

Изготовление ступенчатых валов с прямой осью
.docИзготовление ступенчатых валов с прямой осью.
Точение ступеней вала .
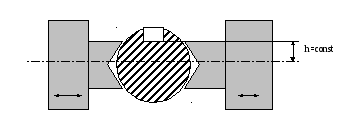
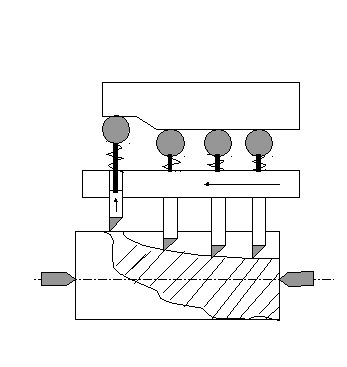
Для уменьшения времени затрачиваемого на наладку в серийном и мелкосерийном производствах используют гидрокопировальные станки типа 1722 с гидравлическим суппортом КСТ-1.Подналадка и смена одного резца на нем занимает 3…5 мин.
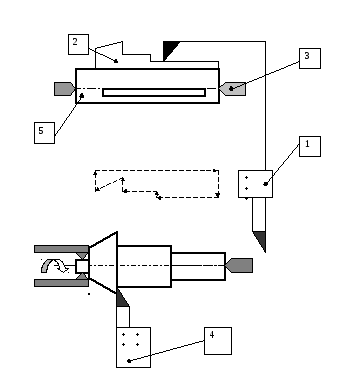
Верхний суппорт 1 работает по копиру 2 , который расположен сверху на валике 5 , зажатом в центре 3. Нижний суппорт 4 подрезает торцы. В целях уменьшения времени на смену инструмента копира валик 5 сделан на три копира . При повороте валика на 120 град сразу перестраиваем станок ,подставляя под иглу другой копир .
В мелкосерийном производстве для более эффективного использования гидравлических суппортов целесообразно применять групповую обработку .Т.е. обработку валов нескольких наименований ,различающимися размерами в пределах группы с минимальной переналадкой и небольшой корректировкой лимбом гидравлического суппорта .Это на 80…85% сокращает время наладки.
При обработке валов с одной установки на проход по всей длине применяют специальные торцевые поводковые центра ,которые наряду с центрированием детали могли бы вести деталь при обработке за торец.
Точность обработки с помощью копировальных устройств 8…9 квалитет.
Современные токарно-копировальные станки на 50…100% производительнее универсальных . Станки имеют открытую рабочую зону ,что позволяет осуществлять сквозное транспортирование деталей при их встраивании в автоматическую линию .
На данных станках можно производить черновую обработку многорезцовым суппортом , а чистовое обтачивание – однорезцовым копировальным суппортом. Причем при закреплении вала торцевым поводком обработку можно вести с одного установа . Некоторые модели токарно-копировальных станков имеют до пяти копировальных суппортов ,перемещающихся независимо один от другого . Применение таких станков особенно эффективно ,когда на некоторых ступенях вала имеется большой припуск , которой невозможно снять за один рабочий ход . При установке специальных копирных барабанов на гидрокопировальных станках 1722 и 1712 можно вести также многопроходную обработку.
В мелкосерийном производстве иногда экономичнее при обработке ступенчатых валов использовать универсальные токарные станки с программным управлением типа 16К20Ф3С5 .
Обработка шпоночных канавок на ступенчатых валах.
Шпоночная канавка на валах изготавливается для призматических и сегментных шпонок .Шпоночные канавки изготавливаются различными способами в зависимости от конфигурации канавки вала на фрезерных станках:
- вертикальных ;
- специальных шпоночных;
- горизонтальных.
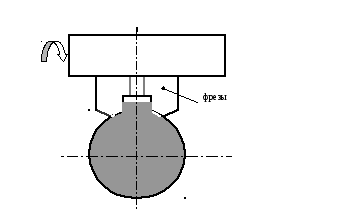
Шпоночные пазы под сегментные шпонки изготавливают фрезерованием с помощью концевых фрез с использованием вертикальной подачи.
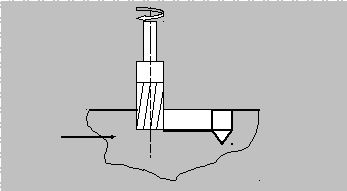
Для получения точных по ширине канавок
применяются специальные шпоночно-фрезерные
станки с маятниковой подачей . Инструментом
служит концевая двуспиральная фреза
.В этом случае вал неподвижен , а шпиндель
станка ,кроме вращательного совершает
также и маятниковое движение вдоль оси
изделия . За
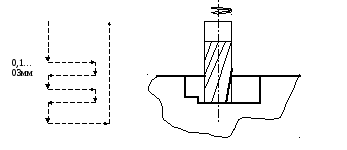 каждым
маятниковым ходом следует подача на
глубину 0,1…0,3 мм.
