

Общее правило для определения основных отклонений
EI=–еs– для отверстий с основными отклонениями отAдоH;
ES=–ei – для отверстий с основным отклонением отJS доZ.
Данное правило действительно для всех отклонений, за исключением:
– отклонений, на которые распространяется специальное правило;
– отверстий от N9 доN16 для размеров свыше 3 до 500 мм, у которых основное отклонение равно нулю.
Специальное правило:
ES = –ei + ,
где – разностьITn–ITn–1между допусками рассматриваемого квалитетаITnи допуском ближайшего более точного квалитетаITn–1.
Настоящее правило действительно для интервалов размеров свыше 3 до 500 мм:
– для отверстий с основными отклонениями K,M,Nдо 8-го квалитета включительно;
– для отверстий с основными отклонениями от PдоZдо 7-го квалитета включительно.
Примечание: Указанные правила сформулированы на основе следующих принципов:
1 – общее правило– основное отклонение отверстия должно быть симметрично относительно нулевой линии основному отклонению вала того же буквенного обозначения;
2 – специальное правило – основное отклонение отверстия должно быть таким, чтобы две соответствующие посадки в системе отверстия и системе вала, в которых отверстие данного квалитета соединяется с валом ближайшего более точного квалитета, обеспечивали идентичные зазоры или натяги.
Например, в посадках 50H7/p6 и50P7/h6 максимальный и минимальный натяги должны быть равны. Для этой цели основное отклонение отверстияP7 смещено вверх относительно основного отклонения валаp6 на величину=IT7 –IT6 (рис. 16).
Широкое внедрение в промышленность предпочтительных полей допусков является основой развития взаимозаменяемости, кооперирования и специализации производства. Кроме того, оно обеспечивает сокращение номенклатуры и централизацию выпуска режущего, мерительного инструмента и другой технологической оснастки.
Комбинируя поля допусков отверстия и вала, можно получить различные посадки. Но ЕСДП рекомендует использовать посадки в системе отверстия или в системе вала. В приложении 8 приведены посадки предпочтительного применения в системе отверстия. В рамках указаны предпочтительные посадки.

