

6.2. Допуски гладких калибров
Гладкий калибр –калибр с гладкой рабочей поверхностью. Он может быть с цилиндрической, сферической, конической и плоской рабочей поверхностью.
Калибры, как и любые другие детали, изготовляются на металлорежущих станках и не могут быть изготовлены абсолютно точно, и на них также существуют допуски.
Рассмотрим схемы расположения допусков калибров на примере контроля отверстий. На проходной калибр необходимо предусмотреть допуск на износ (на рис. 85 часть поля допуска на износ заштрихована), так как в противном случае при изготовлении проходного калибра по наименьшему предельному размеру после небольшого срока его эксплуатации на сборке появятся бракованные детали, размеры которых меньше наименьшего предельного размера. Допуск на износ непроходной части калибра не назначается, т. к. непроходной калибр почти не изнашивается вследствие редкого сопряжения этого калибра с контролируемыми деталями.
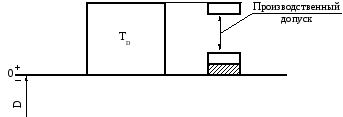
Рис. 85. Идеальная схема расположения допусков калибра пробки
Такую схему расположения допусков называют идеальной. Однако, в том случае, если непроходной калибр окажется выполненным по наименьшему предельному размеру, а проходной калибр по наибольшему предельному размеру, то годными будут признаны детали, размеры которых находятся в пределах разницы между наименьшим предельным размером непроходного калибра и наибольшим предельным размером проходного. Эта разность значительно меньше табличного допуска, заданного на деталь, и называется производственным допуском. Сокращение производственного допуска по сравнению с табличным приводит к увеличению себестоимости изготовляемых деталей.
В связи со значительным увеличением себестоимости деталей при их контроле калибрами, допуски которых расположены по идеальной схеме, на практике приняты “реальные” схемы расположения полей допусков калибров относительно допуска контролируемой детали. Реальные схемы расположения допусков значительно расширяют производственный допуск, что обеспечивает снижение затрат на изготовление деталей, но делает возможным появление бракованных деталей на сборке. Если изменение размеров происходит по закону нормального распределения, вероятность поступления на сборку бракованных деталей уменьшается.
Четыре реальные схемы расположения допусков калибров по отношению к допуску контролируемой детали представлены на рис. 86. Первая и вторая схемы применяются для контроля отверстий с диаметрами до 180 мм, а третья и четвертая – свыше 180 мм. Первая схема обеспечивает наибольшее расширение производственного допуска и применяется в 6-8 квалитетах, т. к. в этих квалитетах допуски калибров соизмеримы с допуском контролируемой детали. Сумма допусков калибров (проходного, непроходного и проходного на износ) составляет около половины допуска контролируемой детали, что приводит при идеальной схеме к сокращению производственного допуска в два раза по сравнению с табличным. Вторая схема применяется для контроля диаметров с допусками в 9-18, третья схема – IT6 -IT8,а четвертая – 9-18 квалитетов. В более грубых квалитетах допуски квалитетов составляют лишь незначительную часть от допуска контролируемой детали, поэтому даже применение схемы, близкой к идеальной, незначительно уменьшит величину производственного допуска по сравнению с табличными.

Рис. 86. Реальные схемы расположения допусков калибров
Кроме рабочих калибров, которые используются рабочими, изготовляющими детали, должны быть калибры у контролера ОТК, которые не могут иметь то же расположение допусков, что и у рабочих калибров, т. к. при одинаковом расположении допусков калибров рабочего и контролера ОТК могут возникнуть производственные недоразумения из-за различного расположения действительных размеров калибров рабочего и контролера в пределах допуска на изготовление калибра. Например, у рабочего проходной калибр изготовлен по наименьшему предельному размеру, и непроходной по наибольшему, а у контролера ОТК, наоборот проходной калибр изготовлен по наибольшему и непроходной по наименьшему предельным размерам. В этом случае правильно проконтролированные рабочими детали будут забракованы контролером (рис. 87). Для того, чтобы таких ситуаций не возникло, предусматривается использование контролером изношенных рабочих калибров.

Рис. 87. Схема, поясняющая необходимсть использования контролерами ОТК изношенных рабочих калибров
Приемные калибры служат для контроля наиболее ответственных деталей приемщиками заказчика. Они обеспечивают приемку продукции заказчиком при использовании на производстве полностью изношенных рабочих калибров. Непроходной приемных калибр обозначается П-НЕ, а проходной П-ПР.
ГОСТ 24853-81 на гладкие калибры установлены следующие допуски на изготовление: Н– рабочих калибров (пробок) для отверстия (рис. 88а). В скобках указаны номера видов по ГОСТ 24851-81:Нs– тех же калибров, но со сферическими измерительными поверхностями;Н1– калибров (скоб) для валов (рис. 88б);Нр– контрольных калибров для скоб. В квалитетах 6, 8-10 допускиН1для скоб примерно на 50% больше допусковНдля пробок, что объясняется большой сложностью изготовления скоб. В квалитетах 7, 11 и грубее допускиНиН1равны. ДопускиНрдля всех типов контрольных калибров одинаковы. Для размеров до 500 мм износ калибров ПР с допуском доIT8 включительно может выходить за границу поля допуска детали на величинуYдля пробок иY1для скоб; для калибров ПР с допусками отIT9 доIT17 износ ограничивается проходным пределом, т. е.Y = 0 иY1= 0. Следует отметить, что поле допуска на износ отражает средний возможный износ калибра.
Для всех проходных калибров поля допусков Н(Ну) иН1сдвинуты внутрь поля допусков изделия на величинуZдля калибров – пробок иZ1, для калибров – скоб.

Рис. 88. Схемы расположения полей допусков калибров: а) для отверстия; б) для вала
При номинальных размерах свыше 180 мм поле допуска непроходного калибра также сдвигается внутрь поля допуска детали на величину для пробок и1для скоб, создавая так называемую зону безопасности, введенную для компенсации погрешностей контроля калибрами соответственно отверстий и валов размером свыше 180 мм. После допуска калибра НЕ для размеров до 180 мм симметрично относительно верхнего отклонения детали для пробок и относительно нижнего – для скоб, т. е.= 0 и1= 0.