каждым
маятниковым ходом следует подача на
глубину 0,1…0,3 мм.
Если чертежом предусмотрен выход фрезы ,то шпоночные канавки делают на горизонтально-фрезерном станке дисковыми фрезами.
Точность глубины шпоночных канавок и параллельных образующих их поверхностей относительно оси вала во многом зависят от выбора технологических баз для установки вала на станке. Максимальная точность достигается при использовании поверхностей центровых отверстий при установке в центрах .
Если в качестве технологических баз используются наружные цилиндрические поверхности ,то добавляются погрешности установки , связанные с колебаниями диаметра вала. Использование самоцентрирующих тисков уменьшает погрешность такой установки до минимума.
Обработка шлицев на валах .
По конструкции шлицы могут бытьпрямобочными и эвольвентными. Шлицевое соединение с прямобочными шлицами можно выполнить сцентрированием втулки по внутреннему и наружному диаметрам вала ,а при эвольвентных шлицах центрируют по профилю.
Шлицынарезают :
- фрезерованием ;
- строганием ;
- протягиванием.
Выбор техпроцесса получения шлицев зависит от метода центрирования шлицевого соединения и термической обработки. Так в неавтоматизированном серийном производстве обычно используют шлицефрезерные или зубофрезерные станки работающие по методу обкатки.
Метод реализуется при относительно невысоких режимах резания :
v =20…30м/мин и s= 20мм/мин. Нарезать шлицы можно за один-два рабочих хода в зависимости от требуемой точности .Можно применять многозаходную червячную фрезу для черновой обработки , которая увеличивает производительность ,но снижает точность.
У закаливаемых валов шлицы рекомендуется фрезеровать после предварительного шлифования ,а у не закаливаемых – после чистового шлифования наружной поверхности .
Шлицы закаливаемых валов и центрируемые по наружной поверхности обрабатывают в следующей последовательности :
-
фрезерование шлицев с припуском под шлифование боковых поверхностей ;
-
чистовое шлифование боковых поверхностей шлицев после термической обработки и чистового наружного шлифования .
Шлицы закаливаемых валов и центрируемые по поверхности внутреннего диаметра обрабатывают в следующей последовательности :
-
фрезерование шлицев с припуском под шлифование;
-
фрезерование канавок для выхода круга при шлифовании центрирующей поверхности по внутреннему диаметру;
-
чистовое шлифование боковых поверхностей и центрирующей поверхности по внутреннему диаметру после термической обработки.
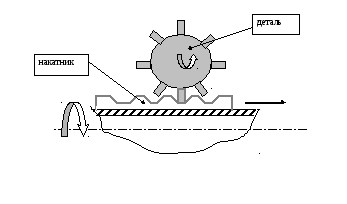
Существуют и более совершенные методы фрезерования ,например нарезание прямобочных шлицев предварительным фрезерованием фасонными дисковыми фрезами и чистовым фрезерованием боковых поверхностей шлицев торцевыми фрезами ,оснащенных пластинками из твердого сплава .
Режимы резания при обработке валов из среднеуглеродистой стали :
- для предварительно фрезерования : V=30…35 м/мин ; S=190 мм/мин.;
- для чистового : 180 м/мин ; S=0,55 мм/зуб.;



Обработку выполняют на горизонтальных продольно – фрезерных станках с применением делительных приспособлений .Такой метод нарезания шлицев в 3…4 раза производительнее чем обработка на шлицефрезерных станках.
Более производительным являются методы контурного шлицестрогания и шлицепротягивания .
Строгание шлицев на валах производят набором фасонных резцов , собранных в головке и применяют в крупносерийном и массовом производстве . Количество и профиль соответствует числу шлицев и профилю впадины между шлицами вала .Число двойных ходов головки определяют глубиной шлицевой канавки и принятой глубиной резания за один рабочий ход . Резцы в головке затачиваются комплектно в специальном приспособлении .За каждый двойной ход резцы сходятся радиально на заданную величину подачи.
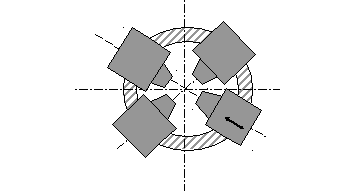
Этим методом можно обрабатывать как сквозные ,так и несквозные шлицы . В последнем случае предусматривается канавка для выход резцов глубиной не менее 6…8 мм и ускоренный отвод резцов от заготовки . Шлицестрогание выполняется на станке МА4 , предназначенным для обработки валов диаметром 20…50 мм и длиной до 435 мм и длиной обрабатываемой части до 370 мм. Параметр шероховатости получаемой поверхности Ra = 2,5…1,25 мкм.
