

5.2. Посадки подшипников скольжения
Для подшипников скольжения разработаны три стандарта: на металлические втулки ГОСТ 1978-81, на биметаллические втулки ГОСТ 24832-81, на втулки из спекаемых материалов ГОСТ 24833-81.
ГОСТ 1978-81 распространяется на втулки подшипников скольжения общего назначения с номинальными диаметрами d от 3 до 250 мм и длинами L от 3 до 380 мм. Этим стандартом предусмотрено два типа исполнения втулок подшипников скольжения тип А и тип В (Рис. 82).
Стандарт не распространяется на втулки, к которым предъявляются особые требования, например, в двигателях внутреннего сгорания.

Рис. 82. Размеры втулок подшипников скольжения
Посадки втулок подшипников скольжения из всех трех материалов осуществляются одинаково: в системе отверстия соединения втулки с корпусом H7/r6 и в системе вала втулки с валом F7/h6.
Установлены следующие отклонения на размеры втулок: на D отклонение r6; на d отклонение F7; на длину L отклонение h13; на D1 - d11.
Стандарт, также устанавливает требования к втулкам по шероховатости поверхности и взаимному расположению наружной и внутренней повехностей подшипника.
Пример условного обозначения металлической втулки типа В с внутренним диаметром d = 20 мм, наружным диаметром D = 26 мм и длиной L = 30 мм: Втулка В 20/2630 ГОСТ 1978-81.
Глава 6. Нормирование точности гладких калибров
6.1. Общие сведения о калибрах
Калибры представляют собой бесшкальные измерительные инструменты, предназначенные для контроля деталей при их изготовлении и в готовом состоянии.
По методу контроля калибры делятся на нормальные и предельные (ГОСТ 27284-87).
Нормальный калибр – это калибр, воспроизводящий заданный линейный и угловой размер и форму сопрягаемой с ним поверхности контролируемого элемента изделия.
В настоящее время из нормальных калибров используют шаблоны, щупы, калибры конусные. Шаблонами проверяют отклонения формы и положения в сечении плоскостью поверхности проверяемой детали. Прикладывая шаблоны к поверхности детали, определяют по просвету степень совпадения шаблона и детали. В машиностроении широко применяют радиусные и резьбовые шаблоны. Щупами проверяют зазор между плоскостями, их изготовляют в виде пластин толщиной 0,02 – 1 мм. Часто с помощью щупов выставляют зазоры. Конусные калибры контролируют точность конических валов и отверстий по базорасстоянию и краске. При применении нормальных калибров существуют два основных недостатка. Подгоняя деталь к калибру:
Удается получить только один вид сопряжения близкий к посадке скольжения.
Приходится обрабатывать с большой, неоправданно высокой точностью детали.
Предельныйкалибр – это калибр, воспроизводящий проходной и (или) непроходной пределы геометрических параметров элементов изделия, т. е.он имеет основной измерительный размер, равный одному из предельных размеров детали или два измерительных размера сразу, которые равны наибольшему и наименьшему предельным размерам контролируемой детали. Наибольшее практическое применение имеют предельные калибры, особенно в условиях серийного и массового производства, для проверки размеров гладких сопряжений, конусных, резьбовых и шлицевых деталей,глубин и высот выступов, а также расположения поверхностей и других параметров.
Назначение калибров заключается в увеличении производительности контрольных операций по сравнению с их контролем при помощи приборов. Сущность контроля размеров деталей с помощью предельных калибров заключается в определении годности контролируемой детали путем определения того, лежит ли размер детали в пределах заданного допуска, без нахождения действительного размера детали (рис. 83).
а) б)
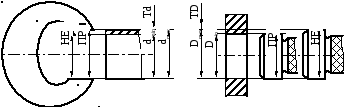
Рис. 83. Измерение калибрами (а - скобами, б - пробками)
По назначению предельные калибры делятся на проходные (ПР) и непроходные (НЕ), на рабочие (Р), приемные (П) и контрольные (К).
Проходной калибр– это предельный калибр с геометрическими параметрами контролируемого элемента изделия, соответствующими максимально допустимому количеству изделия.
Непроходной калибр– предельный калибр с геометрическими параметрами контролируемого элемента изделия, соответствующими минимально допустимому количеству материала изделия.
Рабочий калибр– калибр для контроля изделий при их изготовлении.
Приемный калибр – калибр для контроля изделия заказчиком.
Контрольный калибр – калибр для контроля рабочих калибров.
По конструктивным признакам калибры делятся на регулируемые и нерегулируемые, одно- и двухпредельные, одно- и двухсторонние (рис. 83).

Рис. 84. Калибры пробки (а-д) и скобы (е-и), односторонние (г, д, е, ж, и) и двухсторонние (а, б, в, з): а – с цилиндрическими вставками от 1 до 3 мм; б – со вставками и коническим хвостовиком от 1 до 50 мм; в – с цилиндрическими насадками от 3 до 100 мм; г – неполные от 50 до 150 мм; листовые: е – для размеров от 1 до 180 мм; ж – для размеров от 1 до 50 мм; штампованные: з – для размеров от 3 до 50 мм; и – с ручкой для размеров от 50 до 170 мм; д – контркалибры шайбы полные к скобам.