Рис. 16. Схема определения основного отклонения отверстия
по специальному правилу
Посадка обозначается
дробью, в числителе которой указывается
обозначение поля допуска отверстия, а
в знаменателе – обозначение поля допуска
вала, например, H7/g6
или![]() .
.
Обозначение
посадки указывается после ее номинального
размера, например, 40H7/g6
или .
.
2.5. Примеры образования посадок в системе есдп
Для
обеспечения требуемых эксплуатационных
характеристик того или иного сопряжения
конструктор определяет наименьший и
наибольший расчетные зазоры (или натяги)
![]() и
и
![]() .
Выбрав систему отверстия
или
вала, конструктор тем самым задает
расположение поля допуска основной
детали.
.
Выбрав систему отверстия
или
вала, конструктор тем самым задает
расположение поля допуска основной
детали.
Пример
1:
построить посадку в системе отверстия,
для диаметра 100
мм, если
![]() =
260 мкм, а
=
260 мкм, а![]() =
115 мкм.
=
115 мкм.
Решение:
Известно, что допуск посадки – сумма допусков отверстия и вала, составляющих соединение, а с другой стороны, это есть разность большего и меньшего зазоров в посадке с зазором, т. е.:
ТП = ТD. + Тd = Smax – Smin = 260 – 115 = 145 мкм.
Далее предполагаем, что отверстие и вал изготовлены с одинаковой точностью:
ТD = Тd = ТП/2 = 145/2 = 72,5 мкм.
По табл. 2 приложения определяем, какому квалитету соответствует эта точность:
IT8=54 мкм,IT9=87 мкм, то есть детали могут быть изготовлены либо по 8-му, либо по 9-му квалитетам. Если и отверстие, и вал будут изготовлены по 8-му квалитету, то допуск их посадки:
ТП = IT8 + IT8 = 54 + 54 = 108 мкм,
если они будут изготовлены по 9-му квалитету, то:
ТП = IT9 + IT9 = 87 + 87 = 174 мкм,
а если одна из деталей будет изготовлена по 8-му квалитету, а другая – по 9-му, то:
ТП = IT8 + IT9 = 54 + 87 = 141 мкм,
что соответствует ближайшему значению допуска посадки, данного по заданию.
Поэтому принимаем, что отверстие изготовлено по 9-му квалитету, а вал – по 8-му. Так как требуется построить посадку в системе отверстия, то отложив H9, (рис. 17) подбираем вал. Его поле допуска будет находиться ниже нулевой линии, поэтому основное отклонение вала определяется из табл. 3 приложения по ближайшему требуемому минимальному зазоруSPmin=115 мкм и соответствует отклонению:ei=–120 мкм. Отложив от основного отклонения допуск вала по 8-му квалитету, строим поле допуска для валаd8. Максимальный зазор при этом составляет 261 мкм, ближайший к требуемомуSPmax=260 мкм.
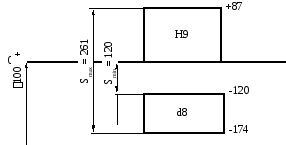
Рис. 17. Схема полей, допусков отверстия и вала в посадке 100 H9/d8
Пример 2:построить посадку в системе отверстия для диаметра30 мм, еслиNpmax= 50 мкм,Npmin = 13 мкм.
Как и в первом случае, допуск посадки – сумма допусков отверстия и вала, составляющих соединение, а с другой стороны, это есть разность большего и меньшего натягов в посадке с натягом, т. е.:
ТП = ТD + Тd = Nmax – Nmin = 50 – 13 = 37 мкм.
Далее предполагаем, что отверстие и вал изготовлены с одинаковой точностью:
ТD = Тd = ТП/2 = 37/2 = 18,5 мкм.
По табл. 2 приложения определяем, какому квалитету соответствует эта точность:
IT6=13 мкм,IT7=21 мкм, то есть детали могут быть изготовлены либо по 6-му, либо по 7-му квалитетам. Если и отверстие, и вал будут изготовлены по 6-му квалитету, то допуск их посадки:
ТП = IT6 + IT6 = 13 + 13 = 26 мкм,
если они будут изготовлены по 7-му квалитету, то:
ТП = IT7 + IT7 = 21 + 21 = 42 мкм,
а если одна из деталей будет изготовлена по 6-му квалитету, а другая – по 7-му, то:
ТП = IT6 + IT7 = 13 + 21 = 34 мкм,
что соответствует ближайшему значению допуска посадки данного по заданию. Поэтому принимаем, что отверстие изготовлено по 7-му квалитету, а вал – по 6-му. так как требуется построить посадку в системе отверстия, то отложив H7, (рис. 18) подбираем вал. Его поле допуска будет находиться выше нулевой линии, поэтому основное отклонение вала определяется из табл. 4 приложения по ближайшему требуемому минимальному натягуNPmin=13 мкм и определяется как сумма величин верхнего отклонения отверстия и минимального натяга:
ei = ES + NPmin = 21 + 13 = 34 мкм.
П о
таблице это соответствует отклонению:ei=35 мкм. Отложив от
основного отклонения допуск вала по
6-му квалитету, строим поле допуска для
валаs6. Максимальный
натяг при этом составляет 48 мкм, ближайший
к требуемомуNPmax=50
мкм.
о
таблице это соответствует отклонению:ei=35 мкм. Отложив от
основного отклонения допуск вала по
6-му квалитету, строим поле допуска для
валаs6. Максимальный
натяг при этом составляет 48 мкм, ближайший
к требуемомуNPmax=50
мкм.
Рис. 18. Схема полей, допусков отверстия и вала в посадке 30 H7/s6
Пример 3:построить посадку в системе отверстия
для диаметра70;![]() =
18 мкм,Npmax= 21 мкм.
=
18 мкм,Npmax= 21 мкм.
Допуск посадки – сумма допусков отверстия и вала, составляющих соединение, а с другой стороны, это есть сумма максимального натяга и зазора в переходной посадке, то есть:
ТП = ТD + Тd = Smax + Nmax = 18 + 21 = 39 мкм
Если отверстие и вал изготовлены с одинаковой точностью, то:
ТD = Тd = ТП/2 = 39/2 = 19,5 мкм.
По табл. 2 приложения определяем, какому квалитету соответствует эта точность:
IT6=19 мкм, IT7=30 мкм. Если и отверстие, и вал будут изготовлены по 6-му квалитету, то допуск их посадки:
ТП =IT6 + IT6 = 19 + 19 = 38 мкм ,
если они будут изготовлены по 7-му квалитету, то:
ТП = IT7 + IT7 = 30 + 30 = 60 мкм ,
если одна из деталей будет изготовлена по 6-му, а другая – по 7-му квалитетам, то:
ТП = IT6 + IT7 = 19 + 30 = 49 мкм.
Ближайшему значению исходного допуска посадки соответствует первый случай. Поэтому принимаем, что и отверстие, и вал изготовлены по 6-му квалитету. Отложив на схеме H6, (рис. 19) подбираем вал. Его поле допуска будет пересекаться с полем допуска отверстия (это могут быть отклоненияjs,k,m,n), поэтому основное отклонение вала определяется из табл. 4 приложения как ближайшее значение, соответствующее требуемому максимальному зазоруSPmax= 18 мкм и определяется как разность величин верхнего отклонения отверстия и максимального зазора:
ei = ES – SPmax = 19 – 18 = 1 мкм.
Это соответствует стандартному отклонению: ei=2 мкм. Отложив от основного отклонения допуск вала по 6-му квалитету, строим поле допуска для валаk6. Максимальный натяг при этом составляет 21 мкм, ближайший к требуемомуNPmax=20 мкм.

Рис. 19. Схема полей, допусков отверстия и вала в посадке 70 H6/k6