Другим высокопроизводительным методом обработки является шлицепротягивание .Его производят двумя блочными протяжками одновременно двух диаметрально противоположных впадин на валу с последующим поворотом вала на определенный угол после каждого хода протяжки .Блок протяжки состоит из набора резцов-зубъев , которые могут независимо перемещаться в радиальном направлении .Резцы затачиваются комплектнои устанавливают в блоки в специальном приспособлении . Копирная линейка позволяет протягивать несквозные шлицы по заданной траектории . Разность диаметров ступеней не должна превышать 25…30 мм. По производительности шлицестрогание и шлицепротягивание производительнее шлицефрезерования в5…8 раз.
Шлифование валов .
Шлифование является основным методом чистовой отделки наружных цилиндрических поверхностей . Шлифование наружных цилиндрических поверхностей производится на круглошлифовальных станках .Обрабатываемый вал может быть установлен в центрах станка , в патроне или специальном приспособлении. Круглое шлифование производится методами продольной и поперечной подачи .
Метод шлифования продольной подачей заключается в том , что поперечная подача шлифовального круга совершается после окончания продольного движения обрабатываемого вала.
Метод шлифования с поперечной подачей или метод врезания производят широким кругом сразу по всей длине шлифуемого вала . Высота круга выбирается несколько больше ,чем длина шлифуемой поверхности вала .
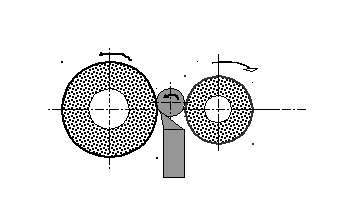
Сущность бесцентрового шлифования заключается в том ,что деталь помещается между двумя абразивными кругами на направляющей линейке без крепления .Ведущий круг сообщает детали вращение и продольную подачу .Окружную скорость ведущего круга 20…25 м/мин а шлифовального 20…30 м/с
Бесцентрово-шлифовальные станки обладают рядом преимуществ :
-
Легко встраиваются в автоматические линии;
-
Имеют высокую производительность .Так при сквозном шлифовании рабочий только закладывает новые детали в станок и наблюдает за ходом шлифования ;
-
Позволяет достигать высокой точности обработки при средней квалификации шлифовщика . Управление станком несложное и не требует центрирования детали.
Однако метод бесцентрового шлифования не может быть применен для валов с буртиками , лысками , шпоночными пазами и для ступенчатых валов.
Типовой технологический маршрут обработки двустороннего ступенчатого шлицевого вала.
( заготовка – горячекатаный прокат , L= 500…1000 мм).
|
№ операции |
Наименование операции |
Технологические базы |
Рекомендуемое оборудование |
|
1 |
Отрезание заготовки от прутка |
Образующая поверхность и торец прутка |
Дисковая пила |
|
2 |
Фрезерование торцов и сверление центровых отверстий |
Образующая поверхность и торец ( откидной упор) |
Фрезерно-центровальный МР37 |
|
3 |
Черновое обтачивание с одной стороны вала |
Центровые отверстия и торец |
Токарный станок с гидравлическим суппортом 16К20 |
|
4 |
Черновое обтачивание с другой стороны |
- - - - - - - - - - - - - - - - -- |
----------------------- |
|
5 |
Чистовое обтачивание с одной стороны |
-------------------------------- |
----------------------------- |
|
6 |
Чистовое обтачивание с другой стороны |
------------------------------ |
----------------------------- |
|
7 |
Фрезерование шлицев с одной стороны |
Центровые отверстия |
Шлицефрезерный станок 5350А |
|
8 |
Фрезерование шлицев с другой стороны |
----------------------------- |
------------------------------ |
|
9 |
Сверление поперечных отверстий для шплинтов |
Образующая поверхность и торец ступени |
Сверлильный станок |
|
10 |
Нарезание резьбы на концах |
Центровые отверстия |
Резьбофрезерный станок 1А616 |
|
11 |
Термообработка (закалка и отпуск) |
|
|
|
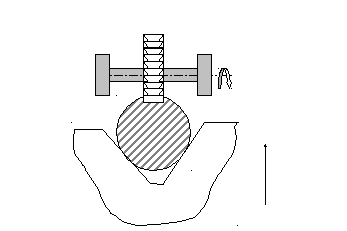
12 |
Правка вала |
|
Пресс для правки с пружинными центрами |
|
13 |
Шлифование шеек вала |
Центровые отверстия |
Круглошлифовальный станок 3М151 |
|
14 |
Шлифование шлицев |
----------------------------- |
Шлицешлифовальный станок 3Б451П |
|
15 |
Контроль вала |
|
Контрольные приспособления |