
|
Св. 80 |
|
Св.112 |
Св.140 |
Св.18 |
Св. 224 |
|
|||
диаметров |
|
56 |
до 80 |
|
до112 |
|
до 140 |
до 180 |
до 224 |
до 250 |
|
|||
сечений, мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Дополнительный |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
припуск на |
|
2 |
3 |
4 |
5 |
|
7 |
|
8 |
9 |
|
|
||
диаметр, мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Разность |
|
Св. 250 |
Св.280 |
|
Св.315 |
|
Св.355 |
|
Св.400 |
|
Св.425 |
Св. 450 |
|
|
диаметров |
|
до 280 |
до 315 |
|
до 355 |
|
до 400 |
|
до 425 |
|
до 450 |
До 475 |
|
|
сечений, мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Дополнительный |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
припуск на |
|
10 |
12 |
|
13 |
|
14 |
|
15 |
|
16 |
17 |
|
|
диаметр, мